
Considerando o uso de pó de liga de titânio para o seu próximo projeto de Manufatura Aditiva Metálica (AM)? Essa é uma decisão inteligente. O titânio é conhecido por sua resistência, e ligas como a Ti-6Al-4V estão entre os materiais de crescimento mais rápido na impressão 3D. Com excelente resistência à corrosão e baixo peso, é a escolha preferencial para componentes críticos em aeroespacial e implantes biomédicos. No entanto, adquirir o material é apenas o começo. A produção de uma peça de titânio impressa em 3D com alto desempenho exige consideração cuidadosa de todo o ecossistema, incluindo qualidade do pó, processo de impressão, parâmetros e pós-processamento. Este guia analisa os fatores-chave para otimizar seu processo de AM com pó de liga de titânio e explica como a parceria com o provedor tecnológico certo pode reduzir os riscos do seu projeto.
Entendendo a Base: As Características do Pó de Titânio São Tudo
Tudo começa com o pó. Nem todos os pós de titânio são iguais. Suas características físicas são os fatores mais críticos que determinam a capacidade de impressão, as propriedades mecânicas e o custo final da peça.
A característica mais importante é a morfologia do pó — a forma e o tamanho das partículas. Para uma camada confiável e consistente na fusão de leito de pó, o pó deve fluir como areia fina. Isso exige partículas altamente esféricas. Imagine a diferença entre despejar um recipiente com esferas lisas e outro com areia irregular e áspera. O pó esférico flui uniformemente, garantindo que a lâmina espalhadora deposite uma camada consistente a cada vez. Essa consistência da camada é imprescindível para alcançar uma fusão homogênea, densidade previsível e propriedades mecânicas repetíveis. É nesse ponto que a tecnologia avançada de produção de pó faz uma diferença decisiva. Líderes do setor como a KYHE Tech utilizam métodos proprietários, como a tecnologia DH-S®, para produzir pó altamente esférico com uma taxa de partículas ocas inferior a 1%, líder no setor. Uma baixa quantidade de partículas ocas é essencial porque esferas ocas podem colapsar durante a impressão, criando defeitos na peça final.
Além da forma, a distribuição do tamanho das partículas (DTP) é crucial. Uma DTP estreita e controlada—normalmente variando entre 15 e 106 mícrons, dependendo da aplicação—garante uma interação previsível com o feixe laser ou eletrônico. Uma distribuição inconsistente leva à fusão irregular, porosidade e acabamento superficial inadequado. Além disso, a composição química e a pureza são fundamentais. O titânio é reativo, e teores excessivos de oxigênio ou nitrogênio podem tornar a liga frágil. Para aplicações na área médica, aeroespacial ou outras indústrias regulamentadas, é essencial obter o pó de fornecedores com controles rigorosos de qualidade, certificações relevantes e documentação completa do material.
Seleção do Processo de Manufatura Aditiva Adequado para os Seus Objetivos
Uma vez que tenha selecionado um pó adequado, o próximo passo é combiná-lo com a tecnologia de impressão ideal. Para titânio, os dois processos líderes são a Fusão Seletiva a Laser (SLM) e a Fusão por Feixe de Elétrons (EBM), ambos métodos de Fusão em Leito de Pó (PBF), cada um com vantagens distintas.
A Fusão Seletiva a Laser (SLM) utiliza um laser para fundir o pó camada por camada dentro de uma câmara preenchida com gás argônio inerte. Este método destaca-se na produção de peças com alta resolução, geometrias complexas e acabamentos superficiais lisos. É particularmente adequado para implantes ortopédicos personalizados ou componentes complexos para sistemas de combustível. No entanto, os ciclos rápidos de aquecimento e resfriamento podem induzir tensões residuais, frequentemente exigindo estruturas de suporte estrategicamente posicionadas e tratamentos pós-impressão para alívio de tensões.
A Fusão por Feixe de Elétrons (EBM) utiliza um feixe de elétrons de alta energia em um ambiente de alto vácuo, o que elimina o risco de contaminação para materiais reativos como o titânio. O EBM opera em temperaturas elevadas (cerca de 700°C), resultando em tensões residuais significativamente menores e menor distorção das peças em comparação com o SLM. Isso permite estruturas de suporte mais simples e pode proporcionar melhores propriedades mecânicas em peças estruturais volumosas. A contrapartida é um acabamento superficial geralmente mais rugoso. A escolha entre SLM e EBM muitas vezes depende das prioridades: detalhe máximo e qualidade de superfície (SLM) versus resistência superior e menor tensão em volumes maiores (EBM). Um parceiro completo que ofereça tanto as tecnologias MIM quanto AM pode fornecer orientação imparcial sobre a rota de fabricação mais econômica e otimizada em desempenho para o seu componente específico.
O Fluxo Completo: Do Pó à Peça Acabada
O uso bem-sucedido de pó de titânio exige um fluxo de trabalho seguro, robusto e repetível dividido em três fases: operações pré-construção, construção e pós-construção.
Pré-Construção: Manipulação e Armazenamento do Pó. O pó de titânio requer manipulação e armazenamento cuidadosos. Deve ser mantido em recipientes selados e resistentes à umidade, muitas vezes sob uma atmosfera de gás inerte. Uma estratégia disciplinada de gerenciamento de pó também é essencial. Após uma construção, o pó não utilizado não é resíduo; pode ser recuperado, peneirado e misturado com uma parte de pó novo para reutilização. Fabricantes avançados aperfeiçoaram essa prática, alcançando taxas de reciclagem de material de 95% ou mais. A implementação de um sistema fechado como este é um pilar fundamental da fabricação aditiva sustentável e uma capacidade-chave de líderes como a KYHE Tech. Isso resolve diretamente o desafio histórico do desperdício de material, melhorando drasticamente a relação custo-benefício da manufatura aditiva com titânio.
A Construção: Preparação da Impressora e Domínio dos Parâmetros. Dentro da impressora, o sucesso é regido por um conjunto complexo de parâmetros: potência do laser, velocidade de varredura, espaçamento entre linhas, espessura da camada e outros. Estes são agrupados em um "perfil de material". Utilizar perfis genéricos é arriscado. Os parâmetros ideais devem ser cuidadosamente ajustados para o lote específico de pó, levando em conta suas características únicas de DMS e fluidez. Aproveitar a experiência de engenharia aplicada de um fornecedor pode reduzir significativamente o tempo de desenvolvimento e prevenir falhas dispendiosas na construção.
Pós-Construção: Pós-processamento Essencial. Uma vez concluída a construção, a peça está envolta em um bloco de pó sinterizado. Após a remoção do pó solto, permanecem várias etapas críticas:
Tratamento Térmico de Alívio de Tensões: Quase sempre necessário para aliviar as tensões internas.
Prensagem Isostática a Quente (HIP): Um padrão para peças de alta integridade, o HIP utiliza calor elevado e pressão isostática para eliminar a micro-porosidade interna, melhorando significativamente a vida em fadiga da peça e garantindo densidade.
Remoção de Suportes e Acabamento de Superfície: Os suportes são removidos e as superfícies são acabadas por usinagem, retificação ou jateamento para atender às especificações dimensionais e estéticas finais.
A Vantagem Estratégica: Navegando entre Custo e Sustentabilidade
O custo total de propriedade é uma consideração primária para a adoção da manufatura aditiva com titânio. Embora o pó de titânio tenha sido historicamente caro, a inovação tecnológica está mudando essa equação. A chave é a eficiência do processo — minimizar desperdícios e maximizar a reutilização do pó.
Um parceiro com um modelo integrado e sustentável oferece uma vantagem marcante. Ao combinar a produção de pó otimizada em termos de custo (como o processo DH-S® da KYHE Tech, projetado para reduzir os custos do pó) com reciclagem de eficiência ultraelevada, superior a 95%, a estrutura geral de custos da manufatura aditiva de titânio melhora significativamente. Essa abordagem não apenas pode reduzir os custos dos materiais, mas também diminui drasticamente a pegada de carbono, alinhando-se aos objetivos corporativos de ESG (Ambiental, Social e Governança). Isso torna a manufatura aditiva de titânio não apenas uma possibilidade técnica, mas uma escolha comercialmente inteligente e ambientalmente responsável para uma ampla gama de indústrias.
Parceria para o Sucesso: Do Protótipo à Produção Certificada
Ampliar a manufatura aditiva de titânio raramente é uma tarefa solitária. Colaborar com um fornecedor de soluções verticalmente integrado pode reduzir os riscos no caminho do protótipo à produção em série. O parceiro ideal oferece mais do que apenas pó ou serviços de impressão.
Isso inclui co-projeto e suporte em Design para Manufatura Aditiva (DfAM) para otimizar peças em relação à fabricabilidade e desempenho, permitindo frequentemente a consolidação de componentes. Eles possuem know-how técnico para recomendar o processo ideal — seja MIM para pequenas peças de alto volume ou manufatura aditiva (AM) para protótipos complexos e produção de médio volume — e podem desenvolver parâmetros de impressão validados. Além disso, oferecem capacidade em escala industrial e suporte global. Um parceiro com alta capacidade anual de produção de pó (por exemplo, >500T) garante segurança na cadeia de suprimentos para programas de produção. Uma rede global, como a presença da KYHE Tech em mais de 60 países, facilita a integração perfeita nas cadeias de suprimentos internacionais e fornece o suporte local essencial.

Conclusão: Desbloqueando Inovação com a Fundamentação Correta
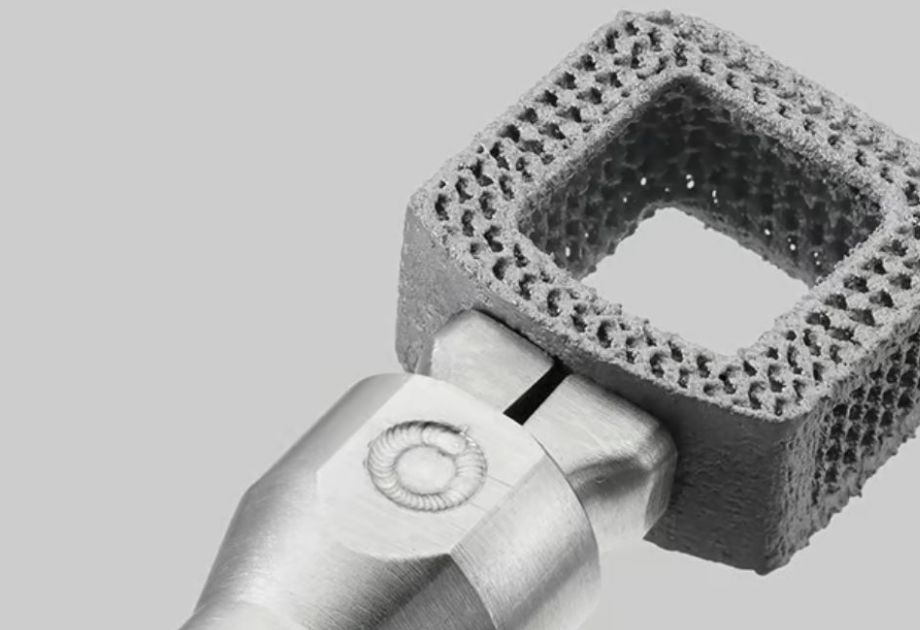
Utilizar pó de liga de titânio para a fabricação aditiva metálica é um caminho eficaz para criar componentes resistentes, leves e complexos. Dominar esse processo exige uma profunda compreensão tanto da ciência dos materiais quanto da tecnologia de fabricação envolvida.
O caminho a seguir é claro: comece com pó de titânio de alta qualidade e formato esférico proveniente de uma fonte tecnologicamente avançada. Escolha o processo de fabricação aditiva que melhor atenda aos requisitos de desempenho da sua peça. Domine um fluxo de trabalho ágil e integrado, incorporando manuseio seguro, pós-processamento essencial e uma estratégia de gestão de pó em circuito fechado. Por fim, avalie o valor estratégico de uma parceria que combine tecnologia avançada de pó, operações sustentáveis em circuito fechado e know-how de engenharia específico para aplicações.
Ao seguir esta abordagem e colaborar com pioneiros que estão melhorando a viabilidade econômica do titânio—como a KYHE Tech, com seu foco no pó ecologicamente correto DH-S® e soluções de fabricação eficientes—você pode desbloquear totalmente o potencial da manufatura aditiva de titânio. Isso capacita você a ir além de protótipos e produzir componentes prontos para fabricação, garantindo uma vantagem competitiva decisiva no mercado.
