
Wenn Sie im Bereich des 3D-Drucks mit Titanlegierungen arbeiten, haben Sie wahrscheinlich immer wieder dasselbe gehört: Die eigentlichen Fortschritte entstehen, wenn man intelligentes Design mit den geeigneten Pulvereigenschaften kombiniert. Es ist eine Sache, über eine Maschine zu verfügen, die komplexe Geometrien drucken kann; eine völlig andere Herausforderung jedoch ist es, ein Bauteil so zu konstruieren, dass es die einzigartigen Fähigkeiten der Laser-Pulverbett-Schmelztechnik oder der Elektronenstrahl-Schmelztechnik vollständig ausschöpft. Wenn wir von Materialien wie der Titanlegierung Ti6Al4V sprechen, beziehen wir uns auf eine bewährte Legierung, die außerordentlich fest ist und hervorragende Biokompatibilität aufweist – gleichzeitig ist sie jedoch berüchtigt dafür, äußerst schwierig zu verarbeiten zu sein, falls man nicht bereits im Vorfeld sorgfältig plant. Hier kommt das Konzept des „Designing for Additive Manufacturing“ (DfAM) ins Spiel, insbesondere durch den Einsatz der Topologieoptimierung. Obwohl der Begriff technisch klingt, ist das zugrundeliegende Prinzip einfach: Material wird ausschließlich dort platziert, wo es physikalisch durch den Lastpfad erforderlich ist, und an allen anderen Stellen wird es gezielt entfernt.
Warum Ti6Al4V einen einzigartigen Konstruktionsansatz erfordert
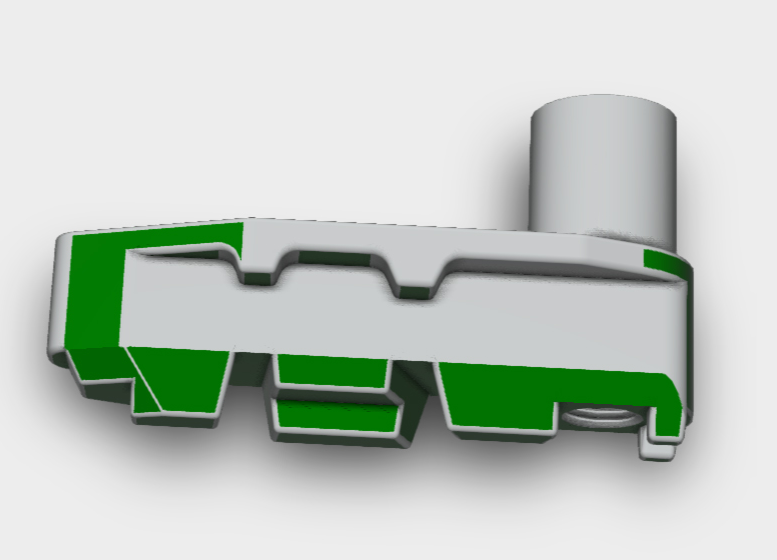
Ti6Al4V ist weder kostengünstig noch leicht im Vergleich zu Aluminium. Seine Dichte ist spürbar, doch dies wird durch seine überlegene mechanische Leistungsfähigkeit und Korrosionsbeständigkeit ausgeglichen. Daher ist es ein Standardwerkstoff im Luft- und Raumfahrtsektor sowie in der fortschrittlichen Medizintechnik und kommt beispielsweise bei orthopädischen Gelenkersatzkomponenten und strukturellen Implantaten zum Einsatz. Wenn jedoch ein Konstrukteur ein herkömmliches CAD-Modell, das für subtraktive Fertigung (CNC-Bearbeitung) vorgesehen ist, einfach in einen Metall-3D-Drucker mit Ti6Al4V-Pulver eingibt, bleibt erheblicher Mehrwert ungenutzt. Das Bauteil weist unnötige Masse auf und – noch kritischer – akkumuliert während des Druckprozesses vermeidbare thermische Spannungen.
Additive Fertigung und Topologieoptimierung erschließen das Potenzial, komplexe Komponenten herzustellen, die vor zehn Jahren noch undenkbar waren. Das Ziel ist die Massereduktion, doch es handelt sich um eine präzise Form der Gewichtsreduktion: Es werden ineffiziente Bereiche entfernt, während gezielt die spezifischen Lastpfade verstärkt werden, die mechanische Belastungen aufnehmen.
Die Herausforderung liegt in der unerbittlichen Natur des Materials. Ti6Al4V weist eine hohe Steifigkeit und eine Neigung zur Speicherung von Restspannungen auf. Wird eine generische Topologieoptimierung ohne Berücksichtigung von Mindestmerkmalsgrößen oder der Anforderung an die Entfernung von Pulver aus internen Kanälen durchgeführt, führt die resultierende Geometrie – trotz beeindruckender Darstellung auf dem Monitor – zu erheblichen praktischen Schwierigkeiten beim Druck und bei der Nachbearbeitung. Bei der Konstruktion für die additive Fertigung mit Ti6Al4V muss der gesamte Lebenszyklus des Bauteils berücksichtigt werden: vom Moment, in dem die Beschichterklinge das Pulver verteilt, bis zur endgültigen Trennung vom Bauplate.
Verwaltung von Überhängen und Stützstrukturen
Eines der ersten Prinzipien, die beim additiven Metallverfahren gelernt werden, ist, dass physikalische Kräfte unabhängig von der Wärmequelle voll wirksam bleiben. Geschmolzenes Ti6Al4V ist sowohl dicht als auch heiß. Der Versuch, eine flache, horizontale Überstandskante ohne ausreichende Stützstruktur zu drucken, führt zwangsläufig zu Durchhängen, Verziehen oder einem Druckfehler. Daher müssen Überstandswinkel eine zentrale Einschränkung in jeder Topologieoptimierungsstrategie darstellen. Eine zuverlässige Richtlinie besteht darin, die Winkel der Merkmale auf mindestens fünfundvierzig Grad relativ zur Bauplattform einzustellen.
Falls die Optimierungssoftware eine organische Form erzeugt, die eine nicht gestützte horizontale Ablagefläche enthält, muss der Konstrukteur eingreifen, um die Geometrie anzupassen oder strenge Überstandseinschränkungen innerhalb des Solvers durchzusetzen. Ziel ist es, den Anteil selbsttragender Geometrie zu maximieren. Die Minimierung der Stützkontaktpunkte ist entscheidend, da Stützstrukturen Materialkosten verursachen, aufwendig manuell entfernt werden müssen und rauhe Oberflächenartefakte hinterlassen, die einer Nachbearbeitung bedürfen.
Aktuelle Forschung beschäftigt sich mit dem optimalen Abstand der Stützverbindungspunkte speziell für diese Legierung. Ziel ist es, den maximal zulässigen Abstand zwischen den Stützzähnen zu ermitteln, bevor die Überstandsbereiche zu verformen beginnen. Durch eine Feinabstimmung dieser Parameter kann der Materialverbrauch für Stützstrukturen deutlich reduziert werden. Für eine Ti6Al4V-Komponente, die für ein Hochleistungsmedizinprodukt oder eine Robotikanwendung vorgesehen ist, ist die Integrität der Innenkanaloberflächen entscheidend. Locker im Gitter eingeschlossenes Pulver oder spröde Reste von Stützstrukturen, die später abbrechen könnten, sind unzulässig. Das Design muss von Anfang an die abschließenden Reinigungs- und Validierungsschritte berücksichtigen.
Gitterstrukturen: Steigerung der Steifigkeit bei gleichzeitiger Massereduktion
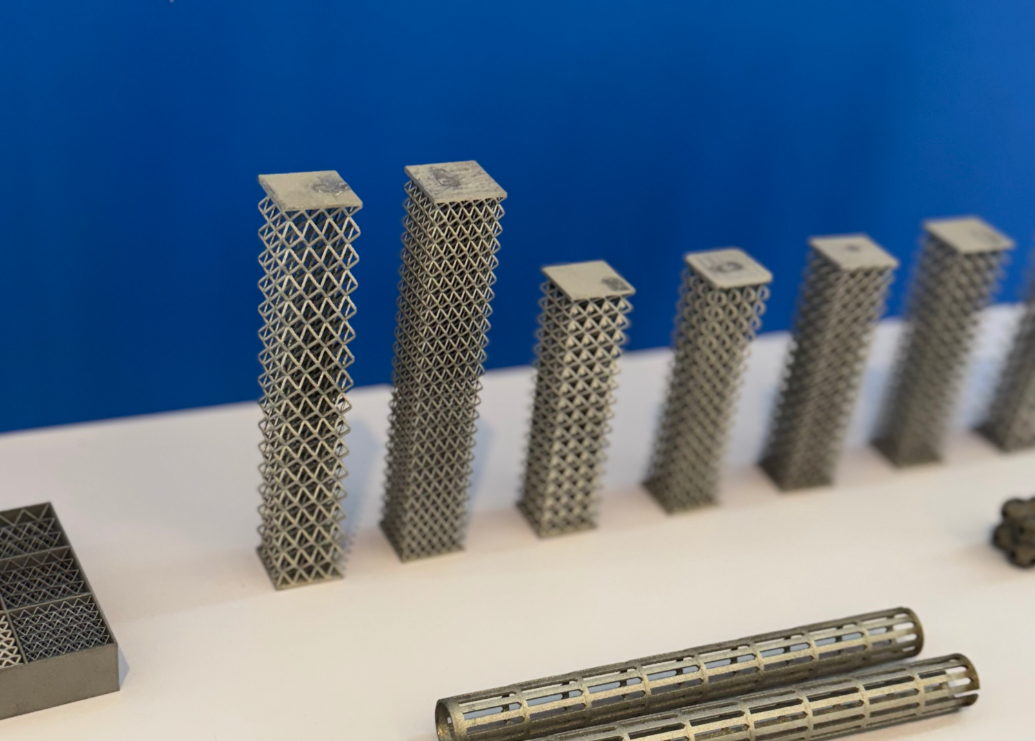
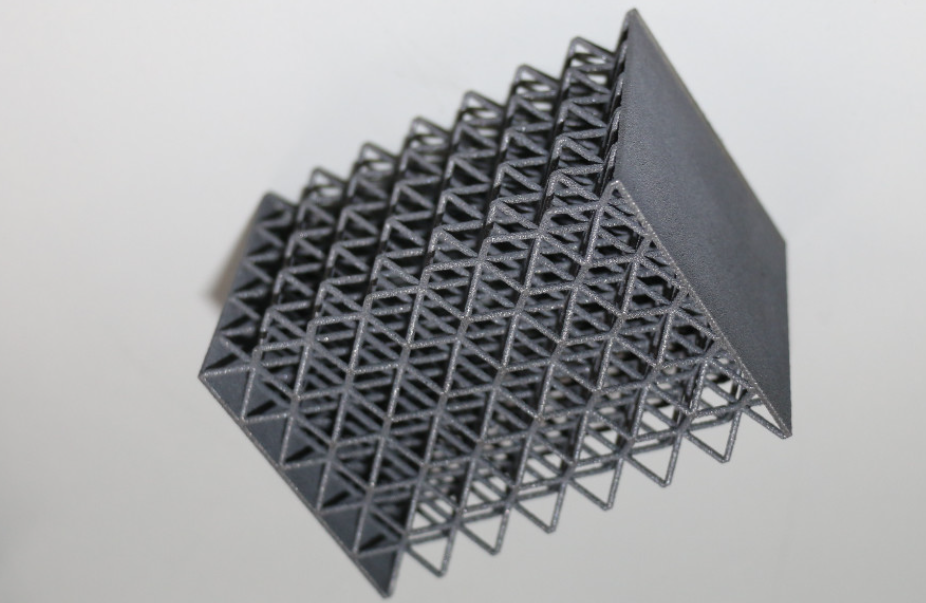
Wenn die Topologieoptimierung die groben Züge des Designs vorgibt, liefern Gitterstrukturen die feine Detaillierung. Bei der Verarbeitung von Ti6Al4V reicht es oft nicht aus, einen massiven Abschnitt einfach auszuhöhlen, um die erforderliche Wandstärke und die gesamte Steifigkeit aufrechtzuerhalten. Hier kommen Elementarzellen – sich wiederholende Mikrostrukturen wie kubisch raumzentrierte oder gyroidale Anordnungen – zum Einsatz, um das innere Volumen auszufüllen. Es ist bemerkenswert, wie viel strukturelle Festigkeit bewahrt werden kann, während durch den gezielten Ersatz massiver Bereiche durch konstruierte Gitter die Komponentenmasse um fünfzig Prozent oder mehr reduziert wird.
Betrachten Sie ein mechanisches Getriebeelement wie ein Zahnrad. Jüngste Studien haben gezeigt, dass der Ersatz des massiven Körpers eines Standard-Stirnrades durch eine zellulare Gitterstruktur aus Ti6Al4V erhebliche Vorteile bietet. Durch den Einsatz von Topologie-Optimierungssoftware, um die Stellen mit dichten knotenförmigen Verbindungen und die Stellen, an denen Streben verjüngt werden können, zu identifizieren, erreichten die Forscher mehr als nur ein leichteres Zahnrad. Das Bauteil zeigte unter Last eine veränderte dynamische Leistung, da die Gitterstruktur zur Schwingungsdämpfung beitrug. Dieser sekundäre Vorteil ergibt sich erst dann, wenn Komponenten als konstruierte Architekturen und nicht als massive Rohlinge konzipiert werden.
In den Bereichen Automobilbau und Transportwesen wird dieser Ansatz für Komponenten wie Bremszangen oder Federbeinquerträger zunehmend unverzichtbar. Die Kombination aus Topologieoptimierung und Gitterfüllung reduziert sowohl die ungefederte Masse als auch das Massenträgheitsmoment. Die mechanischen Eigenschaften von Ti6Al4V, hergestellt mittels Elektronenstrahlschmelzen oder Laser-Pulverbettfusion, sind mit denen von geschmiedetem Material vergleichbar und gewährleisten somit eine gleichwertige Haltbarkeit bei einem Bruchteil des Materialaufwands. Dieser Ansatz erfordert eine grundlegende Denkweise, bei der das Innere eines Bauteils nicht mehr lediglich als massiver Füllraum, sondern als gestaltbares Volumen betrachtet wird.
Der Software-Workflow zur Erstellung komplexer Geometrien
Das Erreichen dieser organischen, gewichtsoptimierten Geometrie ist allein mit herkömmellem parametrischem Modellieren nicht möglich. Dazu ist ein spezielles Werkzeugset erforderlich, das implizite Geometrien verarbeiten kann. Plattformen, die für fortgeschrittenes rechnergestütztes Design konzipiert sind, ermöglichen es Ingenieuren, mit Feldern und Gleichungen zu arbeiten – statt lediglich Körper zu skizzieren und Schnitte anzuwenden. Beispielsweise ermöglichen diese Werkzeuge bei der Entwicklung eines medizinischen Implantats wie einer Komponente für eine Knieprothese eine topologische Optimierung, bei der die Gitterdichte innerhalb der femoralen Struktur auf Grundlage von Spannungskarten aus der Finite-Elemente-Analyse (FEA) variiert wird.
In Bereichen hoher Spannungskonzentration in der Nähe von Verbindungspunkten werden die Gitterstreben verdickt. Umgekehrt werden die Streben in Bereichen geringer Beanspruchung auf die minimal zulässige Dicke reduziert. Diese auf Gradienten basierende Konstruktionsmethodik eignet sich ideal für Ti6Al4V, da sie den tatsächlichen Lastpfad mit hoher Präzision widerspiegelt. Die erste Ausgabe des Solvers erscheint oft als komplexes, organisch geformtes Netz, das die optimale Massenverteilung darstellt.
Die eigentliche Expertise im Bereich DfAM liegt in der Feinbearbeitung dieses Netzes. Oberflächen müssen geglättet werden, um Turbulenzen oder Strömungsstörungen innerhalb der inertgasgefüllten Baukammer zu vermeiden. Spezialisierte Dienstleister für die Nachbearbeitung wissen, dass eine raue, unmittelbar nach dem Druck vorliegende Oberfläche aus Ti6Al4V als Spannungskonzentrationsstelle sowie als Ausgangspunkt für Korrosionsinitiierung wirken kann. Durch die Feinabstimmung der Krümmung des optimierten Netzes vor dem Druckvorgang werden die für Polieren und Oberflächenbehandlung erforderlichen Nacharbeitsschritte erheblich reduziert, wodurch sichergestellt wird, dass das Bauteil genau den vorgegebenen Toleranzspezifikationen entspricht.
Darüber hinaus ist es zwingend erforderlich, zu überprüfen, ob das Design keine versteckten Hohlräume enthält, in denen sich Pulver dauerhaft festsetzen könnte. Dieses Maß an Herstellbarkeit erfordert ein tiefes Verständnis sowohl der algorithmischen Logik als auch der physikalischen Dynamik des Schmelzbades.
Der Einfluss der thermischen Dynamik auf die endgültige Geometrie
Ein subtiler, aber bedeutender Gegner beim Metall-Druck, der bei statischen Spannungsanalysen häufig übersehen wird, ist das thermische Management. Das Schmelzen von Ti6Al4V mit einer konzentrierten Energiequelle bedeutet, eine immense Energiemenge in einen mikroskopisch kleinen Bereich einzuspeisen. Die anschließende schnelle Abkühlung erzeugt ein komplexes inneres Spannungsfeld, das als Restspannung bezeichnet wird. Wenn ein topologieoptimiertes Bauteil einen massiven Querschnitt neben einer extrem dünnen Stegwand aufweist, führt der resultierende Temperaturgradient wahrscheinlich zu Verzug während des Aufbaus oder – im Extremfall – zu einer Beschädigung des Beschichtungsmechanismus.
Folglich integrieren moderne Simulationswerkzeuge heute direkt die Thermophysik in die Optimierungsschleife und analysieren die Überhitzungssteuerung während des Schmelzprozesses. Das bedeutet, dass die absolut leichteste Form, die rein mechanisch vorhergesagt wird, möglicherweise nicht die robusteste Druckstrategie darstellt. Der Konstrukteur muss gegebenenfalls gezielt Material wieder einfügen oder thermische Managementfunktionen einbauen, um die Temperatur des Schmelzbades zu regulieren. Es handelt sich um ein feines Gleichgewicht zwischen der Erreichung mechanischer Zielvorgaben und der Gewährleistung thermischer Stabilität. Wird dieses Gleichgewicht erreicht, kann die Reduzierung innerer Spannungen manchmal die Notwendigkeit eines kostspieligen heißisostatischen Presszyklus entfallen lassen, was zu erheblichen Zeit- und Kosteneinsparungen führt.

Erweiterung des Horizonts herstellbarer Konstruktionen
Langfristig wird die Methodik zur Konstruktion von Ti6Al4V-Komponenten weiter an Komplexität gewinnen. Die Branche bewegt sich zunehmend weg von statischen Lastfällen hin zu Konstruktionen, die speziell auf bestimmte Schwingungsfrequenzen oder Schlagzähigkeit optimiert sind. Auch Nachhaltigkeit treibt in diesem Bereich bedeutende Veränderungen voran. Da Ti6Al4V-Pulver eine wertvolle und energieintensive Ressource darstellt, ist die Minimierung von Abfall von entscheidender Bedeutung. Durch den Einsatz der Topologieoptimierung zur Herstellung leichterer und kompakterer Bauteile reduziert sich der Pulververbrauch pro Fertigungsauftrag von selbst. Mit der zunehmenden Reife von Pulver-Recyclingverfahren und Zertifizierungsstandards rückt die Vision hochleistungsfähiger Titanbauteile, die nicht nur leichter und fester, sondern auch umweltverträglicher als ihre geschmiedeten oder gegossenen Äquivalente sind, immer stärker in den Bereich des Machbaren.
Wir befinden uns an einem spannenden Scheidepunkt, an dem die primäre Einschränkung nicht mehr die Hardware selbst ist, sondern vielmehr die Kreativität des Konstrukteurs bei der Materialverteilung sowie sein Verständnis für das komplexe Zusammenspiel zwischen Energiequelle, Pulverbett und sich ständig verändernder Geometrie. Die Beherrschung dieses Zusammenspiels ist der Schlüssel, um das volle Potenzial von Ti6Al4V im Zeitalter der additiven Fertigung auszuschöpfen.
Inhaltsverzeichnis
- Warum Ti6Al4V einen einzigartigen Konstruktionsansatz erfordert
- Verwaltung von Überhängen und Stützstrukturen
- Gitterstrukturen: Steigerung der Steifigkeit bei gleichzeitiger Massereduktion
- Der Software-Workflow zur Erstellung komplexer Geometrien
- Der Einfluss der thermischen Dynamik auf die endgültige Geometrie
- Erweiterung des Horizonts herstellbarer Konstruktionen
