
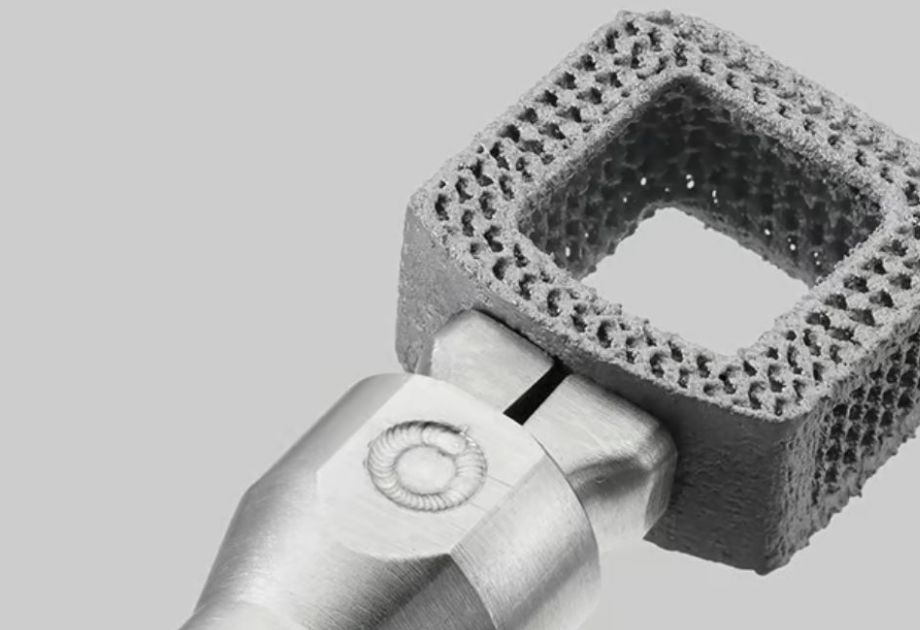
Overweegt u titaniumlegeringpoeder voor uw volgende project op het gebied van metallische additieve fabricage (AM)? Dat is een verstandige keuze. Titanium staat bekend om zijn sterkte, en legeringen zoals Ti-6Al-4V behoren tot de snelst groeiende materialen in 3D-printing. Dankzij de uitstekende corrosieweerstand en het lage gewicht is het het standaardmateriaal voor kritieke onderdelen in de lucht- en ruimtevaart en biomedische implantaten. Echter, het verkrijgen van het materiaal is slechts het begin. Het produceren van een hoogwaardig 3D-geprint titaniumonderdeel vereist zorgvuldige afweging van het gehele ecosysteem, inclusief poederkwaliteit, het printproces, parameters en nabehandeling. Deze gids bespreekt belangrijke factoren voor het optimaliseren van uw AM-proces met titaniumlegeringpoeder en legt uit hoe een samenwerking met de juiste technologiepartner uw project kan ontzorgen.
Inzicht in de basis: kenmerken van titaniumpoeder zijn van cruciaal belang
Het begint allemaal met het poeder. Niet alle titaanpoeders zijn gelijk. Hun fysische kenmerken zijn de meest bepalende factoren voor afdrukkbaarheid, mechanische eigenschappen en de uiteindelijke onderdeelkosten.
Het belangrijkste kenmerk is de poedermorfologie—de vorm en grootte van de deeltjes. Voor een betrouwbare en consistente opbouw in poederbedsmeltprocessen moet het poeder vloeien als fijn zand. Dit vereist zeer bolvormige deeltjes. Stel u het verschil voor tussen het uitgieten van een bak met gladde kogellagers en een bak met onregelmatig gevormd, ruw zand. Bolvormig poeder stroomt gelijkmatig, waardoor de aanbrengnok elke keer een consistente laag aanbrengt. Deze laaggelijkmatigheid is essentieel om homogene smelting, voorspelbare dichtheid en reproduceerbare mechanische eigenschappen te bereiken. Hier maakt geavanceerde poederproductietechnologie het doorslaggevende verschil. Marktleiders zoals KYHE Tech gebruiken eigen methoden, zoals hun DH-S®-technologie, om zeer bolvormig poeder te produceren met een leidinggevend laag holle-deeltjespercentage van minder dan 1%. Een laag aantal holle deeltjes is cruciaal, omdat holle bollen tijdens het printen kunnen instorten, wat leidt tot defecten in het eindproduct.
Naast vorm is de verdeling van deeltjesgrootte (PSD) van cruciaal belang. Een nauwe, gecontroleerde PSD—meestal in het bereik van 15 tot 106 micron, afhankelijk van de toepassing—zorgt voor een voorspelbare interactie met de laser- of elektronenstraal. Een inconsistente verdeling leidt tot ongelijkmatig smelten, porositeit en een slechte oppervlakteafwerking. Daarnaast zijn chemische samenstelling en zuiverheid van het hoogste belang. Titaan is reactief, en te veel zuurstof of stikstof kan de legering bros maken. Voor toepassingen in de medische sector, lucht- en ruimtevaart of andere gereguleerde industrieën is het essentieel om poeder te betrekken van leveranciers met strikte kwaliteitscontroles, relevante certificeringen en uitgebreide materiaaldocumentatie.
Het juiste additieve productieproces kiezen voor uw doelen
Zodra u een geschikt poeder hebt geselecteerd, is de volgende stap om dit te combineren met de optimale printtechnologie. Voor titanium zijn de twee toonaangevende processen Selectieve Laser Smelting (SLM) en Electronenstraal Smelting (EBM), beide behorend tot de Poederbed Fusie (PBF)-methoden, elk met duidelijke voordelen.
Selectieve Laser Smelting (SLM) gebruikt een laser om laag voor laag poeder te smelten in een kamer gevuld met inert argon gas. Deze methode onderscheidt zich door het produceren van onderdelen met hoge resolutie, ingewikkelde geometrieën en gladde oppervlakken. Het is bijzonder geschikt voor op maat gemaakte orthopedische implantaten of complexe componenten voor brandstofsystemen. De snelle verwarmings- en koelcycli kunnen echter restspanningen veroorzaken, wat vaak strategisch geplaatste steunstructuren en spanningsverlagende nabehandelingen na het printen noodzakelijk maakt.
Electronenstraal Smelten (EBM) maakt gebruik van een hoog-energetische elektronenstraal in een omgeving met hoog vacuüm, waardoor het risico op verontreiniging voor reactieve materialen zoals titaan wordt geëlimineerd. EBM werkt bij verhoogde temperaturen (ongeveer 700°C), wat leidt tot aanzienlijk lagere restspanningen en minder vervorming van onderdelen in vergelijking met SLM. Dit stelt eenvoudigere ondersteuningsstructuren mogelijk en kan betere mechanische eigenschappen opleveren bij massieve, structurele onderdelen. Het nadeel is meestal een ruwere oppervlakteafwerking. De keuze tussen SLM en EBM komt vaak neer op prioriteiten: uiteindelijke detailnauwkeurigheid en oppervlaktekwaliteit (SLM) versus superieure sterkte en lagere spanning in grotere volumes (EBM). Een full-service partner die zowel MIM- als AM-technologieën aanbiedt, kan onpartijdig adviseren over de kosteneffectiefste en prestatie-optimale productieroute voor uw specifieke component.
De Volledige Workflow: Van Poeder naar Afgewerkt Onderdeel
Het succesvol gebruiken van titaanpoeder vereist een veilige, robuuste en reproduceerbare werkwijze, onderverdeeld in drie fasen: voorbereidings-, productie- en nabehandelingstappen.
Voorbereiding: Poederhantering en -opslag. Titaanpoeder vereist zorgvuldige hantering en opslag. Het moet bewaard worden in afgesloten, vochtbestendige verpakkingen, vaak onder een inerte gasatmosfeer. Ook een systematische strategie voor poederbeheer is van cruciaal belang. Na een productieronde is ongebruikt poeder geen afval; het kan worden teruggewonnen, gezeefd en gemengd met een deel fris poeder voor hergebruik. Geavanceerde producenten hebben deze techniek tot in de perfectie ontwikkeld en bereiken recyclingpercentages van 95% of hoger. De toepassing van zo'n gesloten systeem is een hoeksteen van duurzame additieve productie en een belangrijke capaciteit van marktleiders zoals KYHE Tech. Dit lost direct het historische probleem van materiaalverspilling op en verbetert aanzienlijk de kosteneffectiviteit van titaan AM.
De opbouw: Printer voorbereiding en beheersing van parameters. Binnen de printer wordt succes bepaald door een complexe set aan parameters: laservermogen, scansnelheid, hatching-afstand, laagdikte, en meer. Deze worden gebundeld in een "materiaalprofiel". Het gebruik van algemene profielen is riskant. Optimale parameters moeten zorgvuldig worden afgestemd op de specifieke poederpartij, rekening houdend met de unieke PSD en stromingseigenschappen. Het benutten van de applicatie-engineering expertise van een leverancier kan de ontwikkeltijd aanzienlijk verkorten en dure bouwfouten voorkomen.
Na de opbouw: Essentiële nabewerking. Zodra de opbouw voltooid is, is het onderdeel ingekapseld in een blok gesinterd poeder. Na het verwijderen van los poeder blijven verschillende kritieke stappen over:
Spanningsverlagingstermische behandeling: Bijna altijd noodzakelijk om interne spanningen te verminderen.
Hot Isostatisch Persen (HIP): Een standaard voor onderdelen met hoge integriteit, waarbij HIP hoge temperatuur en isostatische druk gebruikt om interne micro-porositeit te elimineren, waardoor de vermoeiingslevensduur van het onderdeel aanzienlijk verbetert en dichtheid wordt gegarandeerd.
Ondersteuningen verwijderen en oppervlakteafwerking: Ondersteuningen worden verwijderd en oppervlakken worden afgewerkt middels verspaning, slijpen of stralen om te voldoen aan de eisen voor uiteindelijke afmetingen en esthetiek.
Het strategische voordeel: kosten en duurzaamheid in balans brengen
De totale bezitkosten zijn een belangrijke overweging bij de adoptie van titanium additieve fabricage. Hoewel titaniumpoeder historisch gezien duur is geweest, verandert technologische innovatie deze vergelijking. De sleutel ligt in procesefficiëntie — verspilling minimaliseren en hergebruik van poeder maximaliseren.
Een partner met een geïntegreerd, duurzaam model biedt een overtuigend voordeel. Door kostenoptimalisatie van poederproductie (zoals het DH-S®-proces van KYHE Tech, ontworpen om de poederkosten te verlagen) te combineren met ultra-efficiënte recyclage van meer dan 95%, verbetert de totale kostenstructuur van titanium AM aanzienlijk. Deze aanpak kan niet alleen materiaalkosten verlagen, maar vermindert ook drastisch de CO2-voetafdruk, in lijn met de ESG-doelstellingen (milieu, sociale verantwoordelijkheid en bestuur) van bedrijven. Hierdoor wordt titanium AM niet alleen een technische mogelijkheid, maar ook een commercieel slimme en milieuvriendelijke keuze voor een breder scala aan industrieën.
Samenwerken voor succes: van prototype naar gecertificeerde productie
Het opschalen van additieve productie van titanium is zelden een eenmansspel. Samenwerking met een verticaal geïntegreerde leverancier van oplossingen kan het traject van prototype naar seriesproductie minder risicovol maken. De ideale partner biedt meer dan alleen poeder of printdiensten.
Dit omvat co-design en ondersteuning bij Design for AM (DfAM) om onderdelen te optimaliseren voor vervaardigbaarheid en prestaties, vaak met consolidatie van componenten als resultaat. Zij beschikken over de technische expertise om het optimale proces aan te bevelen—of dat nu MIM is voor kleine onderdelen in hoge volumes of AM voor complexe prototypen en productie in middelgrote volumes—and kunnen gevalideerde printparameters ontwikkelen. Bovendien bieden zij capaciteit op industriële schaal en wereldwijde ondersteuning. Een partner met een aanzienlijke jaarlijkse productiecapaciteit aan poeder (bijvoorbeeld >500 ton) waarborgt de continuïteit van de supply chain voor productieprogramma's. Een wereldwijd netwerk, zoals de aanwezigheid van KYHE Tech in meer dan 60 landen, vergemakkelijkt naadloze integratie in internationale toeleveringsketens en levert essentiële lokale ondersteuning.

Conclusie: Innoveren met de juiste basis
Het gebruik van titaanlegeringspoeder voor metallische additieve productie is een krachtige manier om sterke, lichte en complexe onderdelen te maken. Het beheersen van dit proces vereist een grondig inzicht in zowel de materiaalkunde als de betrokken productietechnologie.
De weg vooruit is duidelijk: begin met hoogwaardig, sferisch titaanpoeder van een technologisch geavanceerde bron. Kies het AM-proces dat het beste aansluit bij de prestatie-eisen van uw onderdeel. Beheers een flexibele, end-to-end werkstroom, inclusief veilig hanteren, essentiële nabehandeling en een closed-loop strategie voor poederbeheer. Evalueer ten slotte de strategische waarde van een samenwerking die geavanceerde poedertechnologie, duurzame closed-loop operaties en toepassingsspecifieke engineeringexpertise combineert.
Door deze aanpak te volgen en samen te werken met pioniers die de economische haalbaarheid van titaan verbeteren—zoals KYHE Tech met haar focus op DH-S® milieuvriendelijk poeder en efficiënte productieoplossingen—kunt u het volledige potentieel van additieve fabricage met titaan benutten. Dit stelt u in staat om verder te gaan dan prototypen naar productierechte onderdelen, waardoor u een beslissend concurrentievoordeel verkrijgt op de markt.
