
Hvis du arbejder med titanlegeringer inden for 3D-printing, har du sandsynligvis gentagne gange hørt det samme: De reelle fremskridt opnås, når man kombinerer intelligent design med de rette pulveregenskaber. Det er én ting at besidde en maskine, der kan printe komplekse geometrier, men det er en helt anden udfordring at designe en komponent, der fuldt ud udnytter de unikke muligheder, som laserbaseret pulverbæddesmeltning eller elektronstrålesmeltning tilbyder. Når vi taler om materialer som Ti6Al4V-titan, henviser vi til en alsidig legering, der er ekstremt stærk og fremviser fremragende biokompatibilitet, men som er berømt for at være svær at arbejde med, hvis man ikke planlægger forud. Her kommer konceptet Design til additiv fremstilling (DfAM) til at spille en afgørende rolle, især gennem anvendelsen af topologioptimering. Selvom betegnelsen lyder teknisk, er princippet enkelt: Placér materiale udelukkende der, hvor fysikken i laststien kræver det, og fjern det fra alle andre steder.
Hvorfor kræver Ti6Al4V en unik designtilgang
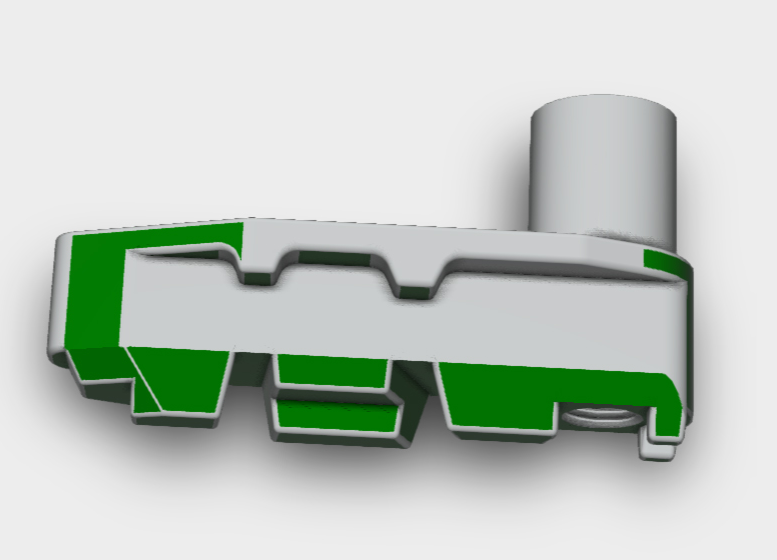
Ti6Al4V er hverken billig eller letvægtsmæssigt sammenlignelig med aluminium. Dens densitet er mærkbar, men dette kompenseres af dens fremragende mekaniske egenskaber og korrosionsbestandighed. Derfor er det et standardmateriale inden for luft- og rumfart samt avanceret medicinsk teknologi og anvendes bl.a. i ortopædiske ledudskiftningselementer og strukturelle implantater. Hvis en designer dog tager en almindelig CAD-model, der er beregnet til subtraktiv fremstilling (CNC-bearbejdning), og blot indlæser den i en metalprinter med Ti6Al4V-pulver, forbliver betydelig værdi uudnyttet. Komponenten har unødvendig masse, og – endnu mere kritisk – akkumulerer unødvendig termisk spænding under byggeprocessen.
Additiv fremstilling og topologioptimering frigør potentialet for at fremstille komplekse komponenter, som for ti år siden ville have været utænkelige. Målet er masseformindskelse, men det er en præcis form for vægttab: at fjerne ineffektivitet samtidig med, at man forstærker de specifikke stier, der bærer mekaniske laster.
Udfordringen ligger i materialets uforsonlige natur. Ti6Al4V udviser høj stivhed og en tendens til at bevare restspændinger. Hvis en generisk topologioptimeringsanalyse udføres uden at tage højde for minimumsgeometristørrelsesbegrænsninger eller kravet om pulverafledning fra interne kanaler, vil den resulterende geometri – selvom den ser imponerende ud på en skærm – blive en praktisk mareridt at printe og rengøre. Når der designes til additiv fremstilling med Ti6Al4V, skal man overveje hele komponentens levetid, fra det øjeblik, hvor rekaterbladet spreder pulveret, til den endelige adskillelse fra byggepladen.
Styring af overhæng og støttestrukturer
En af de første principper, der læres inden for metaladditiv fremstilling, er, at fysiske kræfter stadig virker i fuld udstrækning uanset varmekilden. Smeltet Ti6Al4V er både tæt og varm. Et forsøg på at printe en flad, vandret overhæng uden tilstrækkelig støtte vil uundgåeligt resultere i nedbøjning, krølling eller byggefejl. Derfor skal overhængsvinkler være en primær begrænsning i enhver topologioptimeringsstrategi. En pålidelig retningslinje er at fastholde geometriske vinkler på mindst femogfyrre grader i forhold til byggepladen.
Hvis optimeringssoftwaren genererer en organisk form med et uunderstøttet vandret skab, skal konstruktøren indgribe for at ændre geometrien eller gennemtvinge strenge overhængsbegrænsninger i løsningsprogrammet. Målet er at maksimere andelen af selvunderstøttende geometri. At minimere antallet af støttekontaktpunkter er afgørende, da støtter medfører materialeomkostninger, kræver arbejdskraftintensiv fjernelse og efterlader ru overfladeartefakter, der kræver efterbehandling.
Nuværende forskning fokuserer på den optimale afstand mellem understøtningsforbindelsespunkterne specifikt for denne legering. Målet er at fastslå den maksimale tilladte afstand mellem understøtningsfælde, inden overhængene begynder at deformere sig. Ved præcist at justere disse parametre kan materialet til understøtninger betydeligt reduceres. For en Ti6Al4V-komponent, der skal bruges i en højtydende medicinsk enhed eller en robotapplikation, er integriteten af de indre kanaloverflader kritisk. Løst pulver fanget inde i en gitterstruktur eller brødlige rester af understøtninger, der senere kunne løsne sig, er uacceptabelt. Designet skal fra starten af naturligt tage højde for de endelige rengørings- og valideringstrin.
Gitterstrukturer: Øget stivhed samtidig med massebesparelse
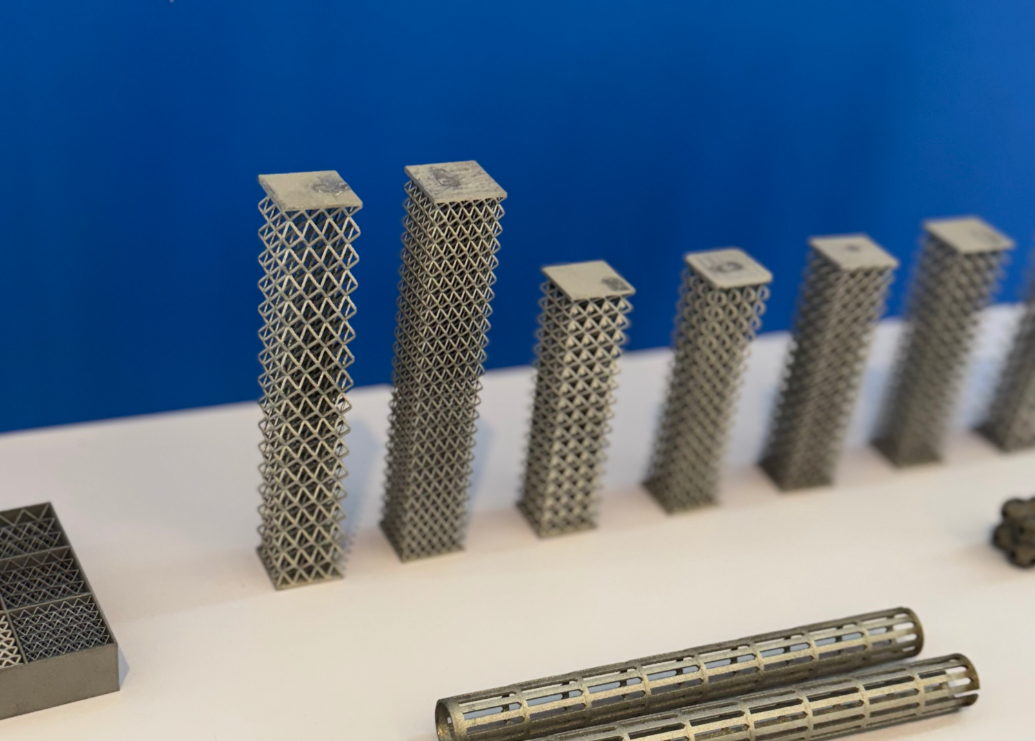
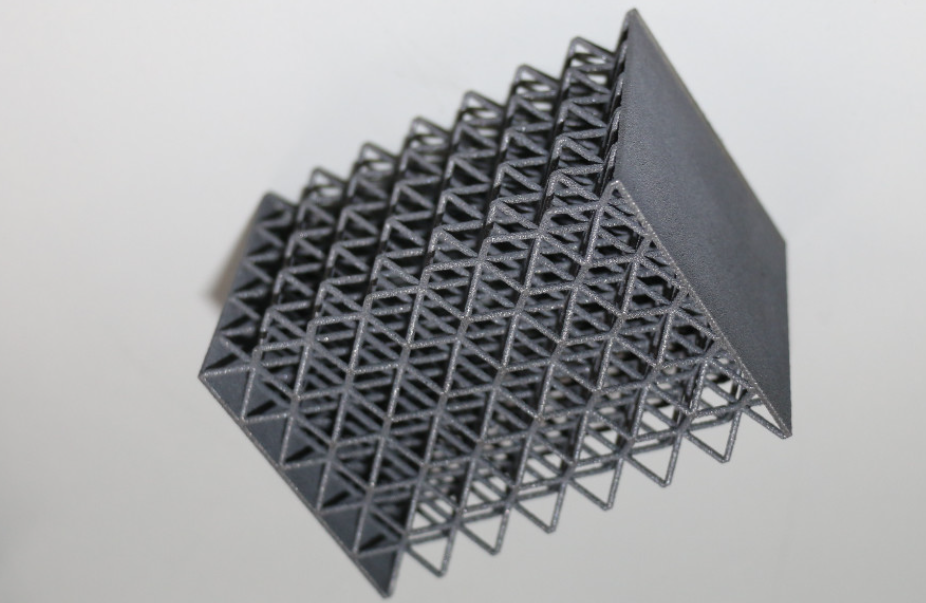
Hvis topologioptimering fastlægger de brede træk i designet, så giver gitterstrukturer den fine detaljering. Når man arbejder med Ti6Al4V, er det ofte utilstrækkeligt blot at udhule en massiv sektion for at opretholde den krævede vægtykkelse og den samlede stivhed. Her kommer enhedsceller – gentagende mikrostrukturer som f.eks. kropspartneret kubisk eller gyroid-arrangementer – til at udfylde det indre volumen. Det er bemærkelsesværdigt, hvor meget strukturel styrke der kan bevares, mens komponentens masse reduceres med halvdelen eller mere ved strategisk at erstatte massive blokke med teknisk udformede gitterstrukturer.
Overvej et mekanisk transmissionselement som f.eks. et tandhjul. Nyere undersøgelser har vist, at udskiftning af det massive legeme i et almindeligt lige tandhjul med en cellestruktur fremstillet af Ti6Al4V giver betydelige fordele. Ved at anvende topologioptimeringssoftware til at kortlægge, hvor tætte knudeforbindelser er nødvendige, og hvor stænger kan gøres tyndere, opnåede forskerne mere end blot et lettere tandhjul. Komponenten viste ændret dynamisk ydelse under belastning, fordi cellestrukturen bidrog til vibrationssvækkelse. Denne sekundære fordel opstår kun, når dele opfattes som teknisk beregnede arkitekturer frem for massive halvfabrikata.
I bil- og transportsektoren bliver denne fremgangsmåde stadig mere uundværlig for komponenter som bremsekalibre eller ophængskontrolarme. Kombinationen af topologioptimering og gitterfyld reducerer både uopsplittede masse og rotationsinertimoment. De mekaniske egenskaber ved Ti6Al4V, fremstillet via elektronstrålefusion eller laserpulverbæddesmeltning, er sammenlignelige med de ved smedet materiale, hvilket sikrer tilsvarende holdbarhed med kun en brøkdel af materialeforbruget. Denne fremgangsmåde kræver en grundlæggende ændring i synsvinkel, hvor indersiden af en komponent behandles som et designbart volumen i stedet for blot en massiv fyldning.
Softwarearbejdsgangen, der muliggør komplekse geometrier
At opnå dette niveau af organisk, vægteffektiv geometri er ikke muligt udelukkende ved traditionel parametrisk modellering. Det kræver et specialiseret værktøjssæt, der kan håndtere implikitte geometrier. Platforme, der er udviklet til avanceret beregningsbaseret design, giver ingeniører mulighed for at arbejde med felter og ligninger i stedet for blot at tegne faste legemer og anvende fraskæringer. For eksempel gør disse værktøjer det muligt at udføre topologisk optimering ved udvikling af en medicinsk implantatkomponent, såsom en knæprotesekomponent, hvor gitterdensiteten varieres inden for femurstrukturen baseret på spændingskort fra finite element-analyse (FEA).
I områder med høj spændingskoncentration nær forbindelsespunkter øges gitterstangernes tykkelse. Omvendt reduceres stangernes tykkelse i lavspændte områder til den mindst mulige funktionsdygtige tykkelse. Denne gradientbaserede designmetode er ideelt egnet til Ti6Al4V, da den afspejler den faktiske lastvej med stor præcision. Den første output fra løseren fremstår ofte som et komplekst, organisk net, der repræsenterer den optimale massefordeling.
Den egentlige ekspertise inden for DfAM ligger i at forfine dette net. Overflader skal glattes for at undgå turbulens eller strømningsforstyrrelser i byggekammerets inaktivgas-miljø. Specialiserede efterbehandlingsleverandører er klar over, at en ru, som-printet overflade på Ti6Al4V kan fungere som et fokuspunkt for spændingskoncentrationer og potentiel korrosionsindledning. Ved at forfine krumningen af det optimerede net før udskrivning reduceres de efterfølgende indsatskrav til polering og overfladebehandling markant, hvilket sikrer, at komponenten opfylder præcise tolerancekrav.
Desuden er det afgørende at sikre, at designet ikke indeholder skjulte hulrum, hvor pulver kan blive permanent fanget. Denne grad af fremstillelighed kræver en dyb forståelse både af den algoritmiske logik og af de fysiske dynamikker i smeltebadet.
Påvirkningen af termiske dynamikker på den endelige geometri
En subtil, men betydningsfuld fjende i metalprintning, som ofte overses under statisk spændingsanalyse, er varmestyring. Smeltning af Ti6Al4V med en koncentreret energikilde indebærer tilførsel af enorm energi til et mikroskopisk område. Den efterfølgende hurtige afkøling genererer et komplekst indre spændingsfelt, der kendes som restspænding. Hvis en topologioptimeret del har et massivt tværsnit ved siden af en ekstremt tynd støtteplade, vil den resulterende termiske gradient sandsynligvis forårsage udbøjning under byggeprocessen eller i alvorlige tilfælde beskadigelse af udjævningsmekanismen.
Derfor integrerer avancerede simulationsværktøjer nu termofysik direkte i optimeringsløkken og analyserer overophedningskontrol under smelteprocessen. Det betyder, at den absolut letteste form, som forudsiges udelukkende ud fra mekaniske principper, muligvis ikke er den mest robuste printstrategi. Designeren må måske strategisk genindføre materiale eller integrere funktioner til termisk styring for at regulere temperaturen i smeltebadet. Det er en skør balance mellem at opnå mekaniske mål og samtidig sikre termisk stabilitet. Når denne ligevægt opnås, kan reduktionen af intern spænding nogle gange gøre det unødvendigt med en kostbar varm isostatisk presning, hvilket resulterer i betydelige tids- og omkostningsbesparelser.

Udvidelse af horisonten for fremstillelig design
Fremadrettet vil metoden til at designe Ti6Al4V-komponenter fortsat udvikle sig mod større sofistikation. Branchen bevæger sig forbi statiske lasttilfælde og hen imod designs, der er optimeret til specifikke vibrationsfrekvenser eller stødfasthed. Bæredygtighed driver også betydelige ændringer inden for dette område. Da Ti6Al4V-pulver er en værdifuld og energikrævende ressource, er spildminimering afgørende. Ved at anvende topologioptimering til fremstilling af lettere og mindre komponenter reduceres pulverforbruget pr. opgave på naturlig vis. Når pulvergenbrug og certificeringsstandarder modne, bliver visionen om højtydende titan-komponenter – som ikke kun er lettere og stærkere, men også mere miljøvenlige end deres smedede eller støbte modstykker – en konkret realitet.
Vi befinder os på et spændende tidspunkt, hvor den primære begrænsning ikke længere er hardwaren selv, men snarere designerens kreativitet i forbindelse med materialefordelingen samt deres forståelse af den komplekse vekselvirkning mellem energikilden, pulverbædden og den udviklende geometri. At mestre denne vekselvirkning er nøglen til at frigøre det fulde potentiale af Ti6Al4V i den additive fremstillingsæra.
Indholdsfortegnelse
- Hvorfor kræver Ti6Al4V en unik designtilgang
- Styring af overhæng og støttestrukturer
- Gitterstrukturer: Øget stivhed samtidig med massebesparelse
- Softwarearbejdsgangen, der muliggør komplekse geometrier
- Påvirkningen af termiske dynamikker på den endelige geometri
- Udvidelse af horisonten for fremstillelig design
