
ກໍາລັງພິຈາລະນາຜົງໂລຫະປະສົມທີເຕນຽມ ສຳລັບໂຄງການ Metal Additive Manufacturing (AM) ຂອງທ່ານບໍ? ນັ້ນແມ່ນການຕັດສິນໃຈທີ່ດີ. ໂລຫະທີເຕນຽມ ແມ່ນຮູ້ຈັກກັນດີໃນດ້ານຄວາມແຂງແຮງ, ແລະ ໂລຫະປະສົມເຊັ່ນ Ti-6Al-4V ແມ່ນໜຶ່ງໃນວັດສະດຸທີ່ເຕີບໂຕໄວທີ່ສຸດໃນການພິມ 3D. ດ້ວຍຄວາມຕ້ານທານການກັດກ່ອນທີ່ດີເລີດ ແລະ ນ້ຳໜັກເບົາ, ມັນແມ່ນຕົວເລືອກທີ່ໃຊ້ກັນຢ່າງກວ້າງຂວາງສຳລັບຊິ້ນສ່ວນທີ່ສຳຄັນໃນອຸດສາຫະກໍາການບິນ ແລະ ອຸປະກອນທາງການແພດທີ່ຝັງໃນຮ່າງກາຍ. ເຖິງຢ່າງໃດກໍຕາມ, ການຈັດຫາວັດສະດຸແມ່ນພຽງແຕ່ຈุดເລີ່ມຕົ້ນ. ການຜະລິດຊິ້ນສ່ວນທີເຕນຽມທີ່ພິມດ້ວຍ 3D ທີ່ມີປະສິດທິພາບສູງ ຕ້ອງໄດ້ພິຈາລະນາລະບົບທັງໝົດຢ່າງລະມັດລະວັງ, ລວມທັງຄຸນນະພາບຂອງຜົງ, ຂະບວນການພິມ, ພາລາມິເຕີ, ແລະ ຂັ້ນຕອນການປຸງແຕ່ງຫຼັງຈາກນັ້ນ. ຄູ່ມືນີ້ຈະພິຈາລະນາປັດໄຈຕົ້ນຕໍທີ່ຈຳເປັນໃນການເພີ່ມປະສິດທິພາບຂະບວນການ AM ຂອງທ່ານດ້ວຍຜົງໂລຫະປະສົມທີເຕນຽມ ແລະ ອະທິບາຍວ່າການຮ່ວມມືກັບຜູ້ໃຫ້ບໍລິການດ້ານເຕັກໂນໂລຢີທີ່ເໝາະສົມສາມາດຊ່ວຍຫຼຸດຄວາມສ່ຽງໃນໂຄງການຂອງທ່ານໄດ້ແນວໃດ.
ການເຂົ້າໃຈພື້ນຖານ: ລັກສະນະຂອງຜົງທີເຕນຽມ ແມ່ນສຳຄັນທຸກຢ່າງ
ທຸກຢ່າງເລີ່ມຕົ້ນຈາກເສັ້ນໃຍ. ບໍ່ແມ່ນທຸກຊະນິດຂອງເສັ້ນໃຍທຽນທາເນຍມທີ່ຖືກສ້າງຂຶ້ນມາຈະຄືກັນ. ລັກສະນະທາງດ້ານຮ່າງກາຍຂອງພວກມັນແມ່ນປັດໄຈທີ່ສຳຄັນທີ່ສຸດທີ່ກຳນົດຄວາມສາມາດໃນການພິມ, ຄຸນສົມບັດທາງເຄື່ອງຈັກ, ແລະ ຕົ້ນທຶນຂອງຊິ້ນສ່ວນສຸດທ້າຍ.
ຄຸນລັກສະນະທີ່ສຳຄັນທີ່ສຸດແມ່ນຮູບພາບຂອງເມັດຜົງ—ຮູບຮ່າງ ແລະ ຂະໜາດຂອງເມັດ. ສຳລັບການຊັ້ນຕົວທີ່ໜ້າເຊື່ອຖື ແລະ ສອດຄ່ອງໃນການປະສົມເມັດຜົງ, ເມັດຜົງຈະຕ້ອງໄຫຼໄດ້ຄືກັບດິນຊາຍທີ່ແອ່ບ. ສິ່ງນີ້ຕ້ອງການເມັດທີ່ມີຮູບກົມຢ່າງສູງ. ຈິນຕະການເບິ່ງຄວາມແຕກຕ່າງລະຫວ່າງການເທເມັດລົກທີ່ມີຜິວເລື່ອນລຽບ ແລະ ການເທເມັດຊາຍທີ່ມີຮູບຮ່າງບໍ່ປົກກະຕິ ແລະ ມີເຫລີ້ຍມ. ເມັດຜົງທີ່ມີຮູບກົມຈະໄຫຼໄດ້ຢ່າງສອດຄ່ອງ, ຮັບປະກັນໃຫ້ມີດ້າມກວາດກົດເມັດຜົງຢ່າງສອດຄ່ອງໃນແຕ່ລະຄັ້ງ. ຄວາມສອດຄ່ອງຂອງຊັ້ນນີ້ແມ່ນຂໍ້ກຳນົດທີ່ບໍ່ສາມາດປ່ຽນແປງໄດ້ເພື່ອໃຫ້ໄດ້ການຫຼອມຢ່າງເທົ່າກັນ, ຄວາມໜາແໜ້ນທີ່ຄາດຫວັງໄດ້, ແລະ ຄຸນສົມບັດທາງກົນຈັກທີ່ສາມາດທຳຊ້ຳໄດ້. ນີ້ແມ່ນບ່ອນທີ່ເຕັກໂນໂລຊີການຜະລິດເມັດຜົງຂັ້ນສູງເຮັດໃຫ້ເກີດຄວາມແຕກຕ່າງຢ່າງຕັດສິນໃຈ. ຜູ້ນຳດ້ານອຸດສາຫະກຳເຊັ່ນ KYHE Tech ໃຊ້ວິທີການເປັນຂອງຕົນເອງ, ເຊັ່ນ: ເຕັກໂນໂລຊີ DH-S®, ເພື່ອຜະລິດເມັດຜົງທີ່ມີຮູບກົມຢ່າງສູງ ແລະ ມີອັດຕາເມັດກົມໂຫວ່ຫຼາຍກວ່າ 1% ທີ່ເປັນມາດຕະຖານອຸດສາຫະກຳ. ການມີຈຳນວນເມັດກົມໂຫວ່ໜ້ອຍແມ່ນມີຄວາມສຳຄັນຍ້ອນວ່າເມັດກົມໂຫວ່ອາດຈະພັງລົງໃນຂະນະທີ່ກຳລັງພິມ, ເຮັດໃຫ້ເກີດຂໍ້ບົກຜ່ອງໃນຊິ້ນສ່ວນສຸດທ້າຍ.
ນອກຈາກຮູບຮ່າງ, ການແຈກຢາຍຂະໜາດອະນຸພາກ (PSD) ກໍເປັນສິ່ງສຳຄັນ. PSD ທີ່ແທ້ຄົງທີ່ ແລະ ຖືກຄວບຄຸມໄດ້ດີ—ໂດຍທົ່ວໄປຈະຢູ່ໃນຊ່ວງ 15 ຫາ 106 ໄມໂຄຣນ ຂຶ້ນກັບການນຳໃຊ້—ຈະຮັບປະກັນການຕອບສະໜອງທີ່ຄາດເດົາໄດ້ກັບລັດສະມີ ຫຼື ຮັງສີອີເລັກຕອນ. ການແຈກຢາຍທີ່ບໍ່ສອດຄ່ອງຈະນຳໄປສູ່ການຫຼອມທີ່ບໍ່ສະເໝີ, ມີຮູພຸບ, ແລະ ພື້ນຜິວທີ່ບໍ່ດີ. ນອກຈາກນັ້ນ, ປະກອບເຄມີ ແລະ ຄວາມບໍລິສຸດກໍເປັນສິ່ງສຳຄັນຫຼາຍ. ໂທເຕເນຍຍີ່ມີຄວາມອ່ອນໄຫວ, ແລະ ອົກຊີເຈນ ຫຼື ໄນໂຕຣເຈນທີ່ມີຈຳນວນຫຼາຍເກີນໄປສາມາດເຮັດໃຫ້ໂລຫະອ່ອນແອ. ສຳລັບການນຳໃຊ້ໃນຂົງເຂດການແພດ, ອາກາດອາວະກາດ ຫຼື ອຸດສາຫະກຳອື່ນໆທີ່ຖືກກຳກັບ, ມັນເປັນສິ່ງຈຳເປັນທີ່ຈະຕ້ອງຊື້ຜົງຈາກຜູ້ສະໜອງທີ່ມີການຄວບຄຸມຄຸນນະພາບທີ່ເຂັ້ມງວດ, ມີໃບຢັ້ງຢືນທີ່ກ່ຽວຂ້ອງ, ແລະ ເອກະສານວັດສະດຸທີ່ຄົບຖ້ວນ.
ການເລືອກຂະບວນການຜະລິດເພີ່ມເຕີມທີ່ເໝາະສົມກັບເປົ້າໝາຍຂອງທ່ານ
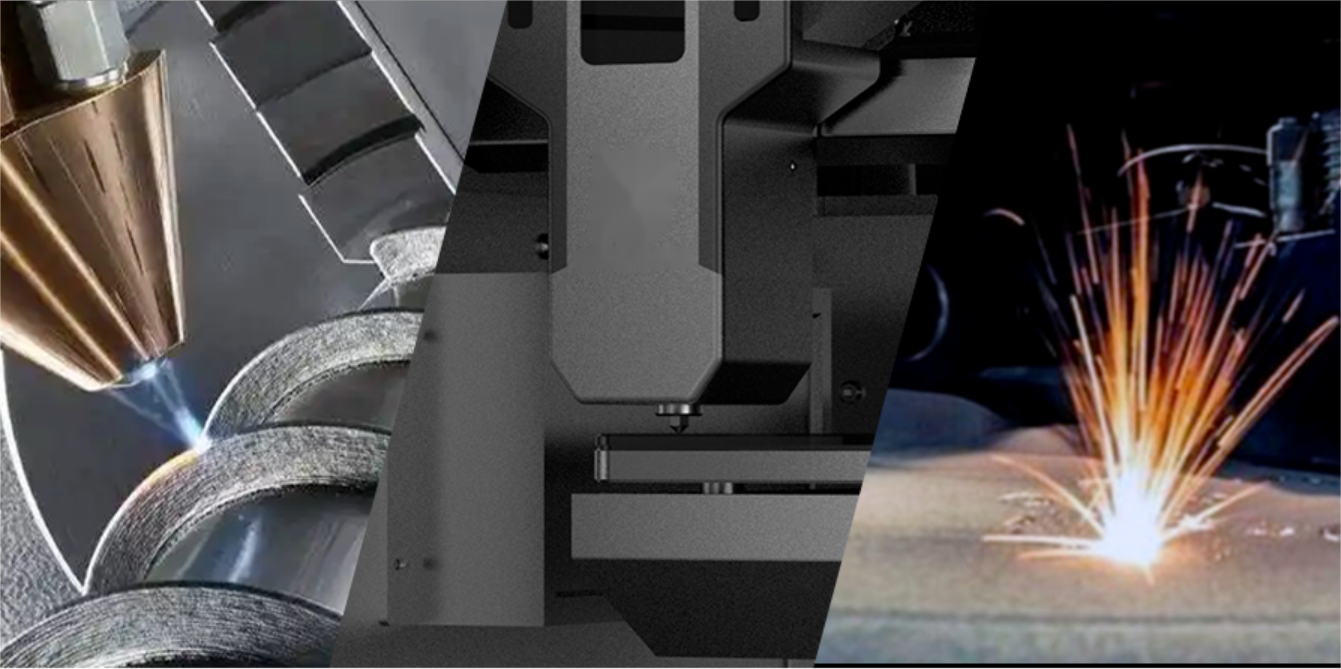
ເມື່ອທ່ານໄດ້ເລືອກຜົງທີ່ເໝາະສົມແລ້ວ, ຂັ້ນຕອນຕໍ່ໄປແມ່ນການຈັບຄູ່ມັນກັບເຕັກໂນໂລຢີການພິມທີ່ດີທີ່ສຸດ. ສຳລັບທາດ titanium, ມີຂະບວນການຊັ້ນນຳສອງຢ່າງຄື Selective Laser Melting (SLM) ແລະ Electron Beam Melting (EBM), ທັງສອງແມ່ນຂະບວນການ Powder Bed Fusion (PBF), ແຕ່ລະຂະບວນການມີຂໍ້ດີທີ່ແຕກຕ່າງກັນ.
ຂະບວນການ Selective Laser Melting (SLM) ໃຊ້ເລເຊີໃນການຫຼອມຜົງ ແຕ່ລະຊັ້ນໂດຍຊັ້ນພາຍໃນຫ້ອງທີ່ເຕັມໄປດ້ວຍກາຊ inert argon. ວິທີການນີ້ເຮັດໄດ້ດີໃນການຜະລິດຊິ້ນສ່ວນທີ່ມີຄວາມລະອຽດສູງ, ຮູບຮ່າງສັບຊ້ອນ ແລະ ພື້ນຜິວເງົາ. ມັນເໝາະສົມໂດຍສະເພາະສຳລັບເຄື່ອງປັກແທນຂໍ້ເຂົ່າແບບກຳຫນົດເອງ ຫຼື ຊິ້ນສ່ວນສັບຊ້ອນສຳລັບລະບົບເຊື້ອໄຟ. ເຖິງຢ່າງໃດກໍຕາມ, ວົງຈອນຄວາມຮ້ອນ ແລະ ການເຢັນຢ່າງໄວວາອາດເຮັດໃຫ້ເກີດຄວາມເຄັ່ງຕຶງທີ່ຍັງຄ້າງຄາ, ເຊິ່ງມັກຈະຕ້ອງການໂຄງສ້າງຮອງທີ່ຖືກວາງຢ່າງມີຍຸດທະສາດ ແລະ ການປິ່ນປົວຫຼັງຈາກພິມເພື່ອຜ່ອນຄາຍຄວາມເຄັ່ງຕຶງ.
ການຫຼອມດ້ວຍລັງສີອິເລັກຕອນ (EBM) ໃຊ້ລັງສີອິເລັກຕອນພະລັງງານສູງໃນສະພາບແວດລ້ອມສຸญຍາກາດ, ເຊິ່ງຊ່ວຍຂຈັດຄວາມສ່ຽງດ້ານການປົນເປື້ອນສຳລັບວັດສະດຸທີ່ມີຄວາມໄວຕໍ່ການເຮັດປະຕິກິລິຍາ ເຊັ່ນ: ໂທລີເຊັຽມ. EBM ດຳເນີນການທີ່ອຸນຫະພູມສູງ (ປະມານ 700°C), ສົ່ງຜົນໃຫ້ຄວາມເຄັ່ງຕຶງທີ່ເຫຼືອມີຢູ່ຕ່ຳກວ່າ ແລະ ຄວາມບິດເບືອນຂອງຊິ້ນສ່ວນມີໜ້ອຍກວ່າ SLM ເຊິ່ງຊ່ວຍໃຫ້ສາມາດໃຊ້ໂຄງສ້າງສະຫນັບສະຫນູນທີ່ງ່າຍຂຶ້ນ ແລະ ສາມາດໃຫ້ຄຸນສົມບັດທາງກົນຈັກທີ່ດີກວ່າໃນຊິ້ນສ່ວນທີ່ມີຂະໜາດໃຫຍ່. ຂໍ້ເສຍແມ່ນຜິວພັກຜິວທີ່ທົ່ວໄປແລ້ວຈະຂາດເຂີນ. ການເລືອກລະຫວ່າງ SLM ແລະ EBM ມັກຂຶ້ນກັບຄວາມສຳຄັນ: ລາຍລະອຽດສູງສຸດ ແລະ ຄຸນນະພາບຜິວພັກ (SLM) ເທິງກັບຄວາມເຂັ້ມແຂງດີກວ່າ ແລະ ຄວາມເຄັ່ງຕຶງຕ່ຳໃນປະລິມານໃຫຍ່ (EBM). ພັດທະນາການບໍລິການຢ່າງຄົບວົງຈອນທີ່ສະເໜີທັງເຕັກໂນໂລຢີ MIM ແລະ AM ສາມາດໃຫ້ຄຳແນະນຳທີ່ບໍ່ມີອຄະຕິກ່ຽວກັບເສັ້ນທາງການຜະລິດທີ່ມີປະສິດທິພາບດ້ານຕົ້ນທຶນ ແລະ ປະສິດທິພາບສູງສຸດສຳລັບຊິ້ນສ່ວນຂອງທ່ານ.
ຂະບວນການທັງໝົດ: ຈາກເມັດຜົງຫາຊິ້ນສ່ວນສຳເລັດຮູບ
ການນໍາໃຊ້ຜົງທີເຕນຽມຢ່າງສໍາເລັດຜົນ ຕ້ອງການຂະບວນການເຮັດວຽກທີ່ປອດໄພ, ແຂງແຮງ ແລະ ສາມາດເຮັດຊ້ໍາໄດ້ ໂດຍແບ່ງອອກເປັນສາມຂັ້ນຕອນ: ກ່ອນການກໍ່ສ້າງ, ການກໍ່ສ້າງ ແລະ ການດໍາເນີນງານຫຼັງການກໍ່ສ້າງ.
ກ່ອນການກໍ່ສ້າງ: ການຈັດການ ແລະ ການເກັບຮັກສາຜົງ. ຜົງທີເຕນຽມຕ້ອງໄດ້ຮັບການຈັດການ ແລະ ເກັບຮັກສາຢ່າງລະມັດລະວັງ. ມັນຄວນຈະຖືກເກັບໄວ້ໃນຖັງທີ່ມີການປິດຜນຶກ ແລະ ຕ້ານເງື່ອນໄຂຄວາມຊື້ມ, ໂດຍທົ່ວໄປແລ້ວຢູ່ພາຍໃຕ້ບັນຍາກາດຂອງກາຊທີ່ບໍ່ມີກິດຈະກໍາ. ການຈັດການຜົງຢ່າງເປັນລະບົບກໍ່ມີຄວາມສໍາຄັນ. ຫຼັງຈາກການກໍ່ສ້າງ, ຜົງທີ່ຍັງບໍ່ທັນໄດ້ໃຊ້ບໍ່ແມ່ນຂີ້ເຫຍື້ອ; ມັນສາມາດກູ້ຄືນ, ກອງ ແລະ ປະສົມກັບຜົງໃໝ່ໃນສ່ວນໜຶ່ງເພື່ອນໍາມາໃຊ້ຄືນ. ຜູ້ຜະລິດຂັ້ນສູງໄດ້ປັບປຸງວິທີການນີ້ ໂດຍບັນລຸອັດຕາການນໍາໃຊ້ວັດສະດຸຄືນໄດ້ເຖິງ 95% ຫຼື ສູງກວ່າ. ການນໍາໃຊ້ລະບົບວຽກງານປິດນີ້ ແມ່ນເປັນພື້ນຖານຂອງການຜະລິດໂດຍການເພີ່ມວັດສະດຸແບບຍືນຍົງ ແລະ ເປັນຄວາມສາມາດຫຼັກຂອງຜູ້ນໍາດ້ານນີ້ ເຊັ່ນ KYHE Tech. ມັນຊ່ວຍແກ້ໄຂບັນຫາດັ້ງເດີມຂອງການສູນເສຍວັດສະດຸ ແລະ ພ້ອມທັງປັບປຸງປະສິດທິພາບດ້ານຕົ້ນທຶນຂອງການຜະລິດໂດຍການເພີ່ມວັດສະດຸທີເຕນຽມ.
ການສ້າງ: ການກະກຽມເຄື່ອງພິມແລະການຄວບຄຸມພາລາມິເຕີ. ພາຍໃນເຄື່ອງພິມ, ຄວາມສຳເລັດຂຶ້ນກັບຊຸດຂອງພາລາມິເຕີທີ່ສັບຊ້ອນ: ພະລັງງານເລເຊີ, ຄວາມໄວຂອງການສແກນ, ຄວາມຫ່າງຂອງຮ່ອງ, ຄວາມຫນາຂອງຊັ້ນ, ແລະ ອື່ນໆ. ສິ່ງເຫຼົ່ານີ້ຖືກລວມເຂົ້າໃນ "ໂປຣໄຟລ໌ວັດສະດຸ". ການໃຊ້ໂປຣໄຟລ໌ທົ່ວໄປນັ້ນມີຄວາມສ່ຽງ. ພາລາມິເຕີທີ່ດີທີ່ສຸດຈະຕ້ອງຖືກປັບຢ່າງລະມັດລະວັງໃຫ້ເໝາະກັບລ໋ອດຜົງສະເພາະ, ໂດຍຄຳນຶງເຖິງຂະໜາດບໍລິສຸດ (PSD) ແລະ ລັກສະນະການໄຫຼຂອງມັນ. ການນຳໃຊ້ຜູ້ຊ່ຽວຊານດ້ານວິສະວະກຳການນຳໃຊ້ຈາກຜູ້ສະໜອງສາມາດຊ່ວຍຫຼຸດເວລາການພັດທະນາໄດ້ຢ່າງຫຼວງຫຼາຍ ແລະ ປ້ອງກັນການລົ້ມເຫຼວທີ່ມີຄ່າໃຊ້ຈ່າຍສູງ.
ຫຼັງຈາກການສ້າງ: ຂັ້ນຕອນການປຸງແຕ່ງຕໍ່ເນື່ອງທີ່ຈຳເປັນ. ເມື່ອການສ້າງສຳເລັດ, ຊິ້ນສ່ວນຈະຖືກຫຸ້ມຢູ່ພາຍໃນກ້ອນຂອງຜົງທີ່ຖືກສີດເຂົ້າກັນ. ຫຼັງຈາກການຖອນຜົງອອກ, ຍັງເຫຼືອຂັ້ນຕອນສຳຄັນອີກຫຼາຍຢ່າງ:
ການອົບເພື່ອຜ່ອນຄາຍຄວາມເຄັ່ງຕຶງ: ມັກຈະຈຳເປັນເພື່ອຜ່ອນຄາຍຄວາມເຄັ່ງຕຶງພາຍໃນ.
ການອັດແຮງຄວາມຮ້ອນແບບອິສໂທສະຕິກ (HIP): ເປັນມາດຕະຖານສຳລັບຊິ້ນສ່ວນທີ່ມີຄວາມໜາແໜ້ນສູງ, HIP ນຳໃຊ້ຄວາມຮ້ອນສູງ ແລະ ກົດແຮງແບບອິສໂທສະຕິກເພື່ອຂັດເສດຂົວຈຸລະພາກພາຍໃນອອກ, ຊ່ວຍຍືດອາຍຸການໃຊ້ງານຂອງຊິ້ນສ່ວນ ແລະ ຮັບປະກັນຄວາມໜາແໜ້ນ.
ການລຶບເສດຖານຮັບ ແລະ ການຂັດຜິວ: ຖານຮັບຖືກລຶບອອກ, ແລະ ຜິວຖືກຂັດດ້ວຍການກັດ, ຂັດ ຫຼື ພັດເພື່ອໃຫ້ໄດ້ມາດຕະຖານດ້ານຂະໜາດ ແລະ ຮູບລັກສະນະສຸດທ້າຍ.
ຂໍ້ດີດ້ານຍຸດທະສາດ: ການຄຸ້ມຄອງຕົ້ນທຶນ ແລະ ຄວາມຍືນຍົງ
ຕົ້ນທຶນທັງໝົດໃນການເປັນເຈົ້າຂອງເປັນເງື່ອນໄຂສຳຄັນສຳລັບການນຳໃຊ້ titanium AM. ໃນຂະນະທີ່ເມັດ titanium ເຄີຍມີລາຄາແພງມາກ່ອນ, ແຕ່ດ້ວຍການປະດິດສ້າງດ້ານເຕັກໂນໂລຢີກໍກຳລັງປ່ຽນແປງສະຖານະການນີ້. ຈຸດສຳຄັນແມ່ນປະສິດທິພາບຂອງຂະບວນການ—ຫຼຸດຜ່ອນຂີ້ເຫຍື້ອໃຫ້ໜ້ອຍທີ່ສຸດ ແລະ ເພີ່ມການນຳໃຊ້ເມັດຊ້ຳ.
ຄູ່ຮ່ວມງານທີ່ມີຮູບແບບການດຳເນີນງານແບບບູລິມະສິດ ແລະ ຍືນຍົງ ສາມາດສະເໜີຂໍ້ໄດ້ປຽບທີ່ໜ້າສົນໃຈ. ໂດຍການຜະສົມຜະສານການຜະລິດຜົງທີ່ມີຕົ້ນທຶນຕ່ຳ (ເຊັ່ນ: ລະບົບ DH-S® ຂອງ KYHE Tech, ທີ່ຖືກອອກແບບມາເພື່ອຫຼຸດຕົ້ນທຶນຜົງ) ຮ່ວມກັບການນຳໃຊ້ຊັບພະຍາກອນຄືນໃໝ່ທີ່ມີປະສິດທິພາບສູງເກີນ 95%, ສາມາດປັບປຸງໂຄງສ້າງຕົ້ນທຶນໂດຍລວມຂອງການຜະລິດເຕັກໂນໂລຢີ AM ດ້ວຍໂລຫະທີເຕນຽມໄດ້ຢ່າງຫຼວງຫຼາຍ. ວິທີການນີ້ບໍ່ພຽງແຕ່ຈະຊ່ວຍຫຼຸດຕົ້ນທຶນວັດສະດຸເທົ່ານັ້ນ, ແຕ່ຍັງຊ່ວຍຫຼຸດຜ່ອນຮ່ອງຮອຍດ້ານກາກບອນຢ່າງກະທັນຫັນ, ເຊິ່ງເຂົ້າກັນໄດ້ກັບເປົ້າໝາຍ ESG (ດ້ານສິ່ງແວດລ້ອມ, ສັງຄົມ ແລະ ການຄຸ້ມຄອງ) ຂອງບໍລິສັດ. ສິ່ງນີ້ເຮັດໃຫ້ການຜະລິດເຕັກໂນໂລຢີ AM ດ້ວຍໂລຫະທີເຕນຽມບໍ່ພຽງແຕ່ເປັນໄປໄດ້ດ້ານເຕັກນິກເທົ່ານັ້ນ, ແຕ່ຍັງເປັນທາງເລືອກທີ່ມີເຫດຜົນທາງດ້ານການຄ້າ ແລະ ຮັບຜິດຊອບຕໍ່ສິ່ງແວດລ້ອມ ສຳລັບອຸດສາຫະກຳຈຳນວນຫຼາຍ.
ການຮ່ວມມືເພື່ອຄວາມສຳເລັດ: ຈາກໂປຣໂທຕາຍບົດຮອດການຜະລິດທີ່ໄດ້ຮັບການຢັ້ງຢືນ
ການຂະຫຍາຍຂະໜາດການຜະລິດເຕັກໂນໂລຢີ AM ດ້ວຍໂລຫະທີເຕນຽມ ບໍ່ແມ່ນເລື່ອງງ່າຍທີ່ຈະເຮັດໄດ້ດ້ວຍຕົນເອງ. ການຮ່ວມມືກັບຜູ້ໃຫ້ບໍລິການແບບບູລິມະສິດສາມາດຊ່ວຍຫຼຸດຄວາມສ່ຽງໃນເສັ້ນທາງຈາກການຜະລິດໂປຣໂທຕາຍບົດໄປສູ່ການຜະລິດແບບຕໍ່ເນື່ອງ. ຄູ່ຮ່ວມງານທີ່ເໝາະສົມຄວນສະເໜີຫຼາຍກ່ວາພຽງແຕ່ຜົງ ຫຼື ບໍລິການການພິມ 3D.
ນີ້ລວມເຖິງການອອກແບບຮ່ວມກັນ ແລະ ການສະໜັບສະໜູນການອອກແບບສໍາລັບ AM (DfAM) ເພື່ອປັບປຸງຊິ້ນສ່ວນໃຫ້ເໝາະສຳລັບການຜະລິດ ແລະ ປະສິດທິພາບ, ເຊິ່ງມັກຈະຊ່ວຍໃຫ້ສາມາດລວມຊິ້ນສ່ວນໄດ້. ພວກເຂົາມີຄວາມຊໍານິຊໍານາງານດ້ານດ້ານເຕັກນິກເພື່ອແນະນໍາຂະບວນການທີ່ເໝາະສົມທີ່ສຸດ—ວ່າຈະເປັນ MIM ສໍາລັບຊິ້ນສ່ວນຂະໜາດນ້ອຍທີ່ຕ້ອງການຈໍານວນຫຼາຍ ຫຼື AM ສໍາລັບໂປຣໂທແທັກທີ່ສັບຊ້ອນ ແລະ ການຜະລິດປານກາງ—ພ້ອມທັງສາມາດພັດທະນາຂະບວນການພິມທີ່ຖືກຢັ້ງຢືນແລ້ວ. ນອກຈາກນັ້ນ, ພວກເຂົາຍັງສະໜອງຂະໜາດການຜະລິດໃນຂະດານອຸດສາຫະກໍາ ແລະ ການສະໜັບສະໜູນທົ່ວໂລກ. ຄູ່ຮ່ວມງານທີ່ມີຂະໜາດການຜະລິດຜົງຕໍ່ປີໃຫຍ່ (ຕົວຢ່າງ: >500T) ຈະຮັບປະກັນຄວາມໝັ້ນຄົງຂອງຫ່ວງສາງອຸປະກອນສໍາລັບໂຄງການຜະລິດ. ຂໍ້ເຂົ້າເຖິງເຄືອຂ່າຍທົ່ວໂລກ, ເຊັ່ນ KYHE Tech ທີ່ມີຢູ່ໃນຫຼາຍກວ່າ 60 ປະເທດ, ຊ່ວຍໃຫ້ການເຊື່ອມຕໍ່ກັບຫ່ວງສາງອຸປະກອນສາກົນເປັນໄປຢ່າງລຽບງ່າຍ ແລະ ສະໜອງການສະໜັບສະໜູນທ້ອງຖິ່ນທີ່ຈໍາເປັນ.

ສະຫຼຸບ: ການເປີດສິ່ງປະດິດສ້າງດ້ວຍພື້ນຖານທີ່ຖືກຕ້ອງ
ການນໍາໃຊ້ຜົງໂລຫະປະສົມທີເຕນຽມ ສໍາລັບການຜະລິດແບບເພີ່ມເຕີມແມ່ນເສັ້ນທາງທີ່ມີອໍານາດໃນການຜະລິດຊິ້ນສ່ວນທີ່ແຂງແຮງ, ເບົາ ແລະ ມີຄວາມຊັບຊ້ອນ. ການເຂົ້າໃຈຢ່າງເລິກເຊິ່ງເຖິງວິທະຍາສາດວັດສະດຸ ແລະ ເຕັກໂນໂລຊີການຜະລິດທີ່ກ່ຽວຂ້ອງ ແມ່ນຈໍາເປັນເພື່ອເຂົ້າໃຈຂະບວນການນີ້.
ທາງເດີນຂ້າງໜ້ານັ້ນຊັດເຈນ: ເລີ່ມຕົ້ນດ້ວຍຜົງທີເຕນຽມທີ່ມີຄຸນນະພາບສູງ ແລະ ຮູບກົມຈາກແຫຼ່ງທີ່ມີເຕັກໂນໂລຊີທີ່ທັນສະໄໝ. ເລືອກຂະບວນການ AM ທີ່ເໝາະສົມທີ່ສຸດກັບຄວາມຕ້ອງການດ້ານການປະຕິບັດງານຂອງຊິ້ນສ່ວນຂອງທ່ານ. ເຂົ້າໃຈຂະບວນການທັງໝົດຢ່າງມີປະສິດທິພາບ, ລວມທັງການຈັດການຢ່າງປອດໄພ, ຂັ້ນຕອນການປຸງແຕ່ງຕໍ່ເນື່ອງທີ່ຈໍາເປັນ, ແລະ ກົນໄກການຈັດການຜົງແບບວົງຈອນປິດ. ສຸດທ້າຍ, ປະເມີນຄຸນຄ່າແບບຍຸດທະສາດຂອງການຮ່ວມມືທີ່ປະສົມປະສານເຕັກໂນໂລຊີຜົງຂັ້ນສູງ, ການດໍາເນີນງານແບບວົງຈອນປິດທີ່ຍືນຍົງ, ແລະ ຄວາມຊໍານິຊໍານານດ້ານວິສະວະກໍາທີ່ເໝາະສົມກັບການນໍາໃຊ້.
ໂດຍການປະຕິບັດຕາມວິທີການນີ້ ແລະຮ່ວມມືກັບຜູ້ບຸກເບີກທີ່ ກໍາ ລັງເພີ່ມປະສິດທິພາບທາງດ້ານເສດຖະກິດຂອງ titanium ເຊັ່ນ KYHE Tech ດ້ວຍການສຸມໃສ່ DH-S® ຝຸ່ນທີ່ເປັນມິດກັບສິ່ງແວດລ້ອມແລະການແກ້ໄຂການຜະລິດທີ່ມີປະສິດທິພາບ, ທ່ານສາມາດເປີດຕົວທ່າແຮງຂອງການຜະລິດ titanium additive ນີ້ເຮັດໃຫ້ທ່ານສາມາດກ້າວໄປຂ້າງລຸ່ມຕົ້ນແບບໄປຫາສ່ວນປະກອບທີ່ກຽມພ້ອມ ສໍາ ລັບການຜະລິດ, ຮັບປະກັນຄວາມສາມາດໃນການແຂ່ງຂັນທີ່ຕັດສິນໃຈໃນຕະຫຼາດ.
