
Розглядаєте титановий сплав у формі порошку для свого наступного проекту металевого адитивного виробництва (AM)? Це розумне рішення. Титан відомий своєю міцністю, а сплави, такі як Ti-6Al-4V, є одними з найшвидше розвиваючихся матеріалів у галузі 3D-друку. Завдяки чудливій стійкості до корозії та низькій вазі, цей матеріал є основним вибором для критичних аерокосмічних компонентів і біомедичних імплантатів. Проте придбання матеріалу — це лише початок. Виготовлення високоефективної 3D-друкованої деталі з титану вимагає ретельного врахування всієї екосистеми, включаючи якість порошку, процес друкування, параметри та післяобробку. У цьому посібнику розглянуто ключові фактори, які допоможуть оптимізувати ваш процес AM із застосуванням порошку титанового сплаву, а також пояснюється, як співпраця з правильним технологічним постачальником може знизити ризики вашого проекту.
Розуміння основи: характеристики титанового порошку мають вирішальне значення
Усе починається з порошку. Не всі титанові порошки однакові. Їхні фізичні характеристики є найважливішими чинниками, що визначають друкований стан, механічні властивості та остаточну вартість деталі.
Найважливішою характеристикою є морфологія порошку — форма та розмір частинок. Для надійного та стабільного укладання шарів у технології спечення порошкового ложе порошок має текти, як дрібний пісок. Це вимагає максимально кулястої форми частинок. Уявіть різницю між виливанням контейнера з гладкими кульками підшипника та контейнера з нерівним, гострокутним піском. Кулястий порошок рівномірно текучий, забезпечуючи, що нанесенням скребка формується однаковий шар щоразу. Така послідовність шарів є обов’язковою для досягнення однорідного сплавлення, передбачуваної щільності та відтворюваних механічних властивостей. Саме тут технологія виробництва порошку вносить вирішальну відмінність. Лідери галузі, такі як KYHE Tech, використовують власні методи, наприклад технологію DH-S®, для виробництва висококулястих порошків із рекордно низьким показником пористих частинок — менше 1%. Низька кількість пористих частинок є критично важливою, оскільки пористі сфери можуть зруйнуватися під час друку, утворюючи дефекти у готовій деталі.
Поряд з формою, розподіл розмірів частинок (PSD) є вирішальним. Вузький, контрольований розподіл розмірів частинок — зазвичай у діапазоні від 15 до 106 мікронів залежно від застосування — забезпечує передбачувану взаємодію з лазерним або електронним променем. Нестабільний розподіл призводить до нерівномірного плавлення, утворення пор і поганої якості поверхні. Крім того, надзвичайно важливими є хімічний склад і чистота матеріалу. Титан є реакційноздатним, а надлишок кисню чи азоту може спричинити крихкість сплаву. Для застосування в медицині, авіації чи інших регульованих галузях життєво важливо закуповувати порошок у постачальників із суворим контролем якості, відповідними сертифікаціями та повним комплектом документації на матеріал.
Вибір правильного процесу адитивного виробництва для досягнення ваших цілей
Після вибору відповідного порошку наступним кроком є поєднання його з оптимальною технологією друку. Для титану двома провідними процесами є селективне лазерне плавлення (SLM) та плавлення електронним променем (EBM), обидва з яких є методами спечення порошкового шару (PBF) і мають чіткі переваги.
Селективне лазерне плавлення (SLM) використовує лазер для пошарового плавлення порошку всередині камери, заповненої інертним аргоном. Цей метод чудово підходить для виготовлення деталей із високою роздільною здатністю, складною геометрією та гладкою поверхнею. Він особливо добре підходить для виготовлення індивідуальних ортопедичних імплантатів або складних компонентів паливних систем. Однак швидкі цикли нагрівання та охолодження можуть призводити до залишкових напружень, що часто вимагає стратегічного розміщення опорних структур та термічної обробки після друку для зняття напружень.
Електронно-променеве спікання (EBM) використовує потужний електронний промінь у середовищі високого вакууму, що усуває ризик забруднення реакційноздатних матеріалів, таких як титан. EBM працює при підвищених температурах (близько 700 °C), що призводить до значно нижчого залишкового напруження та меншого спотворення виробів порівняно з SLM. Це дозволяє використовувати простіші опорні конструкції і може забезпечити кращі механічні властивості для масивних структурних деталей. Компромісом є загалом гірша якість поверхні. Вибір між SLM та EBM часто зводиться до пріоритетів: максимальна деталізація та якість поверхні (SLM) проти вищої міцності та нижчого напруження в більших об’ємах (EBM). Партнер повного циклу, який пропонує технології MIM і AM, може надати неупереджений вибір найбільш економічно ефективного та оптимального за продуктивністю способу виготовлення вашої конкретної деталі.
Повний робочий процес: від порошку до готової деталі
Успішне використання титанового порошку вимагає безпечного, надійного та відтворюваного робочого процесу, поділеного на три етапи: підготовка перед друком, процес друку та операції після друку.
Підготовка перед друком: робота з порошком та його зберігання. Титановий порошок потребує обережного поводження та зберігання. Його слід тримати в герметичних контейнерах, стійких до вологи, найчастіше в атмосфері інертного газу. Також має важливе значення дисциплінована стратегія управління порошком. Після друку невикористаний порошок — це не відхід; його можна відновити, просіяти та змішати з певною кількістю свіжого порошку для повторного використання. Передові виробники довели цю практику до досконалості, досягаючи рівня повторного використання матеріалу 95% або більше. Впровадження такої системи замкнутого циклу є основою сталого адитивного виробництва та ключовою компетенцією лідерів галузі, таких як KYHE Tech. Це безпосередньо вирішує історичну проблему витрат матеріалів, значно підвищуючи економічну ефективність титанового адитивного виробництва.
Виготовлення: підготовка принтера та володіння параметрами. Усередині принтера успіх визначається складним набором параметрів: потужність лазера, швидкість сканування, крок сітки, товщина шару тощо. Вони об'єднані в «профіль матеріалу». Використання універсальних профілів є ризикованим. Оптимальні параметри необхідно ретельно налаштувати для конкретної партії порошку з урахуванням його унікального гранулометричного складу та характеристик текучості. Залучення експертних послуг інженерів-застосувачів постачальника може значно скоротити час розробки та запобігти дорогим відмовам під час виготовлення.
Після друку: необхідна подальша обробка. Після завершення процесу виготовлення деталь залишається всередині блоку спеченого порошку. Після видалення порошку залишаються кілька важливих етапів:
Термообробка для зняття напружень: майже завжди необхідна для зняття внутрішніх напружень.
Гаряче ізостатичне пресування (HIP): Стандарт для високонадійних деталей, HIP використовує високу температуру та ізостатичний тиск для усунення внутрішньої мікропористості, значно підвищуючи втомну міцність деталі та забезпечуючи щільність.
Видалення опорних структур та оздоблення поверхні: Опорні елементи видаляються, а поверхні обробляються шляхом механічної обробки, шліфування або дробоструменевого очищення для досягнення кінцевих розмірних і естетичних вимог.
Стратегічна перевага: управління витратами та стале розвитком
Загальна вартість володіння є основним фактором при впровадженні титанового адитивного виробництва. Хоча титановий порошок історично був дорогим, технологічні інновації змінюють це співвідношення. Ключовим є ефективність процесу — мінімізація відходів і максимізація повторного використання порошку.
Партнер із інтегрованою, сталістю моделлю пропонує переконливу перевагу. Поєднання оптимізованого за вартістю виробництва порошку (наприклад, технологія KYHE Tech DH-S®, розроблена для зниження вартості порошків) з ультраефективною переробкою, що перевищує 95%, значно покращує загальну структуру вартості титанового додавального виробництва. Такий підхід може не лише скоротити витрати на матеріали, але й значно зменшити вуглецевий слід, відповідаючи цілям корпоративної сталості (Environmental, Social, and Governance). Це робить титанове додавальне виробництво не просто технічно можливим, а комерційно вигідним і екологічно відповідальним вибором для широкого кола галузей.
Співпраця задля успіху: від прототипу до сертифікованого виробництва
Масштабування титанового додавального виробництва рідко є самостійним завданням. Співпраця з постачальником комплексних рішень вертикальної інтеграції допомагає знизити ризики шляху від прототипу до серійного виробництва. Ідеальний партнер пропонує більше, ніж просто порошок чи послуги друку.
Це включає спільне проектування та підтримку проектування для адитивного виробництва (DfAM) з метою оптимізації деталей щодо технологічності та експлуатаційних характеристик, що часто дозволяє об'єднувати компоненти. Вони мають необхідну технічну експертність, щоб рекомендувати найоптимальніший процес — чи то MIM для високоволого малогабаритних деталей, чи AM для складних прототипів та середніх обсягів виробництва, — і можуть розробляти перевірені параметри друку. Крім того, вони забезпечують потужності промислового масштабу та глобальну підтримку. Партнер із значним щорічним обсягом виробництва порошків (наприклад, понад 500 т) гарантує безпеку ланцюга постачань для виробничих програм. Глобальна мережа, така як наявність KYHE Tech у понад 60 країнах, сприяє безперебійній інтеграції в міжнародні ланцюги постачань і забезпечує важливу місцеву підтримку.

Висновок: Розкриття інновацій на правильній основі
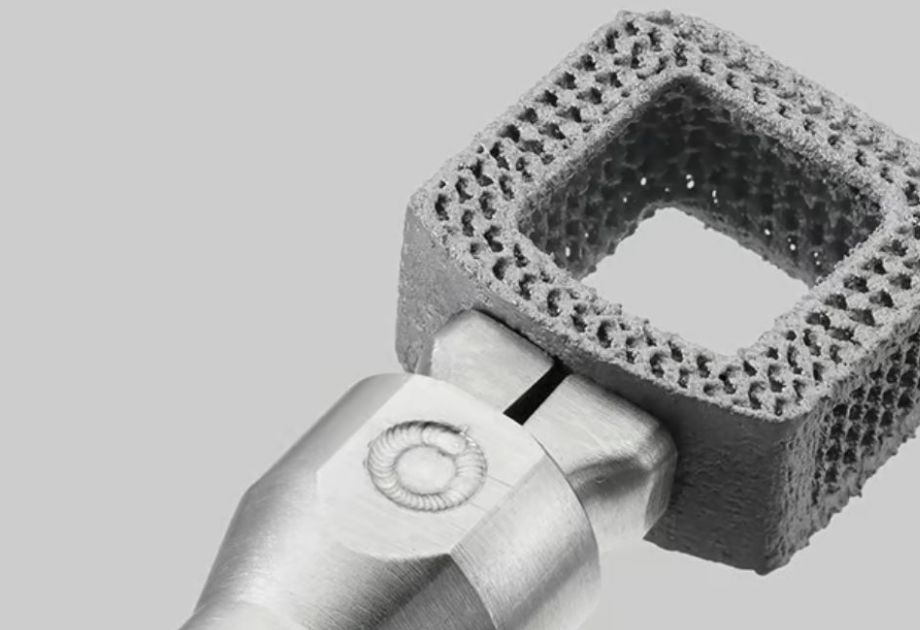
Використання порошку титанового сплаву для металевого адитивного виробництва є ефективним способом створення міцних, легких і складних компонентів. Володіння цим процесом вимагає глибокого розуміння як матеріалознавства, так і технологій виробництва.
Шлях уперед є очевидним: починайте з високоякісного сферичного титанового порошку від технологічно передового джерела. Виберіть технологію адитивного виробництва, яка найкраще відповідає вимогам до продуктивності вашої деталі. Опрацюйте гнучкий комплексний робочий процес, що включає безпечне поводження, необхідну післяобробку та стратегію замкненого циклу управління порошком. Нарешті, оцініть стратегічну цінність партнерства, яке поєднує передову технологію порошків, сталі операції замкненого циклу та інженерну експертизу, орієнтовану на конкретні застосування.
Дотримуючись цього підходу та співпрацюючи з передовими компаніями, які підвищують економічну доцільність використання титану — наприклад, KYHE Tech, яка спеціалізується на екологічному порошку DH-S® та ефективних рішеннях для виробництва, — ви повністю розкриєте потенціал адитивного виробництва титанових виробів. Це дасть змогу перейти від прототипів до компонентів, готових до серійного виробництва, забезпечуючи вам вирішальну конкурентну перевагу на ринку.
