
Dyskusja na temat jakości części wykonanych metodą druku 3D lub wtryskiwania metalowego z tytanu koncentruje się na ustawieniach drukarki, ustawieniach lasera lub cyklu spiekania. Istnieje jednak bardziej podstawowy czynnik, który decyduje o wszystkich pozostałych: kształt cząsteczek proszku, czyli morfologia proszku. Jest to punkt wyjścia, który wpływa na wszystko inne. Wyobraźmy sobie pieczenie chleba. Nawet posiadając najlepszą piekarnik, nie osiągniemy spójnej jakości cięcia przy użyciu mąki grudkowatej i nieregularnej. To samo dotyczy produkcji części z proszku tytanowego – morfologia cząsteczek o bardzo małych rozmiarach ma silny i trwały wpływ na samą część oraz na jakość jej powierzchni.
Badanie morfologii proszku
Mówiąc o morfologii proszku, odnosimy się do zestawu wielu cech charakterystycznych cząsteczek proszku. Do najważniejszych z nich należą:
Kształt cząsteczek (sferyczność): Czy cząsteczki proszku są idealnymi kulami, czy mają kształt ziemniaka (nieregularny), czy też znajdują się gdzieś pomiędzy tymi skrajnościami?
Struktura powierzchni: Czy powierzchnie każdej cząstki proszku są gładkie, czy też chropowate i porowate?
Porowatość wewnętrzna: Czy cząstka zawiera puste przestrzenie wewnętrzne lub pewną wewnętrzną mikrostrukturę?
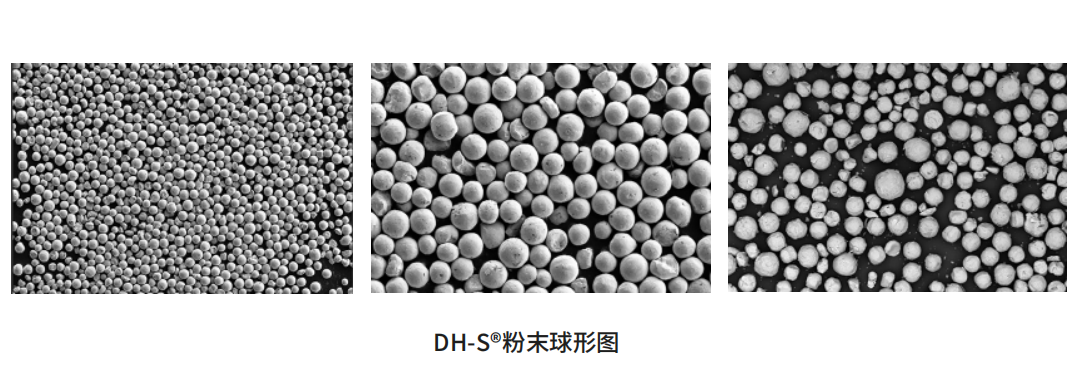
Istnieją metody określania powyższych cech, zależne od sposobu produkcji proszku. W zastosowaniach wysokiej wydajności w przemyśle lotniczym, medycznym oraz motocyklowym i samochodowym metodami preferowanymi są atomizacja gazowa oraz sferyzacja oparta na plazmie (np. proces DH-S®). Procesy te zostały zaprojektowane i zoptymalizowane tak, aby produkować proszki celowo bardzo kuliste i bardzo gładkie – jest to zamierzone rozwiązanie dla zastosowań wysokiej wydajności, a nie efekt przypadkowy.
Bezpośredni związek między morfologią proszku a końcową strukturą metalu
Przejście od warstwy proszku do gotowego, stałego i gęstego elementu metalowego obejmuje stopienie i zgrzewanie. Morfologia cząstek proszku decyduje o tym, jak cząstki proszku ułożą się względem siebie oraz jak przebiegną procesy stopienia i zgrzewania.
Dominacja sferyczności
Istnieje bardzo oczywisty powód stosowania cząstek o kształcie sferycznym – zachowują się one jak mikroskopijne łożyska kulkowe, a ich ruch jest bez tarcia. Skutkuje to doskonałą przepływnością, która sprzyja tworzeniu jednolitego i gęstego łóżka proszkowego w procesach takich jak topienie laserem łóżka proszkowego (LPBF). Gdy świeżo przygotowane łóżka proszkowe składają się z cząstek o jednakowej wielkości i kształcie sferycznym oraz gdy gęste łóżko proszkowe jest jednorodnie rozłożone, wzrasta stopień spójności topienia proszku. Oznacza to zmniejszenie ilości porów wewnętrznych w gotowych elementach. Jedynym wrogiem metalurgii oraz funkcjonalnych właściwości komponentów są właśnie te wewnętrzne pory – mierzalne wolne przestrzenie powietrza uwięzione w strukturze metalowej elementów. Te wolne przestrzenie działają jako punkty osłabienia, w których inicjują się pęknięcia; natomiast bardziej zwarte struktury poprawiają cechy mechaniczne. Maksymalizacja sferyczności bezpośrednio zmniejsza porowatość, co przekłada się na poprawę wytrzymałości na rozciąganie, odporności na zmęczenie oraz ogólnie lepszą przewidywalność zachowania się elementów pod obciążeniem konstrukcyjnym. Z kolei proszki o nieregularnym kształcie słabo się pakują i powodują powstawanie większej liczby wolnych przestrzeni, które ostatecznie stają się wadami w produkowanych komponentach.
Wpływ powierzchni i struktury
Powierzchnie cząstek proszku oraz cechy samego proszku, takie jak porowatość wewnętrzna, wpływają również na stopienie cząstek proszku. Pułapkowane gazy i zanieczyszczenia mogą powodować drobne wady podczas procesu topienia, a niektóre metody wytwarzania cząstek proszku mogą prowadzić do powstania cząstek pustych lub takich, które zawierają wewnętrzne jamy (lub tzw. satelitów – mniejsze cząstki przyczepiające się do większych). Podczas topienia takich cząstek gaz może uciekać, pozostawiając jamy w utwardzonej części. Dlatego też cząstki proszku o gładkiej powierzchni oraz gęstej, jednorodnej i wolnej od jam strukturze wewnętrznej umożliwiają uzyskanie komponentów o najwyższej gęstości oraz maksymalnej wytrzymałości mechanicznej. Zaawansowane firmy produkujące proszki podejmują staranne działania mające na celu rozwiązanie tych wyzwań, aby zachować integralność i strukturę proszku.
Przepływ, gęstość i efekt falowy
Efekty morfologii wykraczają poza basen stopiony i wpływają na cały proces produkcyjny oraz na cechy mniej powierzchowne.
Spójne przetwarzanie
Jak wspomniano wcześniej, proszek w kształcie kuli będzie przepływać jednorodnie i przewidywalnie. Jest to konieczne w przypadku zautomatyzowanej produkcji metodą addytywną (AM) lub metodą wtrysku proszków metalowych (MIM). Warstwa proszku musi być równomiernie rozłożona w procesie budowy w technologii AM lub równomiernie rozprowadzona w każdej jamie formy w technologii MIM. Dzięki tej spójności uzyskuje się takie same właściwości mechaniczne w każdej części w obrębie każdej partii. Ta spójność zwiększa również współczynnik wydajności produkcji i stanowi ważny element przejścia od prototypowania do pełnoskalowej produkcji.
Opracowanie powierzchni
Pierwsze kilka warstw elementu jest tworzonych bezpośrednio na łóżku proszku. Proszek w łóżku ma bezpośredni wpływ na chropowatość powierzchni elementu. Łóżko proszku z gładkich, kulistych cząsteczek zapewnia gładką i drobnoziarnistą powierzchnię elementu. Jest to kluczowe w przypadku implantów medycznych, ponieważ gładkie powierzchnie poprawiają biokompatybilność. Gładka powierzchnia ma również duże znaczenie dla elementów związanych z dynamiką płynów, ponieważ powierzchnia chropowata zwiększa opór. Ponadto może być potrzebne tańsze przetwarzanie końcowe, np. frezowanie lub polerowanie.

Zalety różnych typów proszków pod względem morfologii: od urządzeń 3C do implantów medycznych
Teoretyczne zalety doskonałej morfologii proszku przekładają się na rzeczywiste korzyści w wielu różnych sektorach. W branży 3C (komputery, telekomunikacja i elektronika użytkowa) producenci potrzebują komponentów o wysokiej wytrzymałości i niewielkiej masie. Dzięki drobnemu, wysoce sferycznemu proszkowi tytanowemu możliwe jest wytwarzanie złożonych konstrukcji o cienkich ściankach, takich jak zawiasy i uchwyty. Zapewniają one doskonałą wydajność oraz korzystne stosunki wytrzymałości do masy. W przypadku implantów medycznych, takich jak płytki kostne czy implanty klatek kręgosłupowych, wymagania są jeszcze bardziej rygorystyczne. Kluczowe znaczenie ma połączenie wysokiej sferyczności z gładką i czystą powierzchnią. Taka morfologia proszku zapewnia implantowi wystarczającą wytrzymałość do przenoszenia obciążeń fizjologicznych oraz powierzchnię biokompatybilną, sprzyjającą integracji z tkankami.
Ponad wydajność
Korzyści ekonomiczne i środowiskowe płynące z inwestycji w proszek o wysokiej morfologii są równie istotne jak osiągnięcie najwyższej klasy wydajności. Proszki o doskonałej przepływności i gęstości upakowania pozwalają zaoszczędzić zarówno czas, jak i pieniądze, znacznie ograniczając zużycie materiału w trakcie procesów drukowania i formowania. Tego rodzaju efektywność jest cechą charakterystyczną cyklicznego procesu produkcyjnego. Wiele nowoczesnych dostawców proszków zaczęło myśleć w ten sposób od samego początku i obecnie wykorzystuje surowce wtórne jako część swojej produkcji. Przykładem takiego podejścia jest firma KYHE, posiadająca certyfikat GRS. Firma ta potrafi produkować proszki o wysokiej sferyczności z materiałów wtórnych, przy współczynniku recyklingu materiału przekraczającym 95%. Dzięki temu klienci mają możliwość zakupu proszków o wysokiej wydajności, jednocześnie wspierając zrównoważony rozwój oraz niskoemisyjną produkcję.
Podsumowanie: Strategiczny pierwszy krok
Przy określaniu optymalnych właściwości mechanicznych wydrukowanych części tytanowych morfologia proszku powinna być traktowana jako priorytet, a nie szczegół. Jest to pierwsze i kluczowe uwarunkowanie wpływające na gęstość części, ich wytrzymałość, jakość powierzchni oraz współczynnik wydajności produkcji. Wybór dostawcy proszku to zatem więcej niż tylko decyzja zakupowa – to początek współpracy technicznej. Najlepsi dostawcy nie ograniczają się do sprzedaży proszków. Oferują kompleksowe, inżynierskie rozwiązanie materiałowe, charakteryzujące się kontrolowaną morfologią proszku, wysoką kulistością, gładką powierzchnią oraz niską porowatością wewnętrzną, uzyskaną dzięki opatentowanym procesom wytwarzania, takim jak sferoidyzacja DH-S®. Skupiając się na morfologii proszku, wzmacniasz fundament końcowego produktu i zapewniając jego niezawodne działanie od samego rdzenia.

