
Jeśli pracujesz z stopami tytanu w dziedzinie druku 3D, prawdopodobnie wielokrotnie słyszałeś to samo: prawdziwe postępy następują wtedy, gdy połączy się inteligentne projektowanie z odpowiednimi właściwościami proszku. Posiadanie maszyny zdolnej do drukowania skomplikowanych geometrii to jedno, ale zupełnie innym wyzwaniem jest zaprojektowanie elementu, który w pełni wykorzystuje unikalne możliwości fuzji warstw proszku laserem lub topienia wiązką elektronową. Mówiąc o materiałach takich jak tytan Ti6Al4V, mamy na myśli sprawdzony stop, który charakteryzuje się wyjątkową wytrzymałością i doskonałą biokompatybilnością, jednak jest on znane z trudności w obróbce, jeśli nie zaplanuje się tego wcześniej. Właśnie w tym momencie kluczowe staje się pojęcie projektowania z myślą o technologiach przyrostowych (DfAM), szczególnie poprzez zastosowanie optymalizacji topologicznej. Choć termin ten brzmi technicznie, jego zasada jest prosta: materiał umieszcza się wyłącznie tam, gdzie tego wymaga fizyka ścieżki obciążenia, a wszędzie indziej go eliminuje.
Dlaczego Ti6Al4V wymaga unikalnego podejścia projektowego
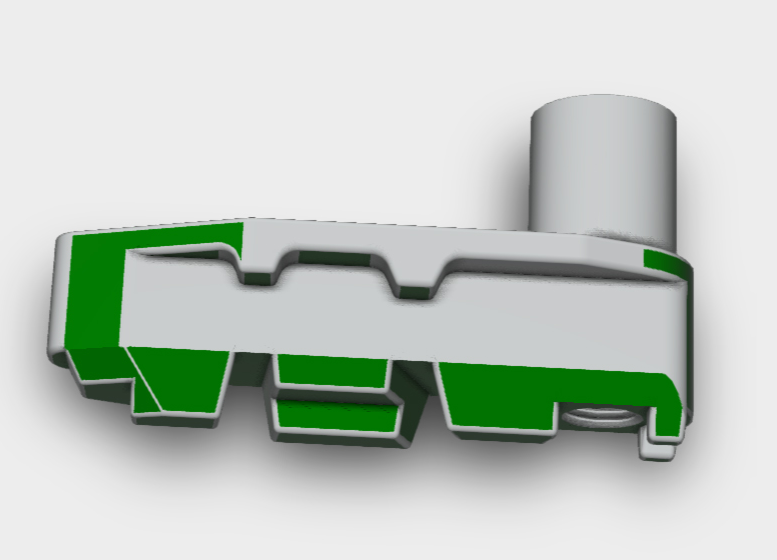
Ti6Al4V nie jest ani tanim, ani lekkim materiałem w porównaniu do aluminium. Jego gęstość jest wyraźna, ale jest ona rekompensowana doskonałą wydajnością mechaniczną oraz odpornością na korozję. Dlatego też materiał ten jest podstawowym składnikiem w przemyśle lotniczym i zaawansowanej technologii medycznej, stosowanym m.in. w elementach protez stawowych oraz implantach konstrukcyjnych. Jednak jeśli projektant przyjmie standardowy model CAD przeznaczony na obróbkę ubytkową (frezowanie CNC) i po prostu wprowadzi go do drukarki metalowej z użyciem proszku Ti6Al4V, znaczna część potencjalnej wartości pozostaje niewykorzystana. Element ten posiada nadmiarową masę, a co ważniejsze – gromadzi uniknione naprężenia termiczne w trakcie procesu drukowania.
Wytwarzanie przyrostowe i optymalizacja topologiczna uwalniają potencjał do produkcji skomplikowanych elementów, które jeszcze dziesięć lat temu wydawały się niemożliwe do wykonania. Celem jest redukcja masy, ale jest to precyzyjna forma utraty wagi: usuwanie nieefektywności przy jednoczesnym wzmocnieniu konkretnych ścieżek przenoszących obciążenia mechaniczne.
Wyzwaniem jest nieubłagana natura materiału. Stop Ti6Al4V charakteryzuje się wysoką sztywnością oraz tendencją do gromadzenia naprężeń resztkowych. Jeśli przeprowadzi się ogólną analizę optymalizacji topologicznej bez uwzględnienia ograniczeń minimalnego rozmiaru cech geometrycznych lub wymogu usuwania proszku z kanałów wewnętrznych, uzyskana geometria — choć wrażająca wizualnie na ekranie — stanie się praktycznym koszmarem podczas drukowania i czyszczenia. Projektując części przeznaczone do wytwarzania przyrostowego ze stopu Ti6Al4V, należy brać pod uwagę cały cykl życia elementu — od chwili, gdy nożyk rozprowadzający nakłada warstwę proszku, aż po końcowe oddzielenie części od płyty budowy.
Zarządzanie nachylonymi powierzchniami i strukturami wspierającymi
Jedną z pierwszych zasad poznawanych w zakresie metalowej produkcji przyrostowej jest to, że siły fizyczne pozostają w pełni skuteczne niezależnie od źródła ciepła. Stop Ti6Al4V w stanie stopionym jest zarówno gęsty, jak i gorący. Próba wydrukowania płaskiego, poziomego wystającego elementu bez odpowiedniej podpory nieuchronnie doprowadzi do jego osiadania, zwijania się lub awarii procesu budowy. Dlatego kąty wystających elementów muszą stanowić główny ogranicznik w każdej strategii optymalizacji topologicznej. Niezawodnym wytycznym jest utrzymywanie kątów cech geometrycznych na poziomie nie mniejszym niż czterdzieści pięć stopni względem płyty budowy.
Jeśli oprogramowanie do optymalizacji generuje organiczny kształt zawierający niepodpartą poziomą półkę, projektant musi interweniować, aby zmodyfikować geometrię lub wprowadzić ścisłe ograniczenia dotyczące kątów wystających w solverze. Celem jest maksymalizacja udziału geometrii samopodparcia. Minimalizacja punktów kontaktu podpór jest niezbędna, ponieważ podpory wiążą się z kosztami materiałowymi, wymagają pracochłonnego usuwania oraz pozostawiają szorstkie artefakty powierzchniowe, które wymagają obróbki końcowej.
Obecne badania koncentrują się na optymalnym rozmieszczeniu punktów połączenia podpór specyficznie dla tego stopu. Celem jest określenie maksymalnej dopuszczalnej odległości między zębami podpór zanim nadwystający fragment zacznie ulegać odkształceniom. Dzięki precyzyjnemu dostrajaniu tych parametrów można znacząco zmniejszyć zużycie materiału na podpory. Dla komponentu wykonanego ze stopu Ti6Al4V, przeznaczonego do wysokowydajnego urządzenia medycznego lub zastosowania w robotyce, integralność powierzchni kanałów wewnętrznych ma kluczowe znaczenie. Nieakceptowalne są luźne cząstki proszku pozostające w strukturze siatkowej lub kruche pozostałości podpór, które mogą się później oderwać. Projekt musi od samego początku uwzględniać końcowe etapy czyszczenia i walidacji.
Struktury siatkowe: zwiększanie sztywności przy jednoczesnym zmniejszaniu masy
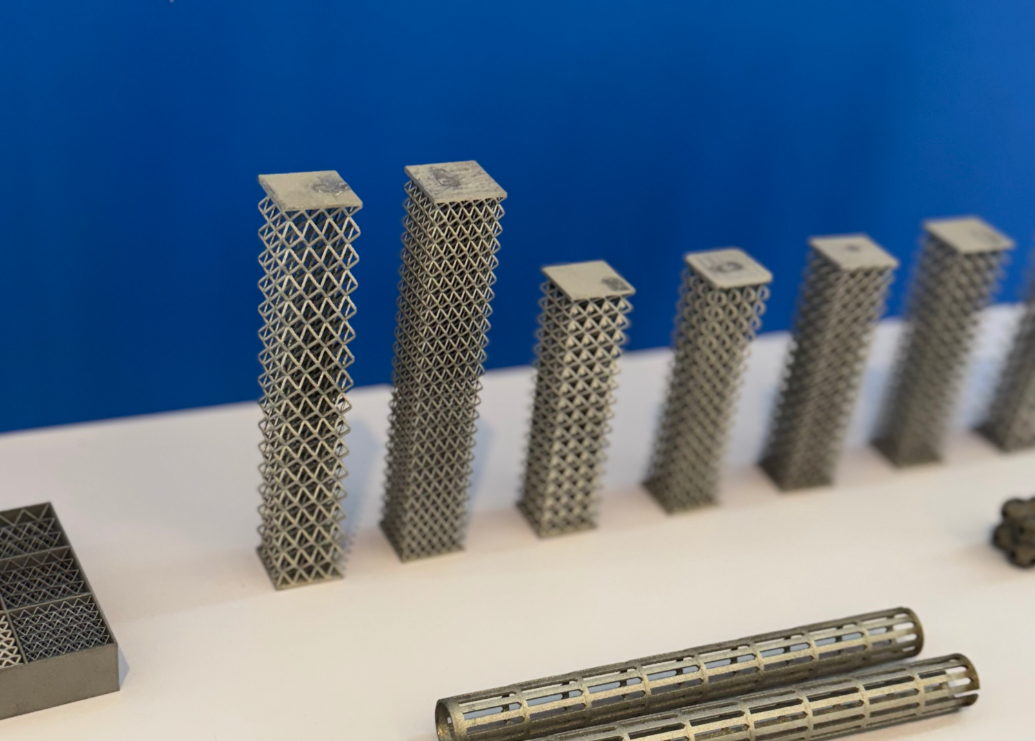
Jeśli optymalizacja topologii określa ogólne zarysy projektu, to struktury siatkowe zapewniają szczegółowe opracowanie. Przy pracy z materiałem Ti6Al4V zwykłe wydrążenie stałej sekcji często nie wystarcza do zachowania wymaganej grubości ścianek i ogólnej sztywności. Właśnie wtedy komórki elementarne – powtarzające się mikrostruktury, takie jak układ sześcienny z atomami w centrach ścian lub układ gyroidalny – wypełniają wewnętrzną objętość. Zaskakujące jest, jak dużo wytrzymałości konstrukcyjnej można zachować, zmniejszając przy tym masę elementu o pięćdziesiąt procent lub więcej dzięki strategicznej zamianie stałych bloków na zaprojektowane struktury siatkowe.
Rozważmy element przekładni mechanicznej, taki jak koło zębate. Ostatnie badania wykazały, że zastąpienie stałego ciała typowego koła zębatego prostego kształtu strukturą kratownicową wykonaną z tytanu Ti6Al4V przynosi istotne korzyści. Dzięki zastosowaniu oprogramowania do optymalizacji topologii w celu określenia miejsc, gdzie wymagane są gęste połączenia węzłowe, oraz miejsc, gdzie pręty mogą zostać zgrubione lub zredukowane, badacze osiągnęli nie tylko lekkie koło zębate. Składnik ten wykazał zmienioną wydajność dynamiczną pod obciążeniem, ponieważ struktura kratownicowa przyczyniła się do tłumienia drgań. Ta dodatkowa korzyść pojawia się wyłącznie wtedy, gdy części projektuje się jako zaprojektowane architektury, a nie jako stałe wyróbki.
W sektorach motocyklowym i transportowym podejście to staje się nieodzowne dla komponentów takich jak klocki hamulcowe lub wahacze zawieszenia. Połączenie optymalizacji topologicznej z wypełnieniem kratowym pozwala zmniejszyć zarówno masę niesprężynowaną, jak i bezwładność obrotową. Właściwości mechaniczne stopu Ti6Al4V wytworzonego metodą topienia wiązką elektronową lub metodą spiekania warstwowego laserowego są porównywalne z właściwościami materiału walcowanego, zapewniając równoważną trwałość przy użyciu jedynie ułamka ilości materiału. Takie podejście wymaga podstawowej zmiany perspektywy – wnętrze elementu traktowane jest jako objętość podlegająca projektowaniu, a nie jedynie jako wypełnienie stałe.
Przepływ pracy oprogramowania umożliwiający tworzenie złożonych geometrii
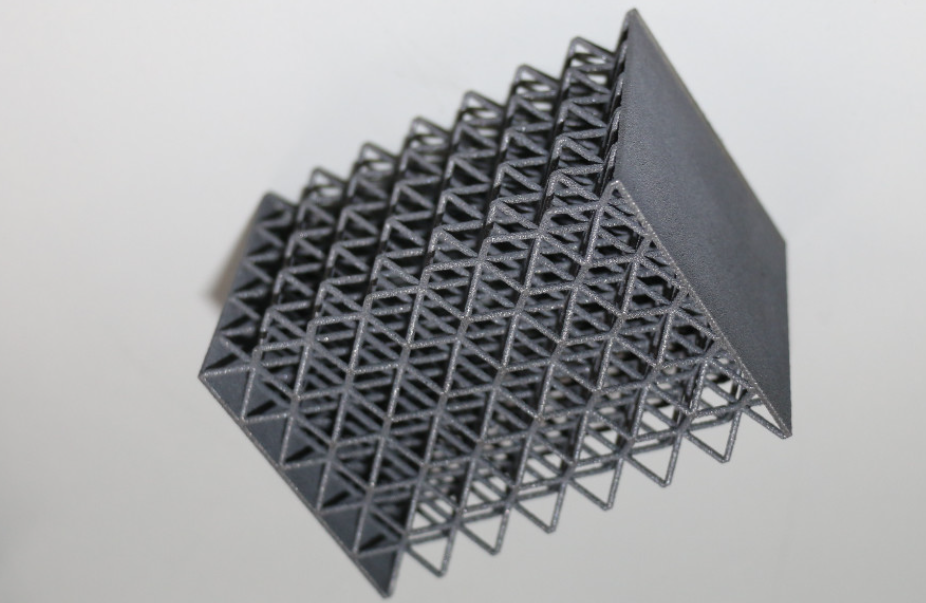
Osiągnięcie takiego stopnia organicznej, lekkiej geometrii nie jest możliwe wyłącznie za pomocą tradycyjnego modelowania parametrycznego. Wymaga to specjalistycznego zestawu narzędzi pozwalających na obsługę geometrii implikowanej. Platformy zaprojektowane do zaawansowanego projektowania obliczeniowego umożliwiają inżynierom pracę z polami i równaniami zamiast jedynie szkicowania brył i stosowania operacji cięcia. Na przykład przy opracowywaniu implantu medycznego, takiego jak element protezy kolana, narzędzia te pozwalają na optymalizację topologiczną, w ramach której gęstość struktury siatkowej jest zmieniana w obrębie struktury kości udowej na podstawie map naprężeń uzyskanych z analizy metodą elementów skończonych (FEA).
W obszarach wysokiego skupienia naprężeń w pobliżu punktów połączenia pręty siatki są pogrubiane. Z kolei w obszarach niskiego obciążenia pręty są zmniejszane do minimalnej możliwej grubości. Ta metoda projektowania oparta na gradientach jest idealnie dopasowana do stopu Ti6Al4V, ponieważ z dużą dokładnością odzwierciedla rzeczywistą ścieżkę przekazywania obciążenia. Początkowy wynik otrzymany od solvera często przyjmuje postać złożonej, organicznej siatki reprezentującej optymalny rozkład masy.
Prawdziwa wiedza specjalistyczna w zakresie projektowania z myślą o produkcji przyrostowej (DfAM) polega na dopracowaniu tej siatki. Powierzchnie należy wygładzić, aby zapobiec turbulencjom lub zakłóceniom przepływu w obojętnym środowisku gazowym komory produkcyjnej. Specjalistyczni dostawcy usług wykańczania zdają sobie sprawę z tego, że szorstka, bezpośrednio po wydrukowaniu powierzchnia stopu Ti6Al4V może stanowić punkt skupienia naprężeń oraz potencjalne miejsce inicjacji korozji. Poprzez dopracowanie krzywizny zoptymalizowanej siatki przed drukowaniem znacznie zmniejsza się nakład pracy związany z późniejszym polerowaniem i obróbką powierzchniową, co zapewnia zgodność części ze ścisłymi wymaganiami dotyczącymi tolerancji.
Ponadto konieczne jest zweryfikowanie, czy projekt nie zawiera ukrytych kieszonek, w których proszek mógłby zostać trwale uwięziony. Taki poziom wykonalności produkcyjnej wymaga głębokiego zrozumienia zarówno logicznych zasad działania algorytmów, jak i fizycznych dynamiki strefy topnienia.
Wpływ dynamiki cieplnej na końcową geometrię
Subtelny, lecz istotny przeciwnik w druku metalowym, który często pozostaje pominięty podczas statycznej analizy naprężeń, to zarządzanie temperaturą. Topienie stopu Ti6Al4V za pomocą skoncentrowanego źródła energii wiąże się z wprowadzeniem ogromnej ilości energii do mikroskopijnego obszaru. Następne szybkie schładzanie generuje złożone wewnętrzne pole naprężeń, znane jako naprężenia resztkowe. Jeśli część zoptymalizowana pod kątem topologii posiada masywny przekrój obok bardzo cienkiej ścianki, wynikowy gradient temperaturowy prawdopodobnie spowoduje odkształcenie (wygięcie) podczas procesu budowy lub – w ciężkich przypadkach – uszkodzenie mechanizmu rozprowadzania proszku.
W związku z tym zaawansowane narzędzia symulacyjne integrują obecnie fizykę cieplną bezpośrednio w pętli optymalizacji, analizując kontrolę przegrzewania podczas procesu spawania. Oznacza to, że kształt o najmniejszej masie, przewidywany wyłącznie na podstawie analiz mechanicznych, może nie być najbardziej odporną strategią drukowania. Projektant może być zmuszony do strategicznego ponownego wprowadzenia materiału lub włączenia elementów zarządzania ciepłem w celu regulacji temperatury strefy topienia. Jest to delikatna równowaga między osiągnięciem założeń mechanicznych a zapewnieniem stabilności termicznej. Gdy osiągnie się tę równowagę, redukcja naprężeń wewnętrznych czasem pozwala zrezygnować z kosztownej operacji gorącego izostatycznego prasowania (HIP), co przekłada się na istotne oszczędności czasu i kosztów.

Rozszerzanie horyzontów projektowania wykonalnego technologicznie
W perspektywie długoterminowej metodyka projektowania elementów ze stopu Ti6Al4V będzie nadal zwiększać swój stopień zaawansowania. Przemysł przesuwa się poza statyczne przypadki obciążenia ku rozwiązaniom zoptymalizowanym pod kątem konkretnych częstotliwości drgań lub odporności na uderzenia. Kwestie zrównoważonego rozwoju również znacząco wpływają na zmiany w tej dziedzinie. Ponieważ proszek Ti6Al4V jest cennym materiałem wymagającym dużych nakładów energii, minimalizacja odpadów ma kluczowe znaczenie. Dzięki zastosowaniu optymalizacji topologicznej możliwe jest wytwarzanie lżejszych i mniejszych elementów, co automatycznie redukuje zużycie proszku w ramach pojedynczego zadania. W miarę dojrzewania standardów dotyczących recyklingu proszków oraz ich certyfikacji, wizja wysokowydajnych komponentów tytanowych – które nie tylko są lżejsze i wytrzymalsze, ale także bardziej przyjazne dla środowiska niż ich odpowiedniki wytwarzane metodami kucia lub odlewania – staje się rzeczywistością.
Jesteśmy w ekscytującym momencie, w którym głównym ograniczeniem nie jest już sama aparatura, lecz kreatywność projektanta w zakresie rozkładu materiału oraz jego zrozumienie skomplikowanej wzajemnej zależności między źródłem energii, warstwą proszku a ewoluującą geometrią. Opanowanie tej wzajemnej zależności stanowi klucz do wykorzystania pełnego potencjału stopu Ti6Al4V w erze produkcji przyrostowej.
Spis treści
- Dlaczego Ti6Al4V wymaga unikalnego podejścia projektowego
- Zarządzanie nachylonymi powierzchniami i strukturami wspierającymi
- Struktury siatkowe: zwiększanie sztywności przy jednoczesnym zmniejszaniu masy
- Przepływ pracy oprogramowania umożliwiający tworzenie złożonych geometrii
- Wpływ dynamiki cieplnej na końcową geometrię
- Rozszerzanie horyzontów projektowania wykonalnego technologicznie
