
Если вы работаете со сплавами титана в области аддитивного производства, то, вероятно, неоднократно слышали одно и то же: настоящие прорывы происходят тогда, когда интеллектуальный дизайн сочетается с подходящими характеристиками порошка. Иметь машину, способную печатать сложные геометрии, — это одно, но совершенно иная задача — спроектировать деталь, которая в полной мере использует уникальные возможности лазерного плавления в порошковой ванне или электронно-лучевого плавления. Говоря о материалах, таких как титановый сплав Ti6Al4V, мы имеем в виду универсальный сплав, обладающий исключительной прочностью и превосходной биосовместимостью, однако он известен своей сложностью в обработке, если не продумать процесс заранее. Именно здесь ключевую роль играет концепция проектирования с учётом особенностей аддитивного производства (DfAM), в частности применение топологической оптимизации. Хотя термин звучит технически, его суть проста: материал размещается строго там, где этого требуют физические законы распределения нагрузки, а во всех остальных местах он удаляется.
Почему для Ti6Al4V требуется уникальный подход к проектированию
Ti6Al4V — это ни недорогой, ни лёгкий в той же степени, что и алюминий, материал. Его плотность ощутима, однако это компенсируется превосходными механическими характеристиками и коррозионной стойкостью. Вследствие этого он является основным конструкционным материалом в аэрокосмической отрасли и передовых медицинских технологиях и применяется, например, в компонентах эндопротезов суставов и структурных имплантатах. Однако если конструктор возьмёт стандартную CAD-модель, предназначенную для субтрактивного производства (обработки на станках с ЧПУ), и просто загрузит её в металлический 3D-принтер, используя порошок Ti6Al4V, значительная часть потенциальной ценности останется нереализованной. Деталь будет обладать избыточной массой, а ещё важнее — в процессе печати в ней будут накапливаться предотвратимые термические напряжения.
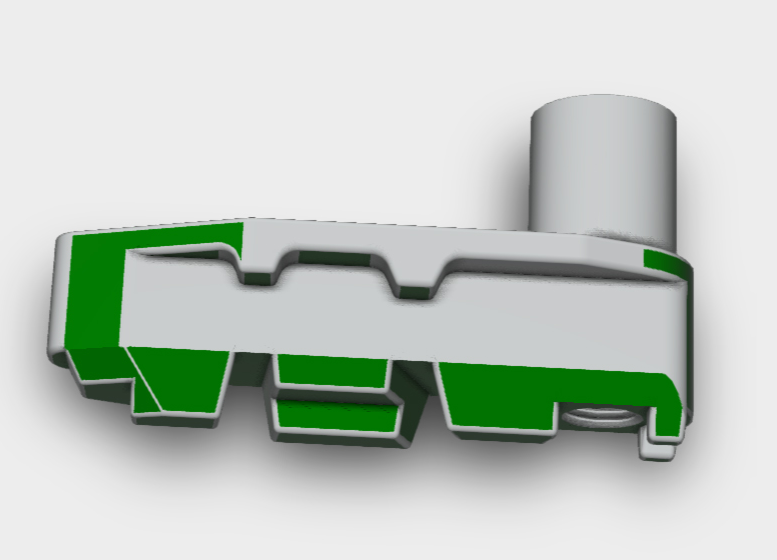
Аддитивное производство и топологическая оптимизация раскрывают потенциал изготовления сложных компонентов, которые ещё десять лет назад считались немыслимыми. Цель — снижение массы, однако это целенаправленная «потеря веса»: устранение неэффективных участков при одновременном усилении конкретных путей передачи механических нагрузок.
Сложность заключается в непрощающем характере материала. Сплав Ti6Al4V обладает высокой жёсткостью и склонен к сохранению остаточных напряжений. Если провести типовое исследование топологической оптимизации без учёта ограничений на минимальный размер элементов или требования к удалению порошка из внутренних каналов, полученная геометрия — хотя и выглядит впечатляюще на мониторе — станет практически нереализуемой с точки зрения печати и последующей очистки. При проектировании деталей для аддитивного производства из сплава Ti6Al4V необходимо учитывать весь жизненный цикл изделия: от момента, когда ракельное лезвие распределяет порошок, до окончательного отделения детали от платформы построения.
Управление свесами и опорными структурами
Одним из первых принципов, изучаемых при аддитивном производстве металлов, является то, что физические силы сохраняют полное действие независимо от источника тепла. Расплавленный сплав Ti6Al4V обладает как высокой плотностью, так и высокой температурой. Попытка напечатать плоскую горизонтальную консоль без достаточной опоры неизбежно приведёт к провисанию, заворачиванию краёв или отказу процесса построения. Поэтому углы нависания должны быть основным ограничением в любой стратегии топологической оптимизации. Надёжным ориентиром является поддержание углов элементов не менее сорока пяти градусов относительно платформы построения.
Если программное обеспечение оптимизации создаёт органическую форму с неподдерживаемой горизонтальной полкой, проектировщик должен вмешаться, чтобы скорректировать геометрию или задать в решателе строгие ограничения по углам нависания. Цель состоит в том, чтобы максимизировать долю самоподдерживающейся геометрии. Минимизация точек контакта опор имеет решающее значение, поскольку опорные структуры увеличивают расход материала, требуют трудоёмкого удаления и оставляют на поверхности шероховатые следы, требующие последующей обработки.
Современные исследования сосредоточены на определении оптимального расстояния между точками крепления опор именно для этого сплава. Цель состоит в том, чтобы установить максимально допустимое расстояние между опорными зубьями до начала деформации свеса. Тонкая настройка этих параметров позволяет значительно сократить расход материала на опорные структуры. Для компонента из сплава Ti6Al4V, предназначенного для высокопроизводительного медицинского устройства или робототехнического применения, целостность поверхностей внутренних каналов имеет решающее значение. Недопустимо наличие остатков свободного порошка внутри решётчатой структуры или хрупких остатков опор, которые могут отсоединиться в дальнейшем. Конструкция должна изначально предусматривать этапы окончательной очистки и валидации.
Решётчатые структуры: повышение жёсткости при одновременном снижении массы
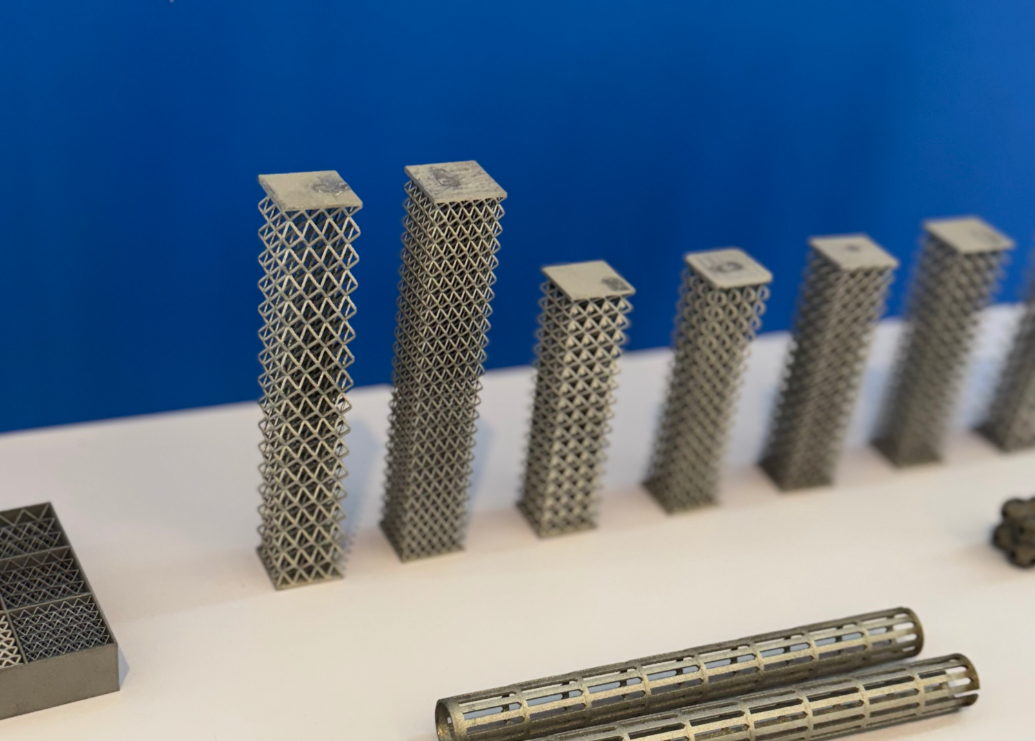
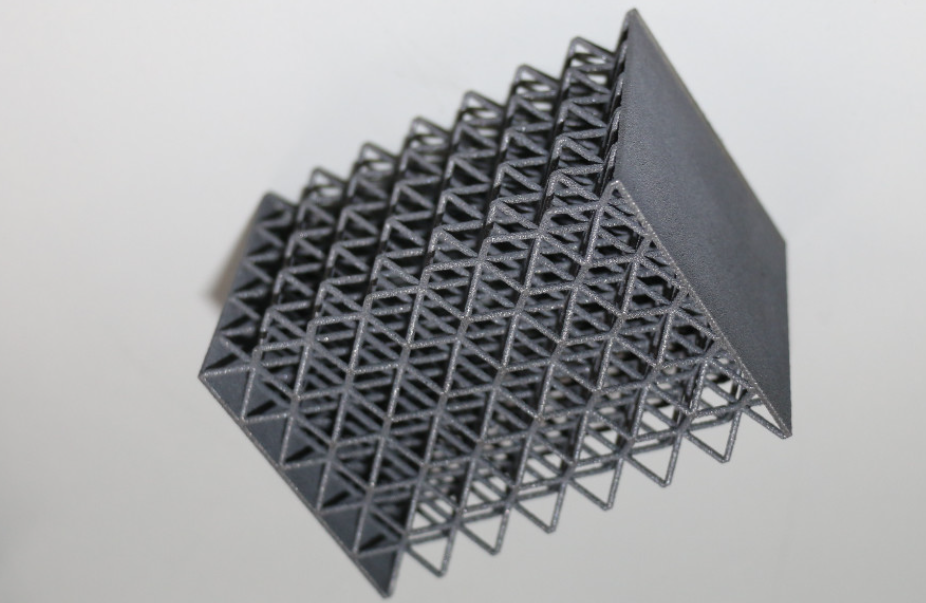
Если топологическая оптимизация определяет общие контуры конструкции, то решётчатые структуры обеспечивают детальную проработку. При работе с титановым сплавом Ti6Al4V простое полое исполнение массивного участка зачастую недостаточно для обеспечения требуемой толщины стенок и общей жёсткости. Именно здесь на помощь приходят элементарные ячейки — повторяющиеся микроструктуры, такие как объёмно-центрированно-кубические или гиroidные (гиroidные) упорядочения, — которые заполняют внутренний объём детали. Впечатляет, насколько высокую структурную прочность удаётся сохранить, одновременно сократив массу компонента на пятьдесят процентов и более за счёт целенаправленной замены массивных участков инженерными решётками.
Рассмотрим механический элемент трансмиссии, например зубчатое колесо. Недавние исследования показали, что замена сплошного тела стандартного прямозубого колеса решётчатой ячеистой структурой из сплава Ti6Al4V даёт существенные преимущества. С помощью программного обеспечения топологической оптимизации, позволяющего определить, где требуются плотные узловые соединения, а где можно уменьшить толщину распорок, исследователи добились не только снижения массы зубчатого колеса. Компонент продемонстрировал изменённые динамические характеристики под нагрузкой, поскольку решётчатая структура способствовала гашению вибраций. Это вторичное преимущество проявляется лишь тогда, когда детали проектируются как инженерные архитектуры, а не как сплошные заготовки.
В автомобильной и транспортной отраслях такой подход становится незаменимым для компонентов, таких как суппорты тормозных механизмов или рычаги подвески. Комбинирование топологической оптимизации с решётчатым заполнением позволяет одновременно снизить неподрессоренную массу и момент инерции вращения. Механические свойства сплава Ti6Al4V, полученного методом плавления электронным лучом или лазерного спекания порошковой «подушки», сопоставимы со свойствами деформированного (кованого/прокатанного) материала, что обеспечивает эквивалентную долговечность при использовании лишь доли исходного объёма материала. Такой подход требует принципиального изменения взгляда на проектирование: внутренний объём детали рассматривается как проектируемая область, а не просто как сплошное заполнение.
Программный рабочий процесс, обеспечивающий создание сложных геометрий
Достичь такого уровня органичной геометрии с минимальным весом невозможно только с помощью традиционного параметрического моделирования. Для этого требуются специализированные инструменты, способные обрабатывать неявные геометрии. Платформы, предназначенные для передового вычислительного проектирования, позволяют инженерам работать с полями и уравнениями, а не просто создавать эскизы твёрдых тел и применять к ним операции вырезания. Например, при разработке медицинского импланта, такого как компонент коленного протеза, эти инструменты обеспечивают топологическую оптимизацию, при которой плотность решётчатой структуры варьируется внутри бедренной части на основе карт напряжений, полученных методом конечных элементов (МКЭ).
В зонах высокой концентрации напряжений вблизи точек соединения решетчатые стержни утолщаются. Напротив, в зонах низких напряжений толщина стержней уменьшается до минимально допустимой. Такая методология проектирования с градиентным изменением параметров идеально подходит для сплава Ti6Al4V, поскольку она с высокой точностью воспроизводит реальную линию передачи нагрузки. Первоначальный результат, полученный от решателя, зачастую представляет собой сложную органическую сетку, отражающую оптимальное распределение массы.
Настоящая экспертиза в области проектирования для аддитивного производства (DfAM) заключается в доработке этой сетки. Поверхности необходимо выровнять, чтобы предотвратить возникновение турбулентности или нарушения потока в инертной газовой среде камеры построения. Специализированные поставщики услуг отделки понимают, что шероховатая поверхность, оставшаяся после печати, на сплаве Ti6Al4V может стать местом концентрации напряжений и инициирования коррозии. Доработка кривизны оптимизированной сетки до начала печати значительно сокращает объём последующих операций полировки и обработки поверхности, обеспечивая соответствие детали строгим допускам.
Кроме того, необходимо обязательно убедиться, что в конструкции отсутствуют скрытые полости, в которых порошок может навсегда задержаться. Достижение такого уровня технологичности требует глубокого понимания как алгоритмической логики, так и физических особенностей поведения расплавленной зоны.
Влияние тепловых процессов на конечную геометрию
Тонкий, но существенный фактор, с которым сталкиваются при металлической печати и который зачастую упускают из виду при статическом анализе напряжений, — это управление тепловыми процессами. Плавление сплава Ti6Al4V с помощью концентрированного источника энергии предполагает ввод огромного количества энергии в микроскопическую область. Последующее быстрое охлаждение создаёт сложное внутреннее поле напряжений, известное как остаточные напряжения. Если в топологически оптимизированной детали массивное поперечное сечение расположено рядом с чрезвычайно тонкой стенкой, возникающий температурный градиент, скорее всего, вызовет коробление в процессе построения или, в крайних случаях, приведёт к повреждению механизма распределения порошка.
Следовательно, современные инструменты моделирования теперь напрямую интегрируют тепловую физику в цикл оптимизации, анализируя контроль перегрева в процессе плавления. Это означает, что абсолютно наиболее лёгкая форма, предсказанная исключительно с точки зрения механики, может оказаться не самой надёжной стратегией печати. Конструктору может потребоваться целенаправленно восстановить материал или включить элементы теплового управления для регулирования температуры расплавленной ванны. Это тонкое равновесие между достижением механических требований и обеспечением тепловой стабильности. При достижении такого равновесия снижение внутренних напряжений иногда позволяет отказаться от дорогостоящего цикла горячего изостатического прессования, что приводит к существенной экономии времени и затрат.

Расширение границ проектируемых изделий, пригодных для производства
В перспективе методология проектирования компонентов из сплава Ti6Al4V будет и далее совершенствоваться. Отрасль переходит от расчётов на статические нагрузки к проектированию, оптимизированному под конкретные частоты вибрации или устойчивость к ударным воздействиям. Устойчивое развитие также становится важнейшим драйвером изменений в этой области. Поскольку порошок Ti6Al4V представляет собой ценный и энергоёмкий ресурс, минимизация отходов приобретает критическое значение. Использование топологической оптимизации для изготовления более лёгких и компактных деталей напрямую снижает расход порошка на каждую операцию. По мере совершенствования технологий повторного использования порошка и стандартов его сертификации концепция высокопроизводительных титановых компонентов, которые одновременно легче, прочнее и экологичнее своих аналогов, полученных ковкой или литьём, превращается в осязаемую реальность.
Мы находимся на захватывающем этапе, когда основное ограничение уже не само по себе аппаратное обеспечение, а скорее творческий потенциал конструктора в распределении материалов и его понимание сложного взаимодействия между источником энергии, слоем порошка и изменяющейся геометрией. Освоение этого взаимодействия является ключом к раскрытию всего потенциала сплава Ti6Al4V в эпоху аддитивного производства.
Содержание
- Почему для Ti6Al4V требуется уникальный подход к проектированию
- Управление свесами и опорными структурами
- Решётчатые структуры: повышение жёсткости при одновременном снижении массы
- Программный рабочий процесс, обеспечивающий создание сложных геометрий
- Влияние тепловых процессов на конечную геометрию
- Расширение границ проектируемых изделий, пригодных для производства
