
ມື້ນີ້, ໃຫ້ເຮົາເປີດເຜີຍເຖິງບຸກຄົນທີ່ຢູ່ເບື້ອງຫຼັງທີ່ເປັນສຳຄັນໃນການຜະລິດເພີ່ມ (AM) – ການແຈກຢາຍຂະໜາດອະນຸພາກ (PSD) ຂອງຝຸ່ນທີເຕເນຍມ. ມັນອາດຈະເບິ່ງຄືວ່າເປັນລັກສະນະທີ່ບໍ່ສຳຄັນ, ແຕ່ການແຈກຢາຍຂະໜາດອະນຸພາກຂອງຝຸ່ນທີເຕເນຍມສາມາດກຳນົດຄວາມສຳເລັດ ຫຼື ຄວາມລົ້ມເຫຼວໃນຂະບວນການ AM ໄດ້. ລັກສະນະ PSD ຂອງຝຸ່ນອາດຈະເປັນສາເຫດທີ່ເຮັດໃຫ້ເກີດການຈັດເຂົ້າໄດ້ບໍ່ດີ, ການລົ້ນໄຫຼຂອງຝຸ່ນທີ່ບໍ່ເປັນປົກກະຕິ, ຫຼື ຄຸນນະພາບທັງໝົດຂອງຊິ້ນສ່ວນທີ່ຕໍ່າລົງ ແລະ ບໍ່ເປັນປົກກະຕິ. ພຽງແຕ່ການຂາດການແຈກຢາຍຂະໜາດອະນຸພາກທີ່ມີປະສິດທິພາບກໍອາດຈະອธິບາຍບັນຫາທີ່ເກີດຂຶ້ນໃນຂະບວນການຂອງທ່ານໄດ້. ບັນຫານີ້ບໍ່ໄດ້ເກີດຈາກຂະໜາດສະເລ່ຍຂອງອະນຸພາກຝຸ່ນເທົ່ານັ້ນ, ແຕ່ເກີດຈາກການແຈກຢາຍຂອງຄ່າຕ່າງໆທີ່ອະທິບາຍການແຈກຢາຍຂະໜາດອະນຸພາກ (PSD) ຂອງຝຸ່ນ.
ເພື່ອອະທິບາຍ, ຈິນຕະນາການວ່າມີວັດສະດຸປະກອບທີ່ໃຊ້ເພື່ອສ້າງຜະນັງທີ່ແຂງແຮງ, ແໜ້ນໆ ແລະ ໜາ. ຖ້າ, ຍົກຕົວຢ່າງ, ໃຊ້ແຕ່ຫີນກ້ອນໃຫຍ່ເທົ່ານັ້ນ, ຈະມີຊ່ອງຫວ່າງໃຫຍ່ເກີດຂຶ້ນ. ຖ້າໃຊ້ແຕ່ອະນຸພາກທີ່ບາງເທົ່ານັ້ນ, ວັດສະດຸປະກອບຈະຂາດຄວາມສະຖຽນ. ຢ່າງໃດກໍຕາມ, ດ້ວຍການເລືອກໃຊ້ວັດສະດຸທີ່ມີຂະໜາດຕ່າງໆຢ່າງເໝາະສົມ, ວັດສະດຸທີ່ມີຂະໜາດນ້ອຍກວ່າຈະສາມາດໃຊ້ເພື່ອເຕີມຊ່ອງຫວ່າງເຫຼົ່ານີ້ ແລະ ສ້າງໂຄງສ້າງທີ່ເປັນອັນໜຶ່ງດຽວ. ຫຼັກການປະກອບດຽວກັນນີ້ສາມາດນຳໄປໃຊ້ກັບຜົງທີເຕເນັຽມໃນຂະບວນການ AM ໄດ້. ລັກສະນະການລື່ນໄຫຼ ແລະ ຄວາມໜາແໜ້ນໃນການຈັດເຂົ້າໃນຂອງຜົງທີເຕເນັຽມແມ່ນເປັນຜົນ manifestation ຂອງລັກສະນະ PSD ເປັນຫຼັກ.
ການຄົ້ນພົບສິ່ງທີ່ຈຳເປັນຂອງການແຈກຢາຍຂະໜາດອະນຸພາກ
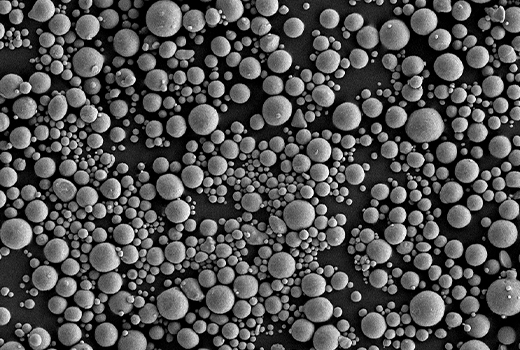
ໃຫ້ເຮົາອະທິບາຍສິ່ງນີ້ກ່ອນ. ການແຈກຢາຍຂະໜາດອະນຸພາກ (Particle Size Distribution) ແມ່ນເປັນການວິເຄາະຂໍ້ມູນທາງສະຖິຕິສຳລັບຕົວຢ່າງຜົງ ໂດຍອີງໃສ່ການແຈກຢາຍຂະໜາດທີ່ແຕກຕ່າງກັນຂອງອະນຸພາກປະກອບຂອງມັນ. ການແຈກຢາຍນີ້ມັກຈະຖືກສະແດງອອກເປັນຮູບພາບ. ການແຈກຢາຍທີ່ຄັບ (narrow distribution) ໝາຍເຖິງວ່າອະນຸພາກສ່ວນຫຼາຍມີຂະໜາດຄ້າຍຄືກັນ. ສ່ວນການແຈກຢາຍທີ່ກວ້າງ (broad distribution) ໝາຍເຖິງວ່າມີອະນຸພາກທີ່ມີຂະໜາດຕ່າງໆກັນຢ່າງຫຼາຍ. ໃນກໍລະນີຂອງຜົງທີເຕເນັຽມທີ່ໃຊ້ໃນຂະບວນການ Powder Bed Fusion (PBF) ຫຼື Metal Injection Molding (MIM), ການແຈກຢາຍທີ່ເໝາະສົມແມ່ນຖືກອອກແບບຢ່າງມີເປົ້າໝາຍ ແລະ ບໍ່ໄດ້ເກີດຂຶ້ນຈາກຄວາມເປັນທຳມະຊາດທີ່ບໍ່ມີລະບົບຂອງຂະບວນການຜະລິດ. ການແຈກຢາຍທີ່ຖືກເຮັດໃຫ້ມີປະສິດທິພາບສູງຈາກຂະບວນການ KYHE ແລະ DH-S® ສະແດງໃຫ້ເຫັນເຖິງຄວາມຖືກຕ້ອງທາງວິສະວະກຳ ສຳລັບການຫຼືການລົ້ນໄຫຼທີ່ສົມດຸນ, ຄວາມໜາແໜ້ນ ແລະ ຄຸນລັກສະນະຂອງຊິ້ນສ່ວນສຸດທ້າຍ ເຊິ່ງຖືກປັບແຕ່ງໃຫ້ເໝາະສົມກັບເປົ້າໝາຍດ້ານປະສິດທິພາບທີ່ເປັນເອກະລັກ.
ວິທີທີ່ PSD ກຳນົດຄວາມສາມາດໃນການຫຼືການລົ້ນໄຫຼຂອງຜົງໂດຍກົງ
ມັນເກີດຈາກຄວາມງ່າຍດາຍ ແລະ ຄວາມສົມ່ຳເສີມໃນການເຄື່ອນທີ່ ແລະ ລົ້ນໄຫຼຂອງຜົງ. ໃນດ້ານການຜະລິດເພີ່ມ (AM), ສິ່ງນີ້ມີຄວາມສຳຄັນເປັນຢ່າງຍິ່ງຕໍ່ການສ້າງຊັ້ນທີ່ເທົ່າທຽມກັນ ແລະ ມີຄວາມໜາແໜ້ນທີ່ສົມ່ຳເສີມ.
ໜ້າທີ່ຂອງອະນຸພາກທີ່ເລັກຫຼາຍ
ປະລິມານທີ່ຫຼາຍຂອງເມັດສານທີ່ບາງເບົາສາມາດເປັນບັນຫາທີ່ຮ້າຍແຮງ. ເມັດສານເຫຼົ່ານີ້ມັກຈະມີຄວາມຢູ່ຮ່ວມກັນໄດ້ດີ, ດັ່ງນັ້ນຈຶ່ງຕິດກັນເຂົ້າດ້ວຍກັນເນື່ອງຈາກແຮງຕ່າງໆ ເຊັ່ນ: ຄວາມເຄື່ອນໄຫວຂອງໄຟຟ້າສະຖິຕິ ແລະ ຄວາມຊຸ່ມຊື້ນ. ສິ່ງນີ້ອາດຈະເຮັດໃຫ້ເກີດການຈັບກັນເປັນກ້ອນ, ເຊິ່ງອາດຈະເຮັດໃຫ້ການຫຼືນໄຫວບໍ່ດີ ຫຼື ອຸດຕັນໃນລະບົບການສົ່ງເຂົ້າ, ແລະ ສຸດທ້າຍຈະເຮັດໃຫ້ເກີດຊັ້ນຂອງຝຸ່ນທີ່ບໍ່ເທົ່າທຽມກັນໃນເຂົ້າໃນເຂົ້າບໍ່. ມັນບໍ່ເປັນເລື່ອງທີ່ນໜັກໃຈທີ່ການຫຼືນໄຫວທີ່ບໍ່ດີຈະຖືກຮັບຮູ້ເປັນຂໍ້ບົກຜ່ອງໃນຊິ້ນສ່ວນສຸດທ້າຍ.
ຄຸນຄ່າຂອງເມັດສານທີ່ມີຮູບຮ່າງກົມ ແລະ ຂະໜາດທີ່ເໝາະສົມ
ນີ້ແມ່ນບ່ອນທີ່ KYHE ມຸ່ງເນັ້ນໃສ່ອົງປະກອບທີ່ດີທີ່ສຸດຂອງການຜະລິດເຄື່ອງຈັກແບບເປັນເມັດ, ໂດຍການປ່ຽນຮູບເປັນຮູບກົມ/ການຕົກເປັນເມັດດ້ວຍກາຊ. ນີ້ແມ່ນບາງຂະບວນການຜະລິດເຄື່ອງຈັກແບບເປັນເມັດທີ່ດີທີ່ສຸດທີ່ມີຢູ່ໃນປັດຈຸບັນ ເພື່ອສ້າງເມັດທີ່ມີຮູບຮ່າງກົມຢ່າງແທ້ຈິງ ໃນຂະຫນາດທີ່ເໝາະສົມຕໍ່ການໄຫຼເຂົ້າໄປໃນຮູບແບບທີ່ຄ້າຍຄືກັບຂອງເຫຼວ. ເມື່ອເມັດມີຮູບຮ່າງກົມ ມັນສາມາດເລື່ອນ ແລະ ລ້ານໄປຕາມກັນໄດ້ໂດຍບໍ່ມີການຕ້ານທານ. ເມື່ອເຄື່ອງຈັກທີ່ມີຮູບຮ່າງກົມຢ່າງແທ້ຈິງຖືກປະສົມເຂົ້າກັບ PSD ທີ່ຄວບຄຸມໄດ້ດີ ເຊິ່ງຈະຫຼຸດຜ່ອນສ່ວນທີ່ເປັນເມັດນ້ອຍໆ ແລະ ມີຄວາມຢູ່ດ້ວຍກັນສູງ (cohesive fractions) ຢ່າງມີປະສິດທິພາບ, ທ່ານຈະໄດ້ຮັບການໄຫຼທີ່ດີເລີດ. ເຄື່ອງຈັກຈະປະພຶດເหมືອນຂອງເຫຼວ, ເຊິ່ງເປັນປັດໄຈສຳຄັນຢ່າງຍິ່ງຕໍ່ການເຄືອບຊ້ຳຢ່າງໄວວ່າ ແລະ ຕໍ່ເນື່ອງ, ແລະ ການສ້າງຊັ້ນທີ່ເຊື່ອຖືໄດ້. ຄວາມສາມາດໃນການປະຕິບັດທີ່ເຊື່ອຖືໄດ້ຢ່າງຕໍ່ເນື່ອງນີ້ ແມ່ນເງື່ອນໄຂທີ່ຈຳເປັນສຳລັບການຜະລິດຈຳນວນຫຼາຍ ແລະ ການຂະຫຍາຍຂະຫນາດຈາກການທົດລອງ (prototyping).
ຄວາມສຳພັນລະຫວ່າງ PSD ແລະ ຄວາມໜາແໜ້ນຂອງການຈັດເຂົ້າ
ຄວາມໜາແໜ້ນຂອງການຫໍ່ຫຸ້ມ ແມ່ນຖືກອະທິບາຍເປັນປີມານຂອງວັດສະດຸແຂງ ແລະ ປະລິມານທີ່ກຳນົດໄວ້ ໂດຍມີຊ່ອງຫວ່າງທາງອາກາດ (ຄວາມຮູ້) ໃນເຂດທີ່ໜ້ອຍທີ່ສຸດ. ໃນເຂດຜົງ (powder bed), ຄວາມໜາແໜ້ນຂອງການຫໍ່ຫຸ້ມທີ່ສູງຂຶ້ນ ໝາຍເຖິງ ຈຳນວນອົງປະກອບທີ່ຢູ່ຕິດກັນຢ່າງໃກ້ຊິດຫຼາຍຂຶ້ນ ໂດຍບໍ່ມີການປະສົມປະສານຈາກເລເຊີ ຫຼື ແສງເອເລັກໂຕຣນ.
ຮູບແບບ "ສ່ວນປະກອບສອງຊະນິດ"
ການອະທິບາຍແບບດັ້ງເດີມ ລະບຸວ່າ ການແຈກຢາຍສອງຊະນິດ (bimodal distribution)—ການປະສົມຢ່າງມີຈຸດປະສົງລະຫວ່າງອົງປະກອບທີ່ໃຫຍ່ ແລະ ອົງປະກອບທີ່ນ້ອຍ—ຈະໃຫ້ຄວາມໜາແໜ້ນທີ່ສູງທີ່ສຸດ. ອົງປະກອບທີ່ນ້ອຍຈະເຕັມເຂົ້າໄປໃນຊ່ອງຫວ່າງທີ່ເກີດຂຶ້ນລະຫວ່າງອົງປະກອບທີ່ໃຫຍ່. ການຫໍ່ຫຸ້ມທີ່ມີຄວາມໜາແໜ້ນສູງນີ້ມີຂໍ້ດີຫຼາຍດ້ານ ເຊິ່ງລວມເຖິງ: ລົດລ່າງພະລັງງານທີ່ຕ້ອງໃຊ້ໃນການລະລາຍ (ເນື່ອງຈາກມີຊ່ອງຫວ່າງທາງອາກາດທີ່ໃຫຍ່ໆ ໃນເຂດທີ່ໜ້ອຍລົງ), ລົດລ່າງການຫຼຸດລົງຂອງຂະໜາດໃນຂະນະທີ່ເກີດການປະສົມ (sintering), ແລະ ສາມາດປັບປຸງປະກອບຂອງຊິ້ນສ່ວນສຸດທ້າຍໄດ້ດ້ວຍການຫຼຸດລົງຄວາມຮູ້.
ຫຼາຍກວ່າຮູບແບບພື້ນຖານ
ວິທີແຕ່ລະວິທີທີ່ໃຊ້ໃນ AM ມາພ້ອມດ້ວຍຄຳແນະນຳ ແລະ ຄຳພິຈາລະນາຂອງຕົນເອງ ທີ່ຖືກປັບໃຫ້ເໝາະສົມກັບການອອກແບບທີ່ຕັ້ງໃຈ. ເມື່ອພິຈາລະນາ MIM, ການມີຄວາມໜາແໜ້ນສູງຈະເປັນປະໂຫຍດ. ແຕ່ໃນ PBF, ການມີເຂົ້າໆຜົງທີ່ໜາແໜ້ນເກີນໄປອາດຈະຂັດຂວາງຄວາມສາມາດຂອງເລເຊີໃນການເຈາະເຂົ້າໄປ ແລະ ຮຸກຮານໄດນາມິກຂອງບ່ອນທີ່ເກີດການລະລາຍ. ດັ່ງນັ້ນ, PSD (ການແຈກຢາຍຂະໜາດເມັດ) ຈຳເປັນຕ້ອງມີຄວາມສົມດຸນທີ່ຖືກຕ້ອງລະຫວ່າງຄວາມໜາແໜ້ນທີ່ເໝາະສົມ ແລະ ຄວາມໜາແໜ້ນທີ່ເລເຊີສາມາດດູດຊຶມໄດ້ເພື່ອບັນລຸການລະລາຍ. ໂດຍຫຼັກການແລ້ວ, ແຕ່ລະເຄື່ອງຈັກ ແລະ ການຕັ້ງຄ່າທີ່ເຈາະຈົງຈຳເປັນຕ້ອງມີຄວາມສົມດຸນທີ່ສ້າງໃຫ້ເກີດ PSD ທີ່ເໝາະສົມ. ເມື່ອເຮັດໄດ້ຖືກຕ້ອງ, ການລະລາຍຈະເຮັດຕົວຄືກັນເสมີ.
ມູນຄ່າເພີ່ມຂອງ PSD
ການປັບປຸງ PSD ໃຫ້ດີທີ່ສຸດຈະມີຜົນດີເປັນລູກປື້ນຫິມະ (snowball) ຕໍ່ລະບົບທັງໝົດ.
ອັດຕາການຜະລິດ ແລະ ຄວາມສະຖຽນຂອງຂະບວນການ
ຖ້າຝຸ່ນຖືກແຈກຢາຍຢ່າງສະເໝີພາກດ້ວຍ PSD ທີ່ສອດຄ່ອງກັນ, ການຫຼືນໄຫຼຂອງຝຸ່ນຈະບໍ່ມີອຸປະສັກ ແລະ ການພິມສາມມິຕິຈະດຳເນີນໄປຢ່າງຕໍ່ເນື່ອງ. ເນື່ອງຈາກ PDs ກຳນົດຄວາມສຳເລັດ ຫຼື ຄວາມລົ້ມເຫຼວຂອງການພິມ, ຄວາມສຳເລັດທີ່ຫຼາຍຂຶ້ນຈຶ່ງໝາຍເຖິງການສູນເສຍວັດຖຸດິບ ແລະ ເວລາໃຊ້ເຄື່ອງຈັກໆໜ້ອຍລົງ, ແລະ ຕົ້ນທຶນຕໍ່ຊິ້ນສ່ວນຈະຕໍ່າລົງຢ່າງຫຼວງຫຼາຍເພື່ອຮູ້ສຳເລັດວຽກ. ໃນເວລາດຽວກັນ, ເມື່ອປະສົມປະສານກັບເຕັກໂນໂລຊີຕ່າງໆ ເຊັ່ນ: DH-S® ຂອງ KYHE ທີ່ສັນຍາວ່າຈະເຮັດໃຫ້ຝຸ່ນເຫຼັກຖືກກວ່າຢ່າງຫຼວງຫຼາຍ, ຕົ້ນທຶນຂອງຝຸ່ນຈະບໍ່ເປັນບັນຫາອີກເທື່ອໃດ ເມື່ອມີຄວາມເຊື່ອຖືສູງໃນການປະມວນຜົນ.
ຄຸນນະສັບພື້ນຜິວ ແລະ ຄວາມລະອຽດຂອງລາຍລະອຽດ
ການປັບຮູບ (Contouring) ແລະ ລາຍລະອຽດຂອງພື້ນຜິວດີຂຶ້ນ ແລະ ສອດຄ່ອງກັນຫຼາຍຂຶ້ນເມື່ອມີເຕັກນິກການຈັດຝຸ່ນໃຫ້ແນ່ນ ແລະ ສອດຄ່ອງກັນ, ເນື່ອງຈາກມັນສ້າງພື້ນຜິວທີ່ເລືອນ ແລະ ສອດຄ່ອງກັນຫຼາຍຂຶ້ນໃນພື້ນທີ່ທີ່ຕັ້ງຢູ່ໃນທິດທາງຕັ້ງ ແລະ ທິດທາງລົງ. ເລເຊີ ຫຼື ລັງສີອີເລັກຕຣອນຈະປະສົມວັດຖຸໃຫ້ເປັນເນື້ອດຽວດ້ວຍເສັ້ນທາງທີ່ຊັດເຈນ. ສິ່ງນີ້ມີຄວາມສຳຄັນຢ່າງຍິ່ງໃນການນຳໃຊ້ທີ່ສັບສົນທັງໝົດໃນວິທີແກ້ໄຂຂອງ KYHE, ລວມທັງອຸປະກອນທີ່ໃຊ້ໃນການປູກຖ່າຍອະໄວຍະວະ, ອາວະກາດ, ແລະ ອຸປະກອນເອເລັກໂທຣນິກ 3C ຊັ້ນສູງ.
ປະສິດທິພາບຂອງວັດສະດຸ ແລະ ຄວາມຍືນຍົງ
ຂີ້ເຫື່ອ PSD ທີ່ຖືກປັບປຸງໃຫ້ດີທີ່ສຸດແມ່ນຖືກຫຼຸດລົງໃຫ້ຕ່ຳທີ່ສຸດ. ຝຸ່ນຈະລົ້ນອອກຢ່າງສົມບູນຈາກລະບົບ recoaters ແລະ ລະບົບຈ່າຍຝຸ່ນ, ແລະ ອັດຕາຄວາມສຳເລັດໃນການພິມສູງຈະເຮັດໃຫ້ຝຸ່ນທີ່ຍັງບໍ່ໄດ້ໃຊ້ງານຖືກປົນເປືືອນຈາກການພິມທີ່ລົ້ມເຫຼວນ້ອຍລົງ. ນີ້ເປັນການຈັບຄູ່ທີ່ເໝາະສົມຢ່າງແທ້ຈິງກັບຈິດຕະນິຍາມການຜະລິດທີ່ຍືນຍົງ. ຄວນສັງເກດວ່າບາງບໍລິສັດຊັ້ນນຳໃນດ້ານຝຸ່ນທີເຕເນຽມໄດ້ເລີ່ມນຳໃຊ້ວິທີການນີ້ຕັ້ງແຕ່ເລີ່ມຕົ້ນ, ໂດຍບາງບໍລິສັດໄດ້ບັນລຸມາດຕະຖານ Global Recycled Standard (GRS) ແລະ ລະບົບວົງຈອນປິດ (closed-loop systems) ໂດຍທີ່ມີການນຳໃຊ້ຝຸ່ນຄືນໃໝ່ຫຼາຍກວ່າ 95% ຂອງວັດຖຸດິບ, ເຊິ່ງເຮັດໃຫ້ການຜະລິດຂັ້ນສູງມີຄວາມເປັນມິດຕໍ່ສິ່ງແວດລ້ອມຫຼາຍຂຶ້ນ.

ສະຫຼຸບ: PSD ເປັນພື້ນຖານເຊີງຍຸດທະສາດ
ການແຈກຢາຍຂະໜາດເມັດ (Particle size distribution - PSD) ແມ່ນເປັນຂໍ້ກຳນົດທີ່ມີຜົນຕໍ່ທັງດ້ານເສດຖະກິດ ແລະ ຄຸນນະພາບໃນເອກະສານຂໍ້ມູນ (data sheet) ຂອງທີເຕເນຽມສຳລັບການຜະລິດດ້ວຍເຕັກໂນໂລຊີ AM ແລະ ຄວາມສາມາດໃນການຜະລິດຂອງມັນ. ມັນບໍ່ໄດ້ເປັນເລື່ອງຂອງເຄມີສາດເມື່ອເລືອກຜູ້ສະໜອງຝຸ່ນທີເຕເນຽມ, ແຕ່ເປັນເລື່ອງຂອງການຮ່ວມມືກັບຜູ້ຊ່ຽວຊານທີ່ເຂົ້າໃຈ ແລະ ມີທັກສະສູງໃນດ້ານໄດນາມິກຂອງເມັດຝຸ່ນເຫຼົ່ານີ້.
ຜູ້ສະໜອງທີ່ມີຄວາມຄິດສ້າງສັນທີ່ສຸດບໍ່ໄດ້ຂາຍພຽງແຕ່ຜົງເທົ່ານັ້ນ; ແຕ່ພວກເຂົາເອົາໃຈໃສ່ໃນການສະເໜີວິທີແກ້ໄຂທີ່ຖືກອອກແບບຢ່າງລະອອນເພື່ອປະສິດທິພາບ. ພວກເຂົາໃຊ້ເຕັກໂນໂລຊີເອກະສິດສຳລັບຮູບຮ່າງທີ່ເປັນຮູບກົມ ແລະ ການຈັດສົ່ງທີ່ຄວບຄຸມໄດ້, ແລະ ເຖິງແມ່ນແຕ່ການເລືອກຊັບພະຍາກອນທີ່ຍືນຍົງກໍຖືກພິຈາລະນາດ້ວຍ. ສິ່ງນີ້ເປັນພື້ນຖານຂອງການປະດິດສ້າງທີ່ເປັນສະຖຽນ, ມີປະສິດທິພາບດ້ານຕົ້ນທຶນ ແລະ ເຊື່ອຖືໄດ້. ເມື່ອທ່ານກໍ່ສ້າງດ້ວຍການໃຫ້ຄວາມສົນໃຈຢ່າງລະອອນຕໍ່ PSD (ການແຈກຢາຍຂະໜາດອະນຸພາກ), ທ່ານກຳລັງກໍ່ສ້າງຄວາມສຳເລັດຢ່າງແທ້ຈິງ, ເລີ່ມຈາກພື້ນຖານຂຶ້ນໄປທີລະຊັ້ນຢ່າງແນ່ນອນ.
