
Diskusija par 3D drukāto vai metāla injekcijas veidā formēto titāna detaļu kvalitāti koncentrējas uz printerī iestatītajām parametru vērtībām, lāzera iestatījumiem vai sinterēšanas ciklu. Tomēr pastāv būtiskāks faktors, kas nosaka visu pārējo: pulvera daļiņu forma jeb pulvera morfoloģija. Tas ir izходpunkts, kas ietekmē visu pārējo. Iedomājieties maizes cepšanu. Pat ja jums ir labākā krāsns, ar klumpainu un nevienmērīgu miltu maisījumu jūs nespēsiet iegūt vienmērīgas kvalitātes griezumu. Tas pats attiecas arī uz titāna pulvera izmantošanu detaļu ražošanā — mikroskopisku daļiņu morfoloģija ietekmē detaļas īpašības un virsmas kvalitāti spēcīgi un ilgstoši.
Pulvera morfoloģijas izpēte
Runājot par pulvera morfoloģiju, mēs domājam par vairāku pulvera daļiņu raksturlielumu kombināciju. Starp galvenajiem raksturlielumiem ir:
Daļiņu forma (sfēriskums): Vai pulvera daļiņas ir ideāli sfēriskas, vai kartupeļveidīgas (nevienvērtīgas), vai kaut kur starp abām šīm iespējām?
Virsmas tekstūra: Vai katra pulvera daļiņas virsma ir gluda vai, gluži otrādi, raupja un poraina?
Iekšējā porainība: Vai daļiņā ir iekšējas tukšums vietas vai kāda iekšējā mikrostruktūra?
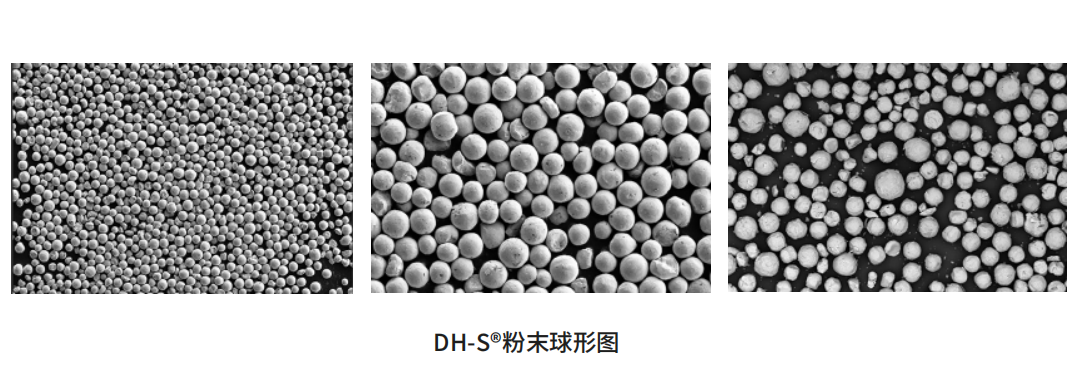
Šo īpašību noteikšanai pastāv metodes, kas atkarīgas no pulvera ražošanas metodes. Augstas veiktspējas pielietojumiem aviācijas, medicīnas un automobiļu rūpniecībā izvēles metodes ir gāzes atomizācija un plazmā balstīta sfēroidizācija (piemēram, DH-S® process). Šīs metodes ir izstrādātas un optimizētas, lai ražotu pulverus, kuri apzināti ir ļoti sfēriski un ļoti gludi — šis ir apzināts augstas veiktspējas prasību izvēles rezultāts, nevis nejaušība.
Pulvera morfoloģijas un galīgās metāla struktūras tiešā saistība
No pulvera slāņa līdz galīgam cietam, blīvam metāla izstrādājumam notiekošais process ietver kausēšanu un saplūšanu. Pulvera daļiņu morfoloģija nosaka, kā pulvera daļiņas izvietojas un kā notiek kausēšanas un saplūšanas procesi.
Sfēriskuma dominēšana
Ir ļoti acīmredzams iemesls izmantot sfēriskas formas daļiņas — tās darbojas kā mazas lodīšu bultiņas, un to kustība ir berzes brīva. Tas nodrošina to lielisko plūstamību, kas veicina vienmērīgas un blīvas pulvera slāņa veidošanos, piemēram, Laser Powder Bed Fusion (LPBF) procesā. Kad tikko izveidotie pulvera slāņi sastāv no vienāda izmēra sfēriskām daļiņām un blīvais pulvera slānis ir vienmērīgi izkliedēts, palielinās pulvera kausēšanas vienmērības līmenis. Tas nozīmē, ka pabeigtajos izstrādājumos samazinās iekšējā porozitāte. Ir tikai viens ienaidnieks metālurģijai un komponentu funkcionālajām īpašībām — iekšējā porozitāte, kas izpaužas kā mērāmi gaisa tukšumi, kas iestrēguši komponentu metāliskajā struktūrā. Šie tukšumi darbojas kā vājās vietas, kurās rodas plaisas, un blīvākas struktūras uzlabo mehāniskās īpašības. Sfēriskuma maksimizēšana tieši samazina porozitāti, kas rezultātā uzlabo stiepes izturību, izturību pret cikliskām slodzēm un vispārējo prognozējamību strukturālo slodžu ietekmē. Savukārt neregulāras formas pulveri slikti sakārtojas un rada vairāk tukšumu, kas galu galā kļūst par defektiem ražotajos komponentos.
Virsmas un struktūras ietekme
Pulvera daļiņu virsmas un pašu pulvera daļiņu raksturlielumi, piemēram, iekšējā porainība, arī ietekmē pulvera daļiņu kausēšanu. Iekļautās gāzes un piemaisījumi kausēšanas laikā var izraisīt nelielus defektus, kamēr dažas pulvera daļiņu ražošanas metodes var izraisīt dobu daļiņu vai tādu, kurām ir iekšējas tukšums vietas (vai satelītus, kad mazākas daļiņas pielīp lielākām daļiņām), veidošanos. Kausējot šīs daļiņas, gāze var izplūst, atstājot tukšumus sacietējušajā detaļā. Tāpēc pulvera daļiņām, kurām ir gluda virsma un blīva, vienmērīga un bez tukšumu vietām iekšējā struktūra, ir iespēja ražot komponentus ar augstāko blīvumu un mehānisko izturību. Modernās pulvera ražošanas uzņēmumi rūpīgi risina šīs problēmas, lai saglabātu pulvera integritāti un struktūru.
Plūsma, blīvums un viļņveida ietekme
Morfoloģijas ietekme izvirzās tālāk par kausēšanas zonu un ietekmē visu ražošanas procesu, kā arī mazāk virspusējās īpašības.
Stabila apstrāde
Kā jau minēts, sfēriskas formas pulveris plūst vienmērīgi un paredzami. Tas ir nepieciešams automatizētai AM vai MIM ražošanai — vienmērīgi izvietots pulvera slānis AM būvē vai vienmērīgi izvietots katrā MIM veidnē. Šī vienmērība nodrošina vienādas mehāniskās īpašības katram detaļai katrā partijā. Šī vienmērība palielina arī ražošanas iznākumu un ir svarīga daļa no pārejas no prototipēšanas uz pilnmērogu ražošanu.
Virsmas apstrāde
Pirmās dažas detaļas kārtas tiek veidotas tieši uz pulvera gultas. Pulvera gulta tieši ietekmē detaļas virsmas raupjumu. Gludas, sfēriskas formas pulvera gulta rada gludu un smalku detaļas virsmu. Tas ir ļoti svarīgi medicīniskajām implantiem, jo gludākas virsmas veicina biokompatibilitāti. Gluda virsma ir arī svarīga šķidruma dinamikas komponentiem, jo raupja virsma palielina pretestību. Turklāt var būt nepieciešams lētāks pēcapstrādes process, piemēram, apstrāde ar instrumentiem vai polēšana.

Dažādu pulvera veidu priekšrocības morfoloģijā: no 3C līdz medicīniskajiem implantiem
Teorētiskās priekšrocības, ko nodrošina augstākas kvalitātes pulvera morfoloģija, reāli noder dažādās nozarēs. 3C jomā (datoru, sakaru un patēriņa elektronikas ierīču ražošanā) ražotājiem ir vajadzīgi komponenti, kas ir izturīgi un viegli. Ar smalku, ļoti sfērisku titāna pulveri ir iespējams izgatavot sarežģītas, plānām sienām veidotās struktūras, piemēram, šarnīrus un skavas. Šie komponenti nodrošina lielisku darbību un augstu izturības attiecību pret masu. Medicīniskajiem implantiem, piemēram, kaulu plātnēm un mugurkaula klatīm, prasības ir vēl stingrākas. Svarīga ir augsta sfēriskuma kombinācija ar gludām, tīrām virsmām. Šāda pulvera morfoloģija nodrošina implantam pietiekamu izturību, lai izturētu fizioloģiskās slodzes, kā arī biokompatību un veicinātu integrāciju.
Vairāk nekā vienkārši sniegums
Ekonomiskās un ilgtspējas priekšrocības, investējot augstas morfoloģijas pulverī, ir tikpat būtiskas kā augstākā līmeņa veiktspējas sasniegšana. Pulveri ar augstāku plūsmas īpašību un blīvumu ietaupa gan laiku, gan naudu, dramatiski samazinot materiālu atkritumus visā drukāšanas un formēšanas procesā. Šāda efektivitāte ir viena no apļveida ražošanas procesa pazīmēm. Daži progresīvākie pulveru piegādātāji jau sen šādi domājuši no augšas un tagad savā ražošanā izmanto atkārtoti pārstrādātu izejvielu. Piemērs tam ir KYHE, kas ir sertificēts saskaņā ar GRS standartu. Tas spēj ražot augstas sfēriskuma pulverus no atkārtoti pārstrādātiem materiāliem, kur materiālu pārstrādes līmenis pārsniedz 95 %. Tas klientiem piedāvā iespēju iegādāties augstas veiktspējas pulveri, vienlaikus veicinot ilgtspējīgu un zemcarbona ražošanu.
Secinājums: Stratēģiskais pirmais solis
Nosakot optimālās mehāniskās īpašības izgatavotajām titāna detaļām, pulvera morfoloģiju jāuzskata par prioritāti, nevis par nenozīmīgu detaļu. Tā ir pirmā un būtiskākā apsvērēmā lieta, kas ietekmē detaļas blīvumu, izturību, virsmas apdari un ražošanas iznākumu. Tāpēc pulvera piegādātāja izvēle ir vairāk nekā vienkāršs iepirkumu lēmums — tā ir tehniskās sadarbības sākums. Labākie piegādātāji nepietiek ar pulvera pārdošanu. Viņi piedāvā pilnībā inženieriski izstrādātu materiāla risinājumu, kas raksturojams ar kontrolētu pulvera morfoloģiju, augstu sfēriskumu, gludu virsmu un zemu iekšējo porainību, kas ir patentētu ražošanas procesu, piemēram, DH-S® sfēroidizācijas, rezultāts. Koncentrējoties uz pulvera morfoloģiju, jūs nostiprināt savas galīgās produkta pamatu un nodrošināt, ka tas uzticami darbosies pat tā kodolā.

