
Vurderer du titanlegeringspulver til ditt neste metallbaserte additiv produksjonsprosjekt (AM)? Det er et klokt valg. Titan er kjent for sin styrke, og legeringer som Ti-6Al-4V er blant de raskest voksende materialene innen 3D-printing. Med sin fremragende korrosjonsmotstand og lave vekt er det det foretrukne valget for kritiske fly- og romfartsdelene og biomedisinske implantater. Imidlertid er anskaffelse av materialet bare begynnelsen. Fremstilling av en høytytende 3D-printet titan-deler krever nøye vurdering av hele økosystemet, inkludert pulverkvalitet, printprosessen, parametere og etterbehandling. Denne veiledningen går gjennom nøkkelfaktorer for å optimalisere din AM-prosess med titanlegeringspulver og forklarer hvordan samarbeid med riktig teknologileverandør kan redusere risikoen i prosjektet.
Forstå grunnlaget: Egenskapene til titanpulver er alt
Det begynner med pulveret. Ikke alle titanpulvere er laget like. Deres fysiske egenskaper er de mest kritiske faktorene som bestemmer utskriftsegenskaper, mekaniske egenskaper og sluttkostnaden for delen.
Den viktigste egenskapen er pulvermorfologi—partiklenes form og størrelse. For pålitelig og konsekvent laglegging ved pulverbaddsmelting må pulveret flyte som fint sand. Dette krever svært sfæriske partikler. Tenk på forskjellen mellom å helle ut et kar med glatte kulelager og et med uregelmessig, kantete sand. Sfærisk pulver flyter jevnt, noe som sikrer at avstrykekniven legger igjen et konsekvent lag hver gang. Denne lagkonsistensen er uunnværlig for å oppnå homogen smelting, forutsigbar tetthet og repeterbare mekaniske egenskaper. Det er her avansert pulverproduksjonsteknologi gjør en avgjørende forskjell. Ledende aktører i bransjen som KYHE Tech bruker proprietære metoder, slik som deres DH-S®-teknologi, til å produsere svært sfæriske pulver med en ledende lav andel av hulrom på under 1 %. En lav andel av hulrom er kritisk, fordi hule sfærer kan kollapse under utskriften og skape feil i det endelige produktet.
Utenom form er partikkelstørrelsesfordeling (PSD) avgjørende. En jevn, kontrollert PSD – typisk i området fra 15 til 106 mikrometer avhengig av bruksområdet – sikrer forutsigbar interaksjon med laser- eller elektronstråle. En ujevn fordeling fører til uregelmessig smelting, porøsitet og dårlig overflatekvalitet. Videre er kjemisk sammensetning og renhet av største vikt. Titan er reaktiv, og for mye oksygen eller nitrogen kan gjøre legeringen sprø. For anvendelser innen medisinsk teknikk, luftfart eller andre regulerte bransjer, er det avgjørende å kjøpe pulver fra leverandører med strenge kvalitetskontroller, relevante sertifiseringer og fullstendig materielldokumentasjon.
Valg av riktig additiv produksjonsprosess for dine mål
Når du har valgt et egnet pulver, er neste trinn å kombinere det med den optimale printteknologien. For titan er de to ledende prosessene Selektiv Laser Smelting (SLM) og Electron Beam Melting (EBM), som begge er Powder Bed Fusion (PBF)-metoder, hver med sine spesielle fordeler.
Selektiv Laser Smelting (SLM) bruker en laser til å smelte pulver lag for lag inne i en kammer fylt med inaktiv argongass. Denne metoden er fremragende til å produsere deler med høy oppløsning, innviklede geometrier og glatte overflater. Den er spesielt velegnet for skreddersydde ortopediske implantater eller komplekse komponenter til drivstoffsystemer. Imidlertid kan de raske oppvarmings- og avkjølingshendelsene føre til restspenninger, noe som ofte krever strategisk plasserte støttekonstruksjoner og etterbehandling for spenningsløsning.
Electronstrålesmeltning (EBM) bruker en høyenergetisk elektronstråle i et miljø med høyt vakuum, noe som eliminerer risikoen for forurensning av reaktive materialer som titanium. EBM opererer ved høye temperaturer (rundt 700 °C), noe som resulterer i betydelig lavere restspenninger og mindre delforvrengning sammenlignet med SLM. Dette gjør det mulig med enklere støttekonstruksjoner og kan gi bedre mekaniske egenskaper i tykkvolumetriske, strukturelle deler. Kompromisset er generelt en ruere overflate. Valget mellom SLM og EBM kommer ofte ned til prioriteringer: maksimal detaljnøyaktighet og overflatekvalitet (SLM) mot bedre fasthet og lavere spenninger i større volumer (EBM). En helhetsleverandør som tilbyr både MIM og AM-teknologier, kan gi objektiv veiledning om den mest kostnadseffektive og ytelsesoptimaliserte produksjonsmetoden for din spesifikke komponent.
Hele arbeidsflyten: Fra pulver til ferdig del
For å bruke titanpulver med hell, trengs en sikker, robust og gjentakbar arbeidsflyt som er delt inn i tre faser: forberedelse før bygging, byggeprosess og operasjoner etter bygging.
Før bygging: Håndtering og lagring av pulver. Titanpulver må håndteres og lagres med omhu. Det bør oppbevares i lukkede, fukthindrende beholdere, ofte under inaktiv gassatmosfære. En stram pulverhåndteringsstrategi er også kritisk viktig. Etter en byggeprosess er ubrukt pulver ikke avfall; det kan gjenopprettes, sies, og blandes med en del nytt pulver for gjenbruk. Avanserte produsenter har mestret denne kunsten og oppnår materialgjenvinningsrater på 95 % eller høyere. Å implementere et slikt lukket system er en grunnleggende del av bærekraftig additiv produksjon og en nøkkelkompetanse hos ledende aktører som KYHE Tech. Dette løser direkte den tidligere utfordringen med materiellavfall og forbedrer kostnadseffektiviteten til additiv produksjon med titan markant.
Byggeprosessen: Printerforberedelse og mestringsparametere. I printeren styres suksess av et komplekst sett med parametere: laserstyrke, avskanningshastighet, hatch-avstand, lagtykkelse og mer. Disse grupperes i en «materiellprofil». Å bruke generiske profiler er risikabelt. Optimale parametere må nøye justeres til det spesifikke pulverpartiet, med tanke på dets unike PSD og flytegenskaper. Å utnytte leverandørens applikasjonsingeniørkompetanse kan betydelig redusere utviklingstid og forhindre kostbare byggefeil.
Etter bygging: Viktig etterbehandling. Når byggeprosessen er fullført, er delen innkapslet i en blokk med sinteret pulver. Etter rensing fra pulver, gjenstår flere kritiske trinn:
Spenningsløsende varmebehandling: Nesten alltid nødvendig for å fjerne indre spenninger.
Hot isostatisk pressing (HIP): En standard for høyintegritetsdeler, hvor HIP bruker høy varme og isostatisk trykk for å eliminere intern mikroporøsitet, noe som betydelig forbedrer delens utmattelseslivslengde og sikrer tetthet.
Fjerning av støtter og overflatebehandling: Støtter fjernes, og overflater behandles gjennom dreining, saging eller sandblåsing for å oppfylle endelige krav til mål og estetikk.
Den strategiske fordelen: Navigering i kostnader og bærekraftighet
Totale eierskapskostnaden er et primært vurderingsgrunnlag for innføring av titan AM. Selv om titanpulver tradisjonelt har vært dyrt, endrer teknologisk innovasjon denne ligningen. Nøkkelen er prosesseffektivitet – å minimere avfall og maksimere gjenbruk av pulver.
En partner med en integrert, bærekraftig modell tilbyr en overbevisende fordel. Ved å kombinere kostnadseffektiv pulverproduksjon (som KYHE Techs DH-S®-prosess, utviklet for å redusere pulverkostnader) med ekstremt høy effektiv resirkulering som overstiger 95 %, forbedres kostnadsstrukturen for titan AM betydelig. Dette tiltaket kan ikke bare redusere materialkostnader, men også kraftig senke karbonavtrykket, noe som er i tråd med selskapets ESG-mål (miljø, samfunn og styring). Dette gjør titan AM til mer enn bare en teknisk mulighet – det blir et kommersielt smart og miljømessig ansvarlig valg for et bredere spekter av industrier.
Samarbeid for suksess: Fra prototype til sertifisert produksjon
Skalering av additiv tilvurdering i titan er sjelden noe man klarer alene. Samarbeid med en vertikalt integrert løsningsleverandør kan redusere risikoen i reisen fra prototype til serieproduksjon. Den ideelle parten tilbyr mer enn bare pulver eller printetjenester.
Dette inkluderer meddesign og støtte for design til additiv produksjon (DfAM) for å optimere deler når det gjelder produksjonsvennlighet og ytelse, ofte med mulighet for konsolidering av komponenter. De har den tekniske ekspertisen som trengs for å anbefale optimal prosess – enten MIM for høyvolum smådel eller additiv produksjon for komplekse prototyper og mellomvolumproduksjon – og kan utvikle validerte trykkeparametere. Videre tilbyr de kapasitet i industriell skala og global støtte. En partner med betydelig årlig pulverproduksjonskapasitet (f.eks. >500 tonn) sikrer forsyningskjeden for produksjonsprogrammer. Et globalt nettverk, som KYHE Techs tilstedeværelse i over 60 land, letter sømløs integrering i internasjonale forsyningskjeder og gir viktig lokal støtte.

Konklusjon: Lås opp innovasjon med riktig grunnlag
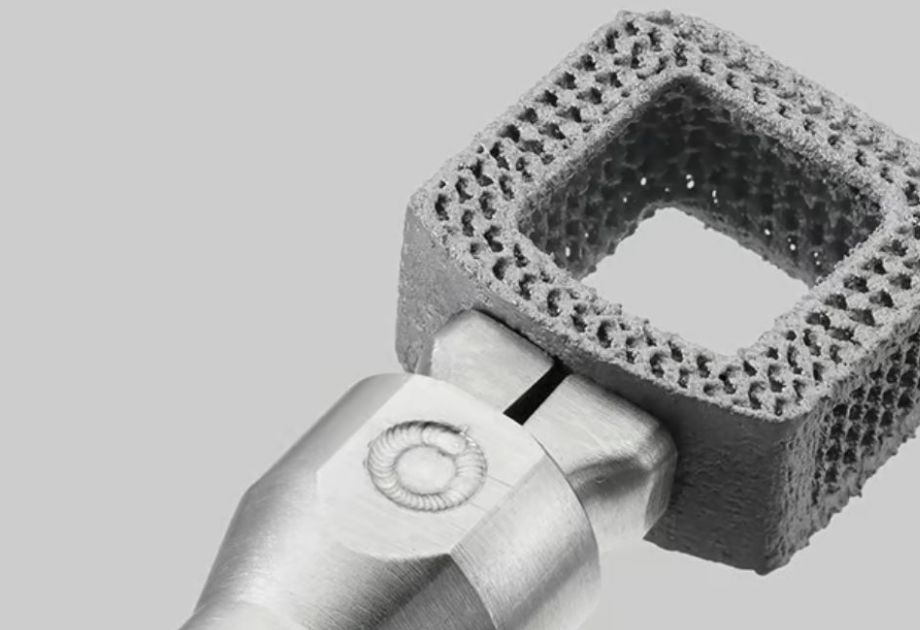
Å bruke titanlegeringspulver til metallbasert additiv produksjon er en effektiv måte å lage sterke, lette og komplekse komponenter på. Å mestre denne prosessen krever grundig forståelse av både materialvitenskapen og produksjonsteknologien som er involvert.
Fremtiden er klar: start med høykvalitativt, sfærisk titanpulver fra en teknologisk avansert kilde. Velg AM-prosessen som best passer din dels ytelseskrav. Mest en fleksibel, helhetlig arbeidsflyt som inkluderer trygg håndtering, nødvendig etterbehandling og en lukket krets strategi for pulverhåndtering. Til slutt, vurder den strategiske verdien av et partnerskap som kombinerer avansert pulverteknologi, bærekraftige lukkede kretsløp og applikasjonsrettet ingeniørkompetanse.
Ved å følge denne tilnærmingen og samarbeide med pionerer som øker den økonomiske levedyktigheten av titan—som KYHE Tech med sitt fokus på DH-S® miljøvennlig pulver og effektive produksjonsløsninger—kan du fullt ut utnytte potensialet i additiv tilvirkning av titan. Dette gir deg mulighet til å gå videre fra prototyper til produksjonsklare komponenter og sikre en avgjørende konkurransefortrinn på markedet.
