
Εάν εργάζεστε με κράματα τιτανίου στον κόσμο της προσθετικής κατασκευής (3D printing), έχετε πιθανώς ακούσει επανειλημμένα το ίδιο πράγμα: οι πραγματικές προόδους επιτυγχάνονται όταν συνδυάζετε τον έξυπνο σχεδιασμό με τα κατάλληλα χαρακτηριστικά της σκόνης. Είναι ένα πράγμα να διαθέτετε μία μηχανή ικανή να εκτυπώνει πολύπλοκες γεωμετρίες, αλλά είναι εντελώς διαφορετική πρόκληση ο σχεδιασμός ενός εξαρτήματος που αξιοποιεί πλήρως τις μοναδικές δυνατότητες της διαδικασίας συγκόλλησης λέιζερ σε κρεβάτι σκόνης (laser powder bed fusion) ή της τήξης με δέσμη ηλεκτρονίων (electron beam melting). Όταν μιλάμε για υλικά όπως το κράμα τιτανίου Ti6Al4V, αναφερόμαστε σε ένα «εργαλείο εργασίας» (workhorse alloy) που είναι εξαιρετικά ανθεκτικό και παρουσιάζει εξαιρετική βιοσυμβατότητα, αλλά είναι διάσημο για τη δυσκολία του χειρισμού του, εάν δεν προγραμματίσετε εκ των προτέρων. Αυτό είναι το σημείο όπου η έννοια του «Σχεδιασμού για Προσθετική Κατασκευή» (Designing for Additive Manufacturing – DfAM) γίνεται ουσιαστική, ιδιαίτερα μέσω της εφαρμογής της βελτιστοποίησης τοπολογίας. Παρόλο που ο όρος ακούγεται τεχνικός, η αρχή είναι απλή: τοποθετείτε υλικό αποκλειστικά εκεί όπου η φυσική της διαδρομής φόρτισης το απαιτεί και το αφαιρείτε από όλα τα υπόλοιπα σημεία.
Γιατί το Ti6Al4V απαιτεί μια μοναδική προσέγγιση σχεδιασμού
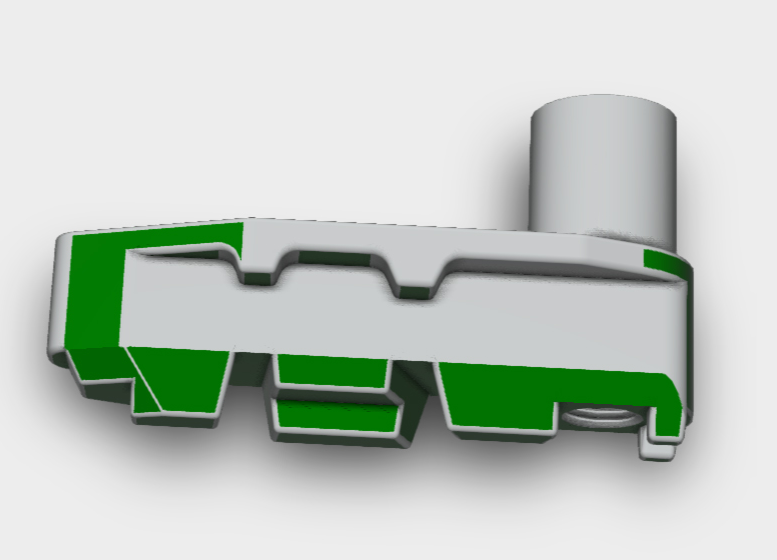
Το Ti6Al4V δεν είναι ούτε φθηνό ούτε ελαφρύ όπως το αλουμίνιο. Η πυκνότητά του είναι αισθητή, αλλά αυτό αντισταθμίζεται από την ανώτερη μηχανική του απόδοση και την αντοχή του στη διάβρωση. Ως εκ τούτου, αποτελεί βασικό υλικό στον αεροδιαστημικό τομέα και στην προηγμένη ιατρική τεχνολογία, εμφανιζόμενο σε εφαρμογές όπως εξαρτήματα αντικατάστασης ορθοπεδικών αρθρώσεων και δομικά εμφυτεύματα. Ωστόσο, εάν ένας σχεδιαστής λάβει ένα τυπικό μοντέλο CAD που προορίζεται για υποτραβήγματική κατασκευή (κατεργασία με CNC) και το εισαγάγει απλώς σε μια μηχανή εκτύπωσης μετάλλων χρησιμοποιώντας πούδρα Ti6Al4V, σημαντική αξία παραμένει ανεκμετάλλευτη. Το εξάρτημα διαθέτει περιττή μάζα και, πιο σημαντικό, συσσωρεύει αποφεύσιμη θερμική τάση κατά τη διαδικασία κατασκευής.
Η προσθετική κατασκευή και η βελτιστοποίηση τοπολογίας απελευθερώνουν το δυναμικό για την κατασκευή περίπλοκων εξαρτημάτων που ήταν αδύνατο να φανταστούν κανένας πριν από δέκα χρόνια. Ο στόχος είναι η μείωση της μάζας, αλλά πρόκειται για μια ακριβή μορφή απώλειας βάρους: αφαιρείται η αναποτελεσματικότητα, ενώ ενισχύονται οι συγκεκριμένες διαδρομές που αναλαμβάνουν μηχανικά φορτία.
Η πρόκληση έγκειται στην ανελέητη φύση του υλικού. Ο κράματος Ti6Al4V παρουσιάζει υψηλή δυσκαμψία και τάση να κατακρατεί υπολειμματικές τάσεις. Εάν πραγματοποιηθεί μια γενική μελέτη βελτιστοποίησης τοπολογίας χωρίς να ληφθούν υπόψη οι περιορισμοί ελάχιστου μεγέθους χαρακτηριστικών ή η απαίτηση για απομάκρυνση της σκόνης από εσωτερικούς αγωγούς, η προκύπτουσα γεωμετρία — παρόλο που φαίνεται εντυπωσιακή στην οθόνη — θα αποτελέσει πρακτικό εφιάλτη όσον αφορά την εκτύπωση και τον καθαρισμό της. Κατά το σχεδιασμό για προσθετική κατασκευή με Ti6Al4V, πρέπει να λαμβάνεται υπόψη ολόκληρος ο κύκλος ζωής του εξαρτήματος, από τη στιγμή που η λεπίδα επαναδιανομής διασπείρει τη σκόνη μέχρι την τελική αποκόλλησή του από την πλάκα κατασκευής.
Διαχείριση Υπερβολών και Υποστηρικτικών Δομών
Ένα από τα πρώτα αρχικά προνόμια που μαθαίνονται στην προσθετική κατασκευή μετάλλων είναι ότι οι φυσικές δυνάμεις παραμένουν πλήρως ενεργές ανεξάρτητα από την πηγή θερμότητας. Το λιωμένο Ti6Al4V είναι τόσο πυκνό όσο και καυτό. Η προσπάθεια εκτύπωσης ενός επίπεδου, οριζόντιου προεξοχής χωρίς επαρκή υποστήριξη θα οδηγήσει αναπόφευκτα σε καμπύλωση, συρρίκνωση ή αποτυχία κατασκευής. Ως εκ τούτου, οι γωνίες προεξοχής πρέπει να αποτελούν κύριο περιορισμό σε κάθε στρατηγική βελτιστοποίησης τοπολογίας. Ένα αξιόπιστο καθοδηγητικό πρότυπο είναι να διατηρούνται οι γωνίες των χαρακτηριστικών σε τιμή όχι μικρότερη των σαράντα πέντε μοιρών σε σχέση με την πλάκα κατασκευής.
Εάν το λογισμικό βελτιστοποίησης δημιουργήσει μια οργανική μορφή που περιλαμβάνει μια μη υποστηριζόμενη οριζόντια πλάκα, ο σχεδιαστής πρέπει να παρέμβει για να τροποποιήσει τη γεωμετρία ή να επιβάλει αυστηρούς περιορισμούς προεξοχής εντός του επιλυτή. Ο στόχος είναι να μεγιστοποιηθεί η αναλογία της αυτοϋποστηριζόμενης γεωμετρίας. Η ελαχιστοποίηση των σημείων επαφής με τις υποστηρίξεις είναι απαραίτητη, καθώς οι υποστηρίξεις επιφέρουν κόστος υλικού, απαιτούν εργασία μεγάλης έντασης για την αφαίρεσή τους και αφήνουν πίσω τους τραχιές επιφανειακές ανωμαλίες που απαιτούν μετα-επεξεργασία.
Η τρέχουσα έρευνα εξετάζει λεπτομερώς τη βέλτιστη απόσταση μεταξύ των σημείων στήριξης ειδικά για αυτό το κράμα. Στόχος είναι ο προσδιορισμός της μέγιστης επιτρεπόμενης απόστασης μεταξύ των «δοντιών» στήριξης προτού αρχίσει η παραμόρφωση της προεξοχής. Με την ακριβή ρύθμιση αυτών των παραμέτρων, η χρήση υλικού για τις στηρίξεις μπορεί να μειωθεί σημαντικά. Για ένα εξάρτημα από Ti6Al4V που προορίζεται για υψηλής απόδοσης ιατρική συσκευή ή εφαρμογή ρομποτικής, η ακεραιότητα των επιφανειών των εσωτερικών αγωγών είναι κρίσιμη. Δεν είναι αποδεκτή η παρουσία χαλαρής σκόνης εγκλωβισμένης μέσα σε ένα πλέγμα ή εύθραυστων υπολειμμάτων στήριξης που θα μπορούσαν να αποκολληθούν αργότερα. Η σχεδίαση πρέπει να λαμβάνει υπόψη εξ αρχής τα τελικά βήματα καθαρισμού και επαλήθευσης.
Δομές Πλέγματος: Βελτίωση της Σκληρότητας με Μείωση της Μάζας
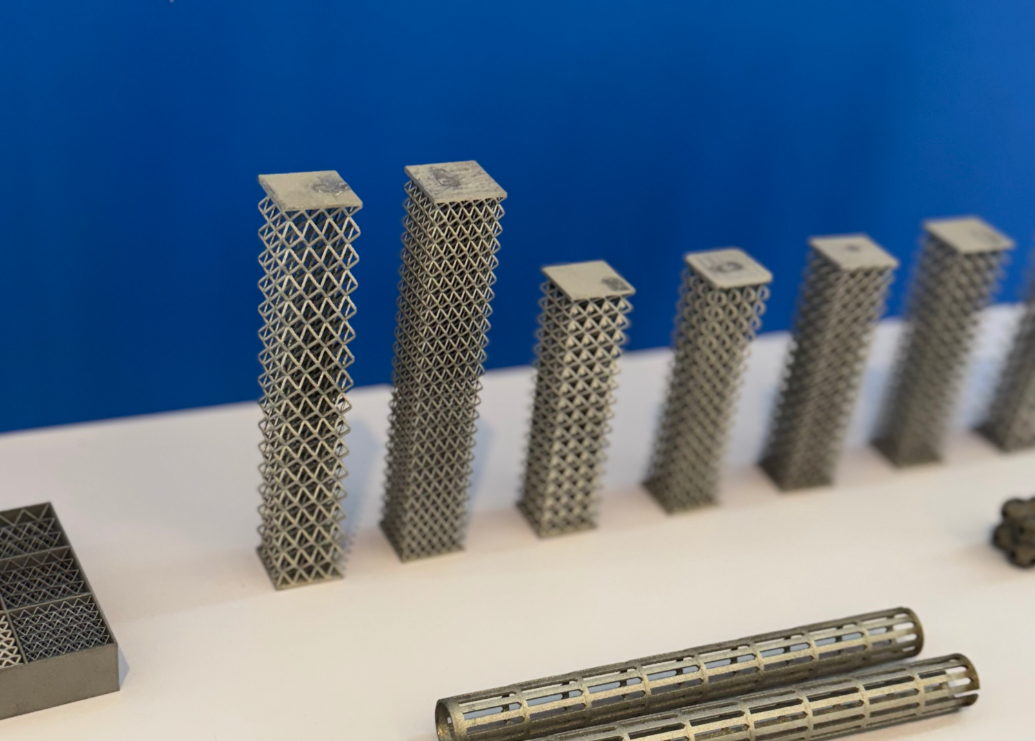
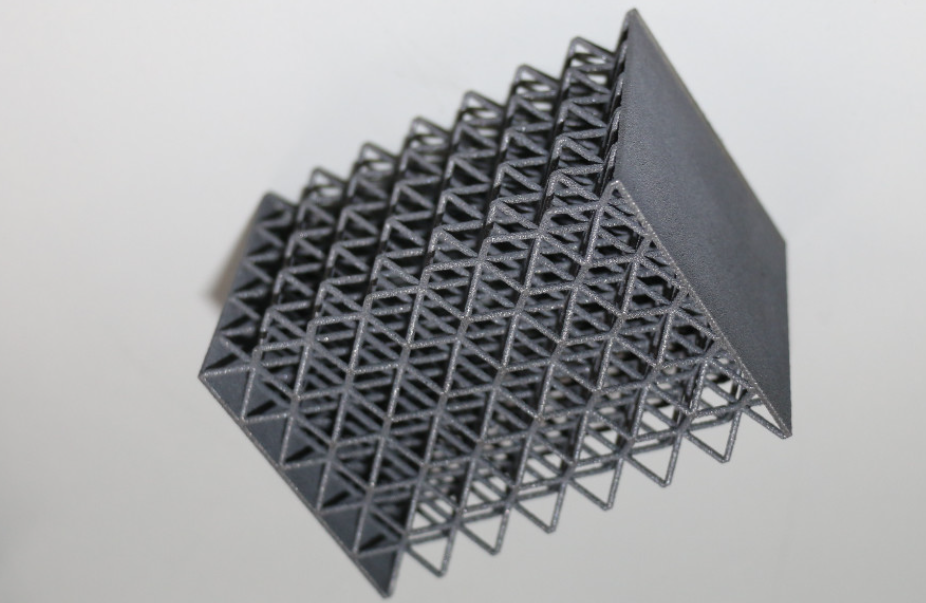
Εάν η βελτιστοποίηση τοπολογίας καθορίζει τις γενικές γραμμές του σχεδιασμού, οι πλέγματος δομές παρέχουν τη λεπτομερή διαμόρφωση. Κατά την εργασία με το Ti6Al4V, η απλή κοίλωση ενός ολόσωμου τμήματος συχνά δεν επαρκεί για τη διατήρηση του απαιτούμενου πάχους τοιχώματος και της συνολικής σκληρότητας. Αυτός είναι ο ρόλος των μοναδιαίων κελιών—επαναλαμβανόμενων μικροδομών, όπως οι κυβικές δομές με κέντρο το σώμα ή οι διαταγμένες γύρω από γυροειδή (gyroid) διατάξεις—που πληρώνουν τον εσωτερικό όγκο. Είναι εντυπωσιακό πόση δομική αντοχή μπορεί να διατηρηθεί, ενώ η μάζα του εξαρτήματος μειώνεται κατά πενήντα τοις εκατό ή περισσότερο, μέσω της στρατηγικής αντικατάστασης ολόσωμων τμημάτων με μηχανικά σχεδιασμένα πλέγματα.
Σκεφτείτε ένα μηχανικό στοιχείο μετάδοσης, όπως ένας οδοντωτός τροχός. Πρόσφατες μελέτες έδειξαν ότι η αντικατάσταση του συμπαγούς σώματος ενός τυπικού οδοντωτού τροχού με μια κυψελωτή δομή πλέγματος κατασκευασμένη από Ti6Al4V προσφέρει σημαντικά πλεονεκτήματα. Χρησιμοποιώντας λογισμικό βελτιστοποίησης τοπολογίας για να χαρτογραφήσουν τις περιοχές όπου απαιτούνται πυκνές κόμβικες συνδέσεις και τις περιοχές όπου οι ράβδοι μπορούν να γίνουν λεπτότερες, οι ερευνητές επέτυχαν περισσότερα από έναν ελαφρύτερο οδοντωτό τροχό. Το εξάρτημα παρουσίασε τροποποιημένη δυναμική απόδοση υπό φόρτιση, καθώς η δομή πλέγματος συνέβαλε στην απόσβεση ταλαντώσεων. Αυτό το δευτερεύον πλεονέκτημα προκύπτει μόνο όταν τα εξαρτήματα σχεδιάζονται ως μηχανικές αρχιτεκτονικές δομές και όχι ως συμπαγή κομμάτια υλικού.
Στον αυτοκινητοβιομηχανικό και μεταφορικό τομέα, αυτή η προσέγγιση καθίσταται απαραίτητη για εξαρτήματα όπως οι δαγκάνες φρένων ή οι βραχίονες ελέγχου της ανάρτησης. Η συνδυασμένη εφαρμογή βελτιστοποίησης τοπολογίας και πλέγματος γεμίσματος μειώνει τόσο την ανεξάρτητη μάζα όσο και τη ροπή αδράνειας περιστροφής. Οι μηχανικές ιδιότητες του Ti6Al4V που παράγεται μέσω τήξης με δέσμη ηλεκτρονίων ή συγχώνευσης λεπτού κρυσταλλικού πούδρου με λέιζερ είναι συγκρίσιμες με εκείνες του ελασματοποιημένου υλικού, διασφαλίζοντας ισοδύναμη αντοχή με ένα κλάσμα της ποσότητας υλικού που χρησιμοποιείται. Αυτή η προσέγγιση απαιτεί μια θεμελιώδη αλλαγή στην αντίληψη, αντιμετωπίζοντας το εσωτερικό ενός εξαρτήματος ως όγκο που μπορεί να σχεδιαστεί, αντί για απλώς ομοιογενές γέμισμα.
Η Ροή Εργασιών του Λογισμικού που Διευκολύνει Τυπικές Γεωμετρίες
Η επίτευξη αυτού του επιπέδου οργανικής, αποτελεσματικής ως προς το βάρος γεωμετρίας δεν είναι εφικτή μόνο μέσω παραδοσιακής παραμετρικής μοντελοποίησης. Απαιτείται ένα εξειδικευμένο σύνολο εργαλείων ικανό να διαχειρίζεται ανεπίσημες (implicit) γεωμετρίες. Οι πλατφόρμες που έχουν σχεδιαστεί για προηγμένο υπολογιστικό σχεδιασμό επιτρέπουν στους μηχανικούς να εργάζονται με πεδία και εξισώσεις, αντί να περιορίζονται απλώς στο σχεδιασμό στερεών και στην εφαρμογή τομών. Για παράδειγμα, κατά την ανάπτυξη ενός ιατρικού εμφύτευματος, όπως ενός εξαρτήματος γονατικής προθέσεως, αυτά τα εργαλεία επιτρέπουν την τοπολογική βελτιστοποίηση, όπου η πυκνότητα του πλέγματος ποικίλλει εντός της φεμορικής δομής με βάση τους χάρτες τάσεων από ανάλυση πεπερασμένων στοιχείων (FEA).
Σε περιοχές υψηλής συγκέντρωσης τάσης κοντά στα σημεία σύνδεσης, οι δοκοί του πλέγματος ενισχύονται. Αντιθέτως, σε περιοχές χαμηλής τάσης, οι δοκοί μειώνονται στο ελάχιστο εφικτό πάχος. Αυτή η μεθοδολογία σχεδιασμού βασισμένη σε κλίμακα είναι ιδανική για το Ti6Al4V, καθώς αντικατοπτρίζει με υψηλή ακρίβεια την πραγματική διαδρομή φόρτισης. Η αρχική έξοδος από τον επιλυτή εμφανίζεται συχνά ως ένα περίπλοκο, οργανικό πλέγμα που αντιπροσωπεύει τη βέλτιστη κατανομή μάζας.
Η πραγματική εμπειρογνωμοσύνη στο DfAM βρίσκεται στη βελτιστοποίηση αυτού του πλέγματος. Οι επιφάνειες πρέπει να εξομαλυνθούν για να αποφευχθεί η δημιουργία τυρβώδους ροής ή διαταραχής της ροής στο ανεργό ατμοσφαιρικό περιβάλλον της καμπίνας κατασκευής. Οι εξειδικευμένοι πάροχοι τελικής επεξεργασίας γνωρίζουν ότι μια τραχιά, αμεσώς εκτυπωμένη επιφάνεια σε Ti6Al4V μπορεί να λειτουργήσει ως σημείο εστίασης για αυξημένες τάσεις και πιθανή έναρξη διάβρωσης. Με τη βελτιστοποίηση της καμπυλότητας του εξελιγμένου πλέγματος πριν από την εκτύπωση, οι επόμενες προσπάθειες που απαιτούνται για λείανση και επεξεργασία επιφάνειας μειώνονται δραματικά, διασφαλίζοντας ότι το εξάρτημα ανταποκρίνεται στις ακριβείς προδιαγραφές ανοχής.
Επιπλέον, είναι απαραίτητο να επαληθευθεί ότι η σχεδίαση δεν περιέχει κρυφές κοιλότητες όπου το πούδρα μπορεί να εγκλωβιστεί μόνιμα. Αυτό το επίπεδο κατασκευαστικότητας απαιτεί βαθιά κατανόηση τόσο της αλγοριθμικής λογικής όσο και των φυσικών δυναμικών της λεκάνης τήξης.
Η επίδραση των θερμικών δυναμικών στην τελική γεωμετρία
Ένας ευαίσθητος, αλλά σημαντικός αντίπαλος στην εκτύπωση μετάλλων, ο οποίος συχνά παραβλέπεται κατά την στατική ανάλυση τάσεων, είναι η διαχείριση της θερμότητας. Η τήξη του Ti6Al4V με μια συγκεντρωμένη πηγή ενέργειας περιλαμβάνει την εισαγωγή τεράστιας ενέργειας σε μια μικροσκοπική περιοχή. Η επακόλουθη γρήγορη ψύξη δημιουργεί ένα πολύπλοκο εσωτερικό πεδίο τάσεων, γνωστό ως υπόλοιπη τάση. Εάν ένα τοπολογικά βελτιστοποιημένο εξάρτημα περιλαμβάνει μια μεγάλη διατομή δίπλα σε μια εξαιρετικά λεπτή πλάκα, ο προκύπτων θερμικός βαθμός θα προκαλέσει πιθανώς στρέψη κατά τη διάρκεια της κατασκευής ή, σε σοβαρές περιπτώσεις, ζημιά στο μηχανισμό επαναδιανομής.
Κατά συνέπεια, τα προηγμένα εργαλεία προσομοίωσης ενσωματώνουν πλέον απευθείας τη θερμική φυσική στον βρόχο βελτιστοποίησης, αναλύοντας τον έλεγχο υπερθέρμανσης κατά τη διάρκεια της διαδικασίας συγκόλλησης. Αυτό σημαίνει ότι η απόλυτα ελαφρύτερη μορφή που προβλέπεται από την καθαρά μηχανική ανάλυση ενδέχεται να μην αποτελεί την πιο ανθεκτική στρατηγική εκτύπωσης. Ο σχεδιαστής ενδέχεται να χρειαστεί να επανεισαγάγει στρατηγικά υλικό ή να ενσωματώσει χαρακτηριστικά διαχείρισης της θερμότητας για τη ρύθμιση της θερμοκρασίας της λιωμένης περιοχής. Πρόκειται για μια ευαίσθητη ισορροπία μεταξύ της επίτευξης των μηχανικών στόχων και της διασφάλισης της θερμικής σταθερότητας. Όταν επιτευχθεί αυτή η ισορροπία, η μείωση των εσωτερικών τάσεων μπορεί ενίοτε να καθιστά περιττό το δαπανηρό στάδιο θερμής ισοστατικής πίεσης, με αποτέλεσμα σημαντική εξοικονόμηση χρόνου και κόστους.

Διεύρυνση των ορίων του εφικτού σχεδιασμού κατασκευής
Στο μέλλον, η μεθοδολογία σχεδιασμού εξαρτημάτων από τιτάνιο Ti6Al4V θα συνεχίσει να εξελίσσεται όσον αφορά την πολυπλοκότητά της. Η βιομηχανία μετακινείται πέρα από τις στατικές περιπτώσεις φόρτισης προς σχεδιασμούς που βελτιστοποιούνται για συγκεκριμένες συχνότητες ταλάντωσης ή για αντοχή σε κρούση. Η βιωσιμότητα επίσης οδηγεί σημαντικές αλλαγές σε αυτόν τον τομέα. Δεδομένου ότι το πούδρα Ti6Al4V αποτελεί μια πολύτιμη πρώτη ύλη με υψηλή κατανάλωση ενέργειας, η ελαχιστοποίηση των αποβλήτων είναι κρίσιμη. Με τη χρήση βελτιστοποίησης τοπολογίας για την παραγωγή ελαφρύτερων και μικρότερων εξαρτημάτων, η κατανάλωση πούδρας ανά εργασία μειώνεται αυτόματα. Καθώς οι διαδικασίες ανακύκλωσης πούδρας και τα πρότυπα πιστοποίησης ωριμάζουν, η οραματική εικόνα υψηλής απόδοσης εξαρτημάτων από τιτάνιο — τα οποία δεν είναι μόνο ελαφρύτερα και ισχυρότερα, αλλά και περισσότερο οικολογικά βιώσιμα από τα αντίστοιχα κατασκευασμένα με χύτευση ή κοπή — μετατρέπεται σε μια απτή πραγματικότητα.
Βρισκόμαστε σε μια συναρπαστική στιγμή όπου ο κύριος περιορισμός δεν είναι πλέον το ίδιο το υλικό, αλλά η δημιουργικότητα του σχεδιαστή στην κατανομή των υλικών και η κατανόησή του της περίπλοκης αλληλεπίδρασης μεταξύ της πηγής ενέργειας, του κρεβατιού σκόνης και της εξελισσόμενης γεωμετρίας. Η κατάκτηση αυτής της αλληλεπίδρασης αποτελεί το κλειδί για την απελευθέρωση του πλήρους δυναμικού του Ti6Al4V στην εποχή της προσθετικής κατασκευής.
Περιεχόμενα
- Γιατί το Ti6Al4V απαιτεί μια μοναδική προσέγγιση σχεδιασμού
- Διαχείριση Υπερβολών και Υποστηρικτικών Δομών
- Δομές Πλέγματος: Βελτίωση της Σκληρότητας με Μείωση της Μάζας
- Η Ροή Εργασιών του Λογισμικού που Διευκολύνει Τυπικές Γεωμετρίες
- Η επίδραση των θερμικών δυναμικών στην τελική γεωμετρία
- Διεύρυνση των ορίων του εφικτού σχεδιασμού κατασκευής
