
Ако работите с титанови сплави в областта на 3D печатането, вероятно сте чували едно и също нещо отново и отново: истинските постижения настъпват, когато комбинирате интелигентно проектиране с подходящи характеристики на праха. Едно е да притежавате машина, способна да печата сложни геометрии, но съвсем друго предизвикателство е да проектирате детайл, който напълно използва уникалните възможности на лазерното спечатване в прахова легла или топенето с електронен лъч. Когато говорим за материали като титановата сплав Ti6Al4V, имаме предвид надеждна сплав, която е изключително здрава и демонстрира отлична биосъвместимост, но е известна с това, че е изключително трудна за обработка, ако не се планира предварително. Тук именно концепцията за проектиране за адитивно производство (DfAM) става съществена, особено чрез прилагането на топологична оптимизация. Макар терминът да звучи технически, принципът е прост: материалът се разполага строго там, където физиката на пътя на натоварването го изисква, и се премахва навсякъде другаде.
Защо Ti6Al4V изисква уникален подход към проектирането
Ti6Al4V не е нито евтин, нито лек като алуминия. Плътността му е осязаема, но това се компенсира от превъзходните му механични характеристики и корозионна устойчивост. Следователно той е основен материал в аерокосмическата индустрия и напредналата медицинска технология и се използва в приложения като компоненти за заместване на ортопедични стави и структурни импланти. Въпреки това, ако дизайнерът вземе стандартна CAD-модел, предназначена за субтрактивно производство (CNC-фрезоване), и просто я въведе в метален принтер, използващ прах от Ti6Al4V, значителна част от потенциалната стойност остава нереализирана. Детайлът има излишна маса и, по-критично, натрупва избягваеми термични напрежения по време на процеса на изграждане.
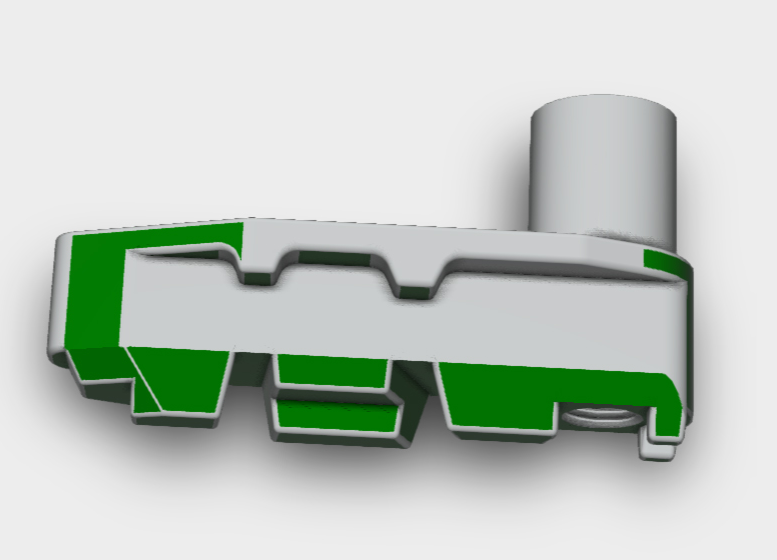
Адитивното производство и топологичната оптимизация разкриват потенциала за изработване на сложни компоненти, които преди десет години бяха немислими. Целта е намаляване на масата, но това е прецизен вид загуба на тегло: премахване на неефективността при едновременно усилване на конкретните пътища, които поемат механичните натоварвания.
Предизвикателството се крие в непримиримия характер на материала. Ti6Al4V проявява висока стивост и склонност към запазване на остатъчни напрежения. Ако се извърши обща топологична оптимизация без отчитане на ограниченията за минималния размер на елементите или на изискването за изваждане на праха от вътрешните канали, получената геометрия — макар и визуално впечатляваща на екрана — ще представлява практически кошмар за печатане и почистване. При проектирането за адитивно производство с Ti6Al4V трябва да се има предвид целият жизнен цикъл на детайла — от момента, в който разглаждащото лостче разпръсва праха, до окончателното отделяне на детайла от платформата за изграждане.
Управление на нависналите участъци и подпорните структури
Един от първите принципи, научени в областта на адитивното производство на метали, е, че физическите сили продължават да действат в пълен обем независимо от източника на топлина. Течният сплав Ti6Al4V е както плътен, така и горещ. Опитът да се отпечата плоска, хоризонтална конзола без достатъчна подкрепа неизбежно води до провисване, усукване или провал на процеса на изграждане. Следователно ъглите на конзолите трябва да бъдат основно ограничение във всяка стратегия за топологична оптимизация. Надежден ориентировъчен принцип е да се поддържат ъглите на елементите не по-малки от четиридесет и пет градуса спрямо платформата за изграждане.
Ако софтуерът за оптимизация генерира органична форма, съдържаща неподдържана хоризонтална площадка, дизайнерът трябва да намеси, за да модифицира геометрията или да наложи строги ограничения за ъгли на конзоли в рамките на решателя. Целта е да се максимизира дялът на самоподдържаща се геометрия. Минимизирането на контактните точки на подпорите е от съществено значение, тъй като подпорите водят до разходи за материали, изискват трудоемко премахване и оставят грапави повърхностни дефекти, които изискват последваща обработка.
Настоящите изследвания се насочват към определяне на оптималното разстояние между точките за закрепване на подпори специално за тази сплав. Целта е да се установи максималното допустимо разстояние между зъбите на подпората, преди конзолата да започне да се деформира. Чрез прецизна настройка на тези параметри употребата на материал за подпори може значително да се намали. За компонент от Ti6Al4V, предназначен за високопроизводително медицинско устройство или приложение в роботика, цялостността на повърхностите на вътрешните канали е от решаващо значение. Неподвижни остатъци от прах, задържани в решетъчна структура, или крехки остатъци от подпори, които по-късно биха могли да се отделят, са неприемливи. Конструкцията трябва от самото начало да предвижда и да осигурява възможност за окончателно почистване и валидиране.
Решетъчни структури: Подобряване на твърдостта при намаляване на масата
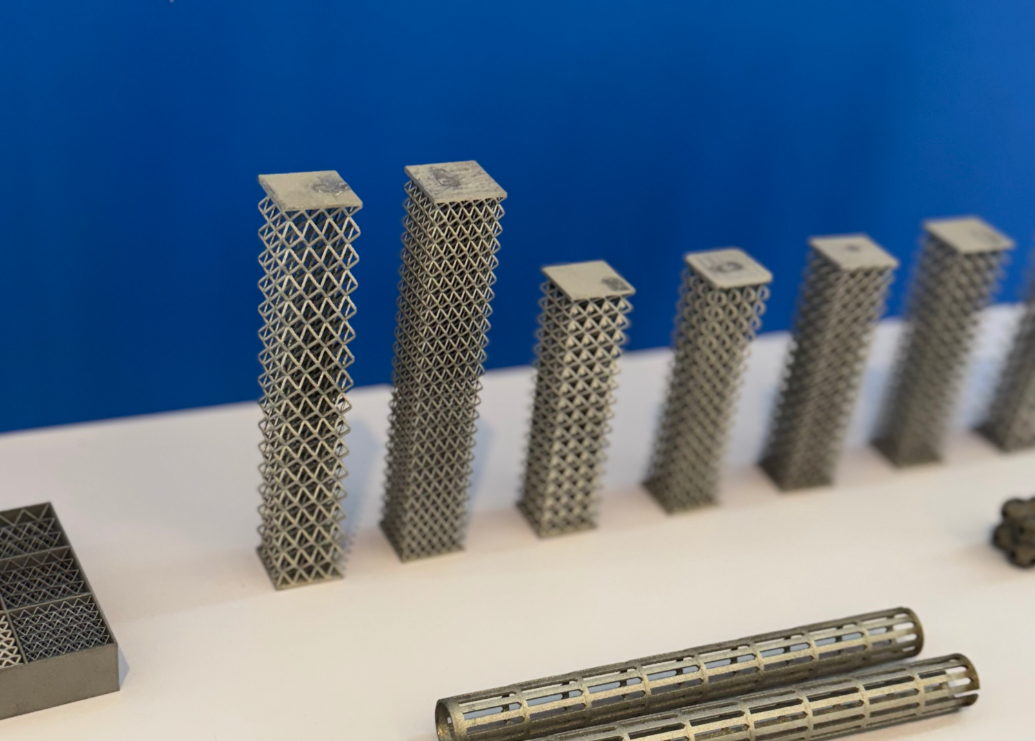
Ако топологичната оптимизация определя общите контури на конструкцията, решетъчните структури осигуряват финото детайлиране. При работа със сплавта Ti6Al4V просто изпразването на цялостна секция често е недостатъчно, за да се запази зададената дебелина на стените и общата устойчивост. Тук на помощ идват елементарните клетки — повтарящи се микроструктури, като например телесно-центрирана кубична или гиroidна подредба, които запълват вътрешния обем. Забележително е колко голяма структурна здравина може да се запази, докато масата на компонента се намали с петдесет процента или повече чрез стратегично заместване на цялостни блокове с проектирани решетъчни структури.
Помислете за механичен предавателен елемент, като например зъбчато колело. Скорошни проучвания са показали, че замяната на масивното тяло на стандартно цилиндрично зъбчато колело с решетъчна клетъчна структура от сплавта Ti6Al4V води до значителни предимства. Като използват софтуер за топологична оптимизация, за да определят къде са необходими плътни възлови връзки и къде прътите могат да бъдат изтънени, изследователите постигнаха нещо повече от просто по-леко зъбчато колело. Компонентът прояви променена динамична производителност под товар, тъй като решетъчната структура допринесе за гасене на вибрациите. Това вторично предимство се проявява само когато детайлите се проектират като инженерни архитектури, а не като масивни заготовки.
В автомобилната и транспортната сфера този подход става незаменим за компоненти като спирачни калибри или ръкави на подвеската. Комбинирането на топологична оптимизация с решетъчен пълнеж намалява както неподвижната маса, така и инерционния момент при въртене. Механичните свойства на Ti6Al4V, произведен чрез топене с електронен лъч или фузионно спечатване с лазерен прашков слой, са сравними с тези на деформиран (кован) материал, което гарантира еквивалентна издръжливост при само част от входящия материал. Този подход изисква фундаментална промяна във възприемането — вътрешността на детайла се третира като обем, подлежащ на проектиране, а не просто като цялостно запълване.
Софтуерният работен процес, който позволява сложните геометрии
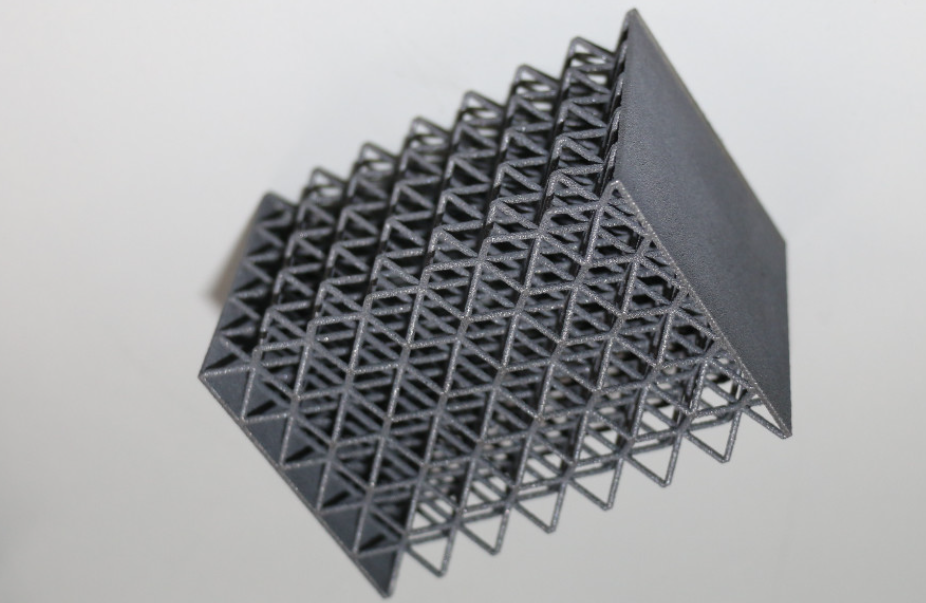
Постигането на такъв органичен, тегло-ефективен геометричен дизайн не е възможно само чрез традиционно параметрично моделиране. Това изисква специализиран набор от инструменти, способни да обработват имплицитни геометрии. Платформите, проектирани за напреднало изчислително проектиране, позволяват на инженерите да работят с полета и уравнения, а не просто да чертаят твърди тела и да прилагат резове. Например, при разработването на медицински имплантат, като компонент за коленно протезиране, тези инструменти осигуряват топологична оптимизация, при която плътността на решетката се варира в рамките на феморалната структура въз основа на карти на напреженията от анализ чрез метода на крайните елементи (МКЕ).
В областите с висока концентрация на напрежение около точките на свързване решетъчните греди се усилват. Обратно, в областите с ниско напрежение гредите се намаляват до минималната жизнеспособна дебелина. Този метод на проектиране, базиран на градиент, е идеално подходящ за сплавта Ti6Al4V, тъй като отразява действителната линия на товарене с висока прецизност. Първоначалният резултат от решателя често изглежда като сложна, органична мрежа, която представя оптималното разпределение на масата.
Истинското умение в DfAM (проектиране за адитивно производство) се състои в усъвършенстването на тази мрежа. Повърхностите трябва да бъдат изгладени, за да се предотврати турбулентността или нарушаването на потока в инертната газова среда на работната камера. Специализираните доставчици на услуги за финиш обработки знаят, че грапавата, директно отпечатана повърхност на Ti6Al4V може да действа като фокусна точка за концентрация на напрежения и потенциално начало на корозия. Чрез усъвършенстване на кривината на оптимизираната мрежа преди печатането се намалява значително необходимият следващ труд за полирване и повърхностна обработка, което гарантира, че детайлът отговаря на строгите допускови спецификации.
Освен това е задължително да се провери дали дизайна не съдържа скрити кухини, в които прахът може да се задържи завинаги. Този ниво на производствена осъществимост изисква дълбоко разбиране както на алгоритмичната логика, така и на физическите динамики на топлинната вана.
Влиянието на термодинамиката върху окончателната геометрия
Тънък, но значим враг при металното печатане, който често се пренебрегва по време на статичния анализ на напреженията, е термичният контрол. Топенето на Ti6Al4V с концентриран източник на енергия включва внасяне на огромно количество енергия в микроскопична област. Последващото бързо охлаждане поражда сложна вътрешна напрегнатост, известна като остатъчно напрежение. Ако частта, оптимизирана по топология, има масивно напречно сечение, съседно на изключително тънка решетка, резултиращият термичен градиент вероятно ще предизвика деформация по време на изграждането или, в тежки случаи, ще повреди механизма за разравняване.
Следователно, напредналите инструменти за симулация сега интегрират термичната физика директно в цикъла на оптимизацията, анализирайки контрола върху прегряването по време на процеса на спояване. Това означава, че абсолютно най-леката форма, предсказана единствено от чистата механика, може да не е най-устойчивата стратегия за печатане. Дизайнерът може да се наложи стратегически да възстанови материал или да включи елементи за термичен мениджмънт, за да регулира температурата на топената вана. Това е деликатен баланс между постигането на механични цели и осигуряването на термична стабилност. Когато това равновесие се постигне, намаляването на вътрешното напрежение понякога може да отмени необходимостта от скъп цикъл на горещо изостатично пресоване, което води до значителна спестяване на време и разходи.

Разширяване на хоризонтите на производимия дизайн
В бъдеще методологията за проектиране на компоненти от сплав Ti6Al4V ще продължи да се развива и да става все по-съвършена. Индустрията преминава от статични товарни случаи към проекти, оптимизирани за конкретни честоти на вибрации или устойчивост при удар. Устойчивостта също води значителни промени в тази област. Тъй като прахът от Ti6Al4V е ценен ресурс, чиято производство изисква много енергия, минимизирането на отпадъците е от решаващо значение. Чрез използване на топологична оптимизация за производството на по-леки и по-малки части, потреблението на прах за всяка задача се намалява по своята същност. С напредването на технологиите за рециклиране на прах и стандартизирането на сертифицирането, визията за високопроизводителни титанови компоненти, които не само са по-леки и по-здрави, но и по-екологично устойчиви в сравнение с техните ковани или лити аналоги, става осезаема реалност.
Намираме се във възбудителен етап, когато основното ограничение вече не е самото хардуерно оснащение, а по-скоро творческият потенциал на дизайнера при разпределението на материала и неговото разбиране на сложното взаимодействие между източника на енергия, леглото от прах и променящата се геометрия. Овладяването на това взаимодействие е ключът към разкриване на пълния потенциал на сплавта Ti6Al4V в епохата на адитивното производство.
Съдържание
- Защо Ti6Al4V изисква уникален подход към проектирането
- Управление на нависналите участъци и подпорните структури
- Решетъчни структури: Подобряване на твърдостта при намаляване на масата
- Софтуерният работен процес, който позволява сложните геометрии
- Влиянието на термодинамиката върху окончателната геометрия
- Разширяване на хоризонтите на производимия дизайн
