
Vous envisagez d'utiliser de la poudre en alliage de titane pour votre prochain projet de fabrication additive métallique (AM) ? C'est une décision judicieuse. Le titane est réputé pour sa résistance, et des alliages comme le Ti-6Al-4V figurent parmi les matériaux à la croissance la plus rapide dans l'impression 3D. Grâce à sa excellente résistance à la corrosion et à son faible poids, c'est le choix privilégié pour les composants aérospatiaux critiques et les implants biomédicaux. Toutefois, l'approvisionnement en matériau n'est que le début. La production d'une pièce en titane imprimée en 3D haute performance exige une attention particulière à l'ensemble de l'écosystème, incluant la qualité de la poudre, le procédé d'impression, les paramètres et le post-traitement. Ce guide examine les facteurs clés permettant d'optimiser votre procédé AM avec de la poudre d'alliage de titane et explique comment un partenariat avec le bon fournisseur technologique peut réduire les risques liés à votre projet.
Comprendre les fondamentaux : les caractéristiques de la poudre de titane sont essentielles
Tout commence par la poudre. Toutes les poudres de titane ne se valent pas. Leurs caractéristiques physiques sont les facteurs les plus déterminants pour l'imprimabilité, les propriétés mécaniques et le coût final de la pièce.
La caractéristique la plus importante est la morphologie de la poudre — la forme et la taille des particules. Pour un empilement fiable et constant dans la fusion du lit de poudre, celle-ci doit s'écouler comme du sable fin. Cela exige des particules hautement sphériques. Imaginez la différence entre le versement d'un récipient de billes lisses et celui d'un récipient contenant du sable irrégulier et anguleux. La poudre sphérique s'écoule de manière uniforme, garantissant que la lame de dépôt applique une couche constante à chaque passage. Cette régularité des couches est indispensable pour obtenir une fusion homogène, une densité prévisible et des propriétés mécaniques reproductibles. C'est ici que la technologie avancée de production de poudre fait toute la différence. Les leaders du secteur comme KYHE Tech utilisent des méthodes exclusives, telles que leur technologie DH-S®, pour produire des poudres hautement sphériques avec un taux de particules creuses inférieur à 1 %, un record dans l'industrie. Un faible nombre de particules creuses est essentiel, car celles-ci peuvent s'effondrer pendant l'impression, créant ainsi des défauts dans la pièce finale.
Au-delà de la forme, la distribution granulométrique (PSD) est cruciale. Une PSD étroite et contrôlée — généralement comprise entre 15 et 106 microns selon l'application — garantit une interaction prévisible avec le faisceau laser ou électronique. Une distribution incohérente entraîne une fusion irrégulière, des porosités et une mauvaise finition de surface. Par ailleurs, la composition chimique et la pureté sont primordiales. Le titane étant réactif, un excès d'oxygène ou d'azote peut fragiliser l'alliage. Pour les applications dans les secteurs médical, aérospatial ou d'autres industries réglementées, il est essentiel de se fournir auprès de fournisseurs disposant de contrôles qualité rigoureux, de certifications appropriées et d'une documentation complète sur les matériaux.
Choisir le bon procédé de fabrication additive en fonction de vos objectifs
Une fois que vous avez sélectionné une poudre adaptée, l'étape suivante consiste à l'associer à la technologie d'impression optimale. Pour le titane, les deux procédés leaders sont la Fusion Sélective par Laser (SLM) et la Fusion par Faisceau d'Électrons (EBM), tous deux des méthodes de Fusion de Lit de Poudre (PBF), chacune présentant des avantages spécifiques.
La Fusion Sélective par Laser (SLM) utilise un laser pour fondre la poudre couche par couche à l'intérieur d'une chambre remplie de gaz inerte d'argon. Cette méthode excelle dans la production de pièces présentant une haute résolution, des géométries complexes et des finitions de surface lisses. Elle est particulièrement bien adaptée aux implants orthopédiques sur mesure ou aux composants complexes pour systèmes de carburant. Toutefois, les cycles rapides de chauffage et de refroidissement peuvent induire des contraintes résiduelles, nécessitant souvent des structures de support stratégiquement placées ainsi que des traitements post-impression de relaxation des contraintes.
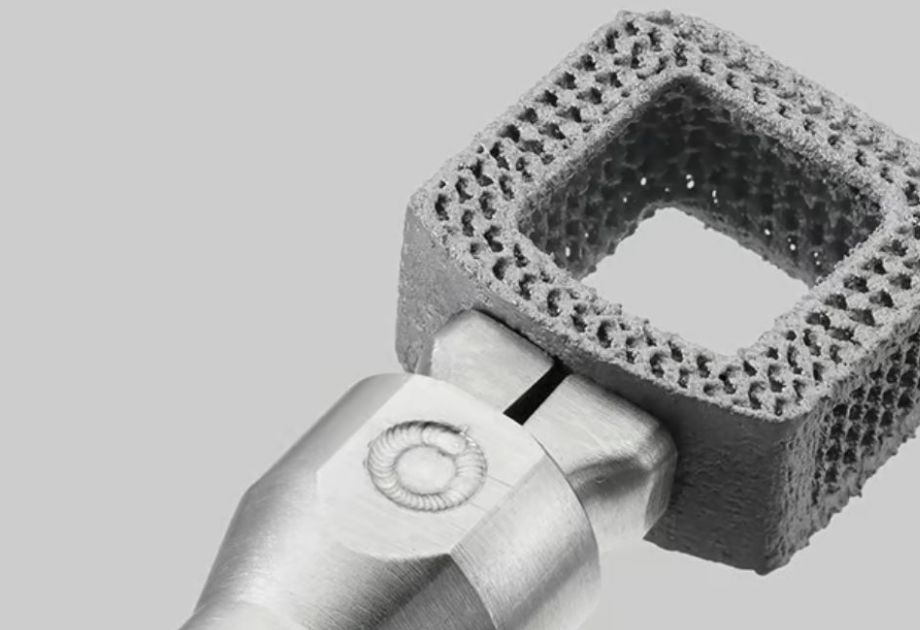
La fusion par faisceau d'électrons (EBM) utilise un faisceau d'électrons à haute énergie dans un environnement sous vide poussé, ce qui élimine le risque de contamination pour des matériaux réactifs comme le titane. L'EBM fonctionne à des températures élevées (environ 700 °C), ce qui entraîne des contraintes résiduelles nettement plus faibles et moins de déformation des pièces comparé au SLM. Cela permet des structures de support plus simples et peut offrir de meilleures propriétés mécaniques pour des pièces massives et structurelles. L'inconvénient est une finition de surface généralement plus rugueuse. Le choix entre SLM et EBM dépend souvent des priorités : détails extrêmes et qualité de surface (SLM) contre résistance supérieure et contraintes plus faibles en volumes importants (EBM). Un partenaire proposant intégralement les technologies MIM et AM peut fournir des recommandations impartiales sur le procédé de fabrication le plus rentable et optimisé en performance pour votre composant spécifique.
Le flux complet : de la poudre à la pièce finie
L'utilisation réussie de la poudre de titane nécessite un flux de travail sûr, robuste et reproductible divisé en trois phases : les opérations préalables à la fabrication, la fabrication et les opérations post-fabrication.
Pré-construction : manipulation et stockage de la poudre. La poudre de titane doit être manipulée et stockée avec soin. Elle doit être conservée dans des récipients scellés et résistants à l'humidité, souvent sous une atmosphère de gaz inerte. Une stratégie rigoureuse de gestion de la poudre est également essentielle. Après une fabrication, la poudre non utilisée n'est pas un déchet ; elle peut être récupérée, tamisée et mélangée à une partie de poudre neuve pour être réutilisée. Les fabricants avancés ont perfectionné cette pratique, atteignant des taux de recyclage de matériaux de 95 % ou plus. La mise en œuvre d'un tel système en boucle fermée est un pilier de la fabrication additive durable et une compétence clé de leaders comme KYHE Tech. Cela répond directement au défi historique du gaspillage de matière, améliorant considérablement la rentabilité de la FA (fabrication additive) en titane.
La fabrication : préparation de l'imprimante et maîtrise des paramètres. À l'intérieur de l'imprimante, la réussite dépend d'un ensemble complexe de paramètres : puissance du laser, vitesse de balayage, espacement des hachures, épaisseur de couche, etc. Ces paramètres sont regroupés en un « profil matériau ». L'utilisation de profils génériques comporte des risques. Les paramètres optimaux doivent être soigneusement ajustés selon le lot de poudre spécifique, en tenant compte de ses caractéristiques uniques de DTS et d'écoulement. Le recours à l'expertise technique d'un fournisseur peut considérablement réduire le temps de développement et éviter des pannes coûteuses lors de la fabrication.
Post-fabrication : post-traitement essentiel. Une fois la fabrication terminée, la pièce est enfermée dans un bloc de poudre frittée. Après le dépoudrage, plusieurs étapes critiques restent à accomplir :
Traitement thermique de relaxation des contraintes : presque toujours nécessaire pour éliminer les contraintes internes.
Pressurisation isostatique à chaud (HIP) : Une norme pour les pièces de haute intégrité, la HIP utilise une chaleur élevée et une pression isostatique pour éliminer la micro-porosité interne, améliorant ainsi considérablement la durée de vie en fatigue et garantissant la densité de la pièce.
Suppression des supports et finition de surface : Les supports sont retirés et les surfaces sont finies par usinage, meulage ou sablage afin de répondre aux spécifications dimensionnelles et esthétiques finales.
L'avantage stratégique : maîtriser coûts et durabilité
Le coût total de possession est un critère essentiel pour l'adoption de la fabrication additive en titane. Bien que la poudre de titane ait traditionnellement été coûteuse, l'innovation technologique modifie cette équation. L'enjeu réside dans l'efficacité du processus : minimiser les déchets et maximiser la réutilisation de la poudre.
Un partenaire disposant d'un modèle intégré et durable offre un avantage convaincant. En combinant une production de poudre optimisée en termes de coûts (comme le procédé DH-S® de KYHE Tech, conçu pour réduire les coûts de poudre) avec un recyclage ultra-efficace dépassant 95 %, la structure globale des coûts de la fabrication additive en titane s'améliore significativement. Cette approche permet non seulement de réduire les coûts des matériaux, mais diminue aussi drastiquement l'empreinte carbone, s'alignant ainsi sur les objectifs ESG (environnementaux, sociaux et de gouvernance) des entreprises. Cela fait de la fabrication additive en titane non seulement une possibilité technique, mais également un choix commercialement judicieux et écologiquement responsable pour un large éventail d'industries.
S'associer pour réussir : Du prototype à la production certifiée
L'industrialisation de la fabrication additive en titane est rarement une entreprise individuelle. Travailler en collaboration avec un fournisseur de solutions verticalement intégré permet de réduire les risques liés au passage du prototype à la production de série. Le partenaire idéal propose bien plus que simplement de la poudre ou des services d'impression.
Cela inclut la co-conception et un accompagnement en conception pour la fabrication additive (DfAM) afin d'optimiser les pièces en termes de fabricabilité et de performance, permettant souvent la consolidation de composants. Ils disposent de l'expertise technique nécessaire pour recommander le procédé optimal, que ce soit le MIM pour des petites pièces à haut volume ou la FA pour des prototypes complexes et une production à volume intermédiaire, et peuvent développer des paramètres d'impression validés. En outre, ils offrent une capacité à l'échelle industrielle ainsi qu'un support mondial. Un partenaire disposant d'une capacité annuelle importante de production de poudre (par exemple >500 tonnes) garantit la sécurité de la chaîne d'approvisionnement pour les programmes de production. Un réseau international, comme la présence de KYHE Tech dans plus de 60 pays, facilite l'intégration fluide dans les chaînes d'approvisionnement internationales et assure un soutien local essentiel.

Conclusion : Libérer l'innovation avec la bonne base
Utiliser de la poudre d'alliage de titane pour la fabrication additive métallique est une approche puissante pour créer des composants résistants, légers et complexes. Maîtriser ce procédé exige une compréhension approfondie à la fois de la science des matériaux et de la technologie de fabrication concernée.
La voie à suivre est claire : commencer par une poudre de titane sphérique de haute qualité provenant d'une source technologiquement avancée. Choisir le procédé de fabrication additive qui correspond le mieux aux exigences de performance de votre pièce. Maîtriser un flux de travail agile de bout en bout, intégrant une manipulation sécurisée, les post-traitements essentiels et une stratégie de gestion en boucle fermée de la poudre. Enfin, évaluer la valeur stratégique d'un partenariat associant une technologie avancée de poudre, des opérations durables en boucle fermée et une expertise technique spécifique aux applications.
En suivant cette approche et en collaborant avec des pionniers qui améliorent la viabilité économique du titane—comme KYHE Tech, avec son accent mis sur la poudre écologique DH-S® et des solutions de fabrication efficaces—vous pouvez libérer pleinement le potentiel de la fabrication additive en titane. Cela vous permet de passer des prototypes à des composants prêts pour la production, vous assurant ainsi un avantage concurrentiel décisif sur le marché.
