
Diskuze o kvalitě 3D tištěných nebo titanových dílů vyrobených metodou metalurgického lisování prášků se zaměřuje na nastavení tiskárny, nastavení laseru nebo sinterovací cyklus. Existuje však základnější faktor, který určuje všechno ostatní: tvar částic prášku, neboli morfologie prášku. Je to výchozí bod, který ovlivňuje všechno ostatní. Představte si pečení chleba. I kdybyste měli nejlepší troubu, nedosáhnete konzistentní kvality řezu pomocí mouky, která je hrudkovitá a nepravidelná. Stejně je to i u výroby dílů z titanového prášku – morfologie malých částic má silný a trvalý vliv na výsledný díl i na kvalitu jeho povrchu.
Prozkoumání morfologie prášku
Když mluvíme o morfologii prášku, máme na mysli kombinaci několika atributů charakteristik částic prášku. Mezi hlavní atributy patří:
Tvar částic (sférickost): Jsou částice prášku dokonale kulovité, nebo mají tvar brambory (nepravidelný), nebo něco mezi tím?
Povrchová struktura: Jsou povrchy jednotlivých práškových částic hladké nebo jsou drsné a pórovité?
Vnitřní pórovitost: Obsahuje částice vnitřní dutiny nebo nějakou vnitřní mikrostrukturu?
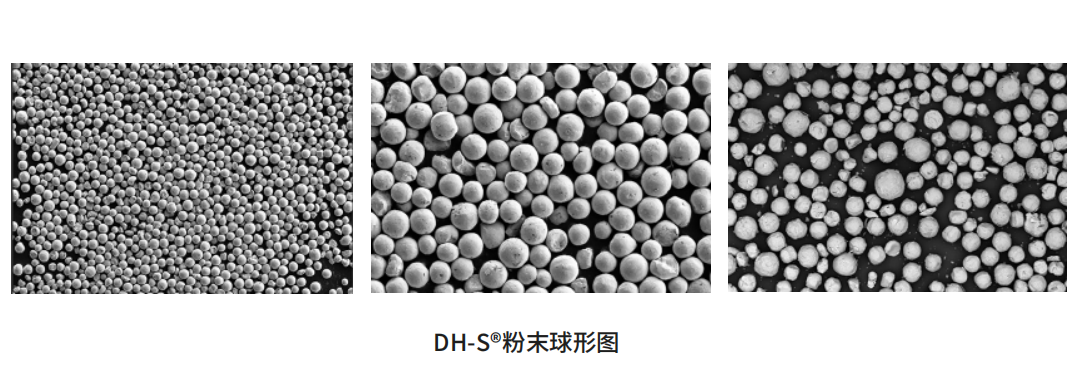
Metody určení výše uvedených vlastností se liší podle způsobu výroby prášku. Pro vysokovýkonné aplikace v leteckém, lékařském a automobilovém průmyslu jsou preferovanými metodami plynová atomizace a plazmová sféroidizace (například proces DH-S®). Tyto procesy jsou navrženy a optimalizovány tak, aby vyráběly prášky, které jsou záměrně velmi sférické a velmi hladké – toto je záměrný výběr pro vysokovýkonné aplikace, nikoli náhodný jev.
Přímá korelace mezi morfologií prášku a konečnou kovovou strukturou
Proces přeměny práškového lože na konečnou pevnou, hustou kovovou součást zahrnuje tavení a slévání. Morfologie práškových částic určuje, jak se práškové částice uspořádají a jak probíhají procesy tavení a slévání.
Nadvláda sférickosti
Existuje velmi zřejmý důvod pro použití částic kulovitého tvaru: chovají se jako malé kuličkové ložiska a jejich pohyb je bez tření. To má za následek vynikající tekutost, která napomáhá vytvoření rovnoměrného a hustého práškového lože, například při technologii Laser Powder Bed Fusion (LPBF). Pokud jsou čerstvě vytvořená prášková lože tvořena částicemi stejné velikosti a kulovitého tvaru a pokud je práškové lože rovnoměrně rozložené a husté, zvyšuje se konzistence, s jakou je prášek tavěn. To znamená snížení míry vnitřní pórovitosti ve výsledných součástech. Jediným nepřítelem metalurgie i funkčního výkonu součástek je právě tato vnitřní pórovitost – jinými slovy měřitelné vzduchové dutiny uvězněné v kovové struktuře součástek. Tyto dutiny působí jako slabá místa, kde se iniciují trhliny, zatímco hustší struktury zlepšují mechanické vlastnosti. Maximalizace kulovitosti přímo snižuje pórovitost, což vede ke zlepšení pevnosti v tahu, odolnosti proti únavě a celkové předvídatelnosti chování pod statickým i dynamickým zatížením. Naopak nepravidelně tvarované prášky se špatně balí a vytvářejí více dutin, které se nakonec promění v defekty vyráběných součástek.
Vliv povrchu a struktury
Povrch částic prášku a vlastnosti samotných částic prášku, například vnitřní pórovitost, ovlivňují také tavení částic prášku. Uzavřený plyn a nečistoty mohou způsobit malé vady během tavení, zatímco některé metody výroby částic prášku mohou vést k vytvoření dutých částic nebo částic s vnitřními dutinami (nebo tzv. satelitů, kdy se malé částice přichytí na větších). Při tavení těchto částic může plyn uniknout a zanechat dutiny v ztuhlé součásti. Proto částice prášku s hladkým povrchem a s hustou, rovnoměrnou a bezdutinovou vnitřní strukturou umožňují dosažení nejvyšší možné hustoty a mechanické integrity součástí. Pokročilé společnosti zabývající se výrobou prášků věnují těmto výzvám velkou pozornost, aby zachovaly integritu a strukturu prášku.
Tekutost, hustota a řetězová reakce
Účinky morfologie sa rozširujú za hranice taviacej sa zóny a ovplyvňujú celý výrobný proces, ako aj menej povrchové vlastnosti.
Konzistentní zpracování
Ako už bolo uvedené, prášok v tvare gule bude prúdiť rovnomerne a predvídateľne. Toto je nevyhnutné pre automatizovanú výrobu pomocou aditívnych technológií (AM) alebo technológie vstrekovania kovových práškov (MIM). Vrstva prášku musí byť rovnomerne rozložená pri aditívnej výrobe (AM) alebo rovnomerne rozložená v každej formovej dutine pri MIM. Táto konzistencia je zárukou dosiahnutia rovnakých mechanických vlastností u každej súčiastky v každej dávke. Táto konzistencia navyše zvyšuje výnosy výroby a je dôležitou súčasťou prechodu od výroby prototypov k plnohodnotnej sériovej výrobe.
Dokončení povrchu
První několik vrstev součásti je vytvářeno přímo na loži prášku. Prášek v loži přímo ovlivňuje drsnost povrchu součásti. Lože hladkého kulovitého prášku vytvoří povrch součásti hladký a jemný. To je zásadní pro lékařské implantáty, neboť hladší povrchy zlepšují biokompatibilitu. Hladký povrch je také důležitý u součástí pro proudění tekutin, protože drsný povrch zvyšuje odpor. Dále může být potřeba levnější dokončovací úprava, například frézování nebo leštění.

Výhody různých typů prášků z hlediska morfologie: od zařízení pro spotřební elektroniku (3C) po lékařské implantáty
Teoretické výhody vynikající morfologie prášku přinášejí skutečné výhody v řadě různých odvětví. V oblasti 3C (počítače, komunikace a spotřební elektronika) potřebují výrobci součásti, které jsou pevné a zároveň lehké. S jemným, vysoce sférickým titanovým práškem je možné vyrábět složité konstrukce s tenkými stěnami, jako jsou například panty a upevňovací konzoly. Tyto součásti nabízejí vynikající výkon a poměr pevnosti k hmotnosti. U lékařských implantátů, jako jsou kostní desky či implantáty pro páteřní klec, jsou požadavky ještě náročnější. Klíčový je kombinace vysoké sférickosti a hladkých, čistých povrchů. Tato morfologie prášku poskytuje implantátu dostatečnou pevnost k odolání fyziologickým zátěžím a zároveň biokompatibilní povrch, který podporuje tkáňovou integraci.
Mimo výkon
Ekonomické a udržitelnostní výhody investice do prášků s vysokou morfologií jsou stejně důležité jako dosažení nejvyššího výkonu. Prášky s vynikající tekutostí a hustotou balení šetří jak čas, tak peníze, protože výrazně snižují odpad materiálu během tiskových a formovacích procesů. Tento druh efektivity je charakteristický pro uzavřený výrobní proces. Mnozí z pokročilejších dodavatelů prášků již tento přístup uplatňují od samého začátku a nyní do své výroby začínají začlenovat recyklované výchozí materiály. Příkladem je společnost KYHE, která má certifikaci GRS. Tato společnost dokáže vyrábět prášky s vysokou sférickostí z recyklovaných materiálů s mírou recyklace materiálu přesahující 95 %. To zákazníkům poskytuje možnost zakoupit vysokovýkonné prášky zároveň s podporou udržitelnosti a nízkouhlíkové výroby.
Závěr: Strategický první krok
Při určování optimálních mechanických vlastností titanových dílů v dodaném stavu by měla být morfologie prášku považována za prioritu a nikoli za detail. Jedná se o první a zásadní faktor, který ovlivňuje hustotu dílu, pevnost, povrchovou úpravu a výtěžek výroby. Výběr dodavatele prášku je tedy více než jen nákupní rozhodnutí – je to zároveň zahájení technické spolupráce. Nejlepší dodavatelé se neomezují pouze na prodej prášků. Nabízejí komplexní inženýrské řešení materiálu, které je charakterizováno kontrolovanou morfologií prášku, vysokou sférickostí, hladkým povrchem a nízkou vnitřní pórovitostí, což je výsledkem patentovaných výrobních procesů, jako je například sféroidizace DH-S®. Zaměřením na morfologii prášku posílíte základ svého konečného výrobku a zajistíte, že bude spolehlivě fungovat od jádra.

