
Pokud pracujete s titanovými slitinami v oblasti 3D tisku, pravděpodobně jste toto už několikrát slyšeli: skutečné pokroky nastávají tehdy, když spojíte chytré návrhové řešení s vhodnými vlastnostmi prášku. Mít stroj schopný tisknout složité geometrie je jedna věc, zcela jinou výzvou je však navrhnout součást, která plně využije jedinečných možností laserového tisku do práškového lože (LPBF) nebo tavení elektronovým paprskem (EBM). Když mluvíme o materiálech jako je titanová slitina Ti6Al4V, máme na mysli univerzální slitinu, která je mimořádně pevná a vykazuje vynikající biokompatibilitu, avšak je známá tím, že s ní je velmi obtížné pracovat, pokud se na ni předem nepřipravíte. Právě zde se stává klíčovým koncept návrhu pro aditivní výrobu (DfAM), zejména prostřednictvím aplikace topologické optimalizace. Ačkoli tento termín zní technicky, jeho princip je jednoduchý: materiál umístit výhradně tam, kde jej fyzika zatěžovací dráhy vyžaduje, a všude jinde jej odstranit.
Proč Ti6Al4V vyžaduje jedinečný přístup k návrhu
Ti6Al4V není ani levný, ani lehký jako hliník. Jeho hustota je hmatatelná, avšak tato nevýhoda je kompenzována jeho vynikajícími mechanickými vlastnostmi a odolností proti korozi. V důsledku toho se jedná o základní materiál v leteckém průmyslu a pokročilé lékařské technice, kde se používá například u součástí pro náhradu kloubů v ortopedii či u strukturálních implantátů. Pokud však konstruktér vezme standardní CAD model určený pro subtraktivní výrobu (frézování CNC) a jednoduše jej zadá do kovové tiskárny s použitím prášku Ti6Al4V, zůstane významná část potenciální hodnoty nevyužita. Díl nese nadbytečnou hmotnost a – co je ještě důležitější – během procesu tisku se v něm hromadí zbytečné tepelné napětí.
Přídavná výroba a topologická optimalizace odemykají potenciál výroby složitých komponent, které byly před deseti lety nepředstavitelné. Cílem je snížení hmotnosti, avšak jde o přesnou formu úbytku hmotnosti: odstraňuje se neefektivita, zatímco se zároveň posilují konkrétní cesty přenášející mechanické zatížení.
Výzvou je neúprosná povaha materiálu. Slitina Ti6Al4V vykazuje vysokou tuhost a má tendenci uchovávat reziduální napětí. Pokud je provedena obecná studie topologické optimalizace bez zohlednění omezení minimální velikosti prvků nebo požadavku na odstranění prášku z vnitřních kanálů, bude výsledná geometrie – ačkoli vizuálně působivá na monitoru – praktickým nočním můrem z hlediska tisku i čištění. Při návrhu pro přídavnou výrobu s použitím slitiny Ti6Al4V je nutné zohlednit celý životní cyklus součásti, od okamžiku, kdy nanášecí čepel rozmísťuje prášek, až po konečné oddělení součásti od stolice tiskárny.
Řízení převisů a podporových struktur
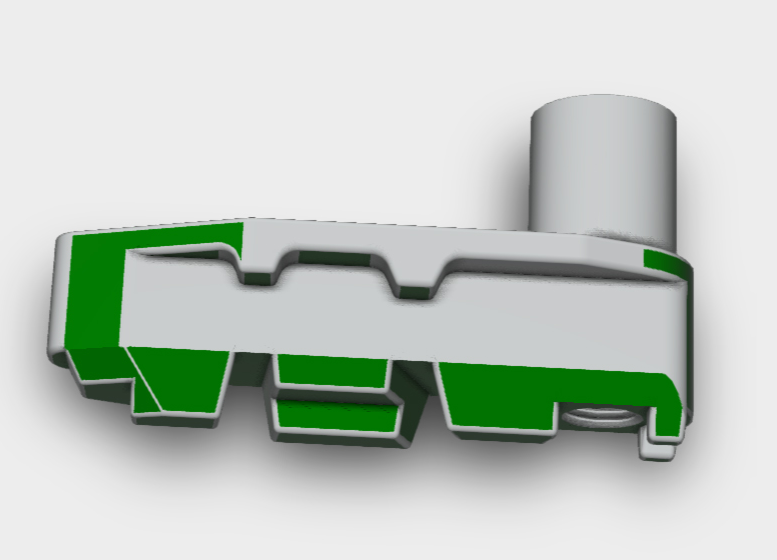
Jedním z prvních principů, které se učíme při přídavné výrobě kovových dílů, je skutečnost, že fyzikální síly působí plnou silou bez ohledu na zdroj tepla. Rostečná slitina Ti6Al4V je zároveň hustá i velmi horká. Pokus o tisk plochého, vodorovného převisu bez dostatečné podpory nevyhnutelně vede ke prohnutí, zkroucení nebo selhání celého výrobního procesu. Proto musí být úhel převisu hlavním omezením jakékoli strategie optimalizace topologie. Spolehlivým pravidlem je udržovat úhly prvků minimálně čtyřicet pět stupňů vzhledem k stolku pro tisk.
Pokud softwarový nástroj pro optimalizaci vygeneruje organický tvar obsahující nepodporovanou vodorovnou desku, musí zasáhnout konstruktér a buď upravit geometrii, nebo v řešiči vynutit přísná omezení týkající se převisu. Cílem je maximalizovat podíl samonosné geometrie. Minimalizace počtu bodů kontaktu s podporami je nezbytná, protože podpory zvyšují náklady na materiál, jejich odstranění vyžaduje náročnou ruční práci a zanechávají po sobě drsné povrchové stopy, které vyžadují další dokončovací operace.
Současný výzkum se zaměřuje na optimální rozestupy opěrných připojovacích bodů specificky pro tuto slitinu. Cílem je určit maximální povolenou vzdálenost mezi opěrnými zuby, než začne převis deformovat. Jemnou úpravou těchto parametrů lze výrazně snížit množství materiálu potřebného pro opěrné prvky. U součásti z Ti6Al4V určené pro vysokovýkonné lékařské zařízení nebo robotické aplikace je integrita povrchů vnitřních kanálů kritická. Volný prášek uvíznutý v mřížkové struktuře nebo křehké zbytky opěrných prvků, které by se později mohly uvolnit, jsou nepřijatelné. Návrh musí od samého počátku zohledňovat konečné kroky čištění a ověření.
Mřížkové struktury: Zvyšování tuhosti při současném snižování hmotnosti
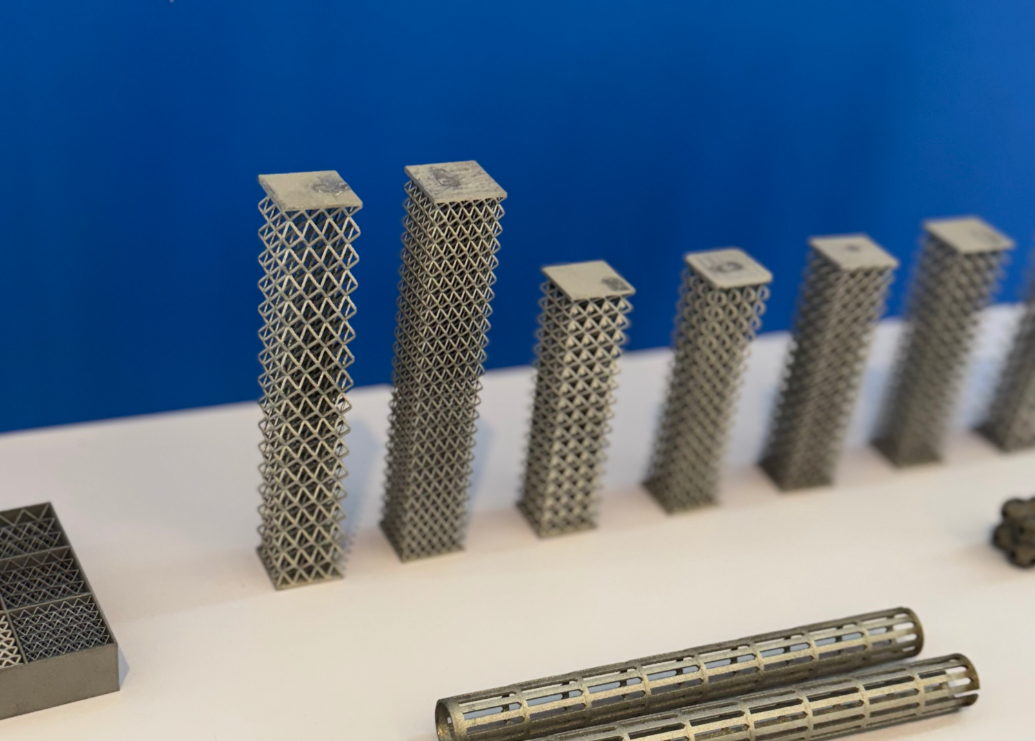
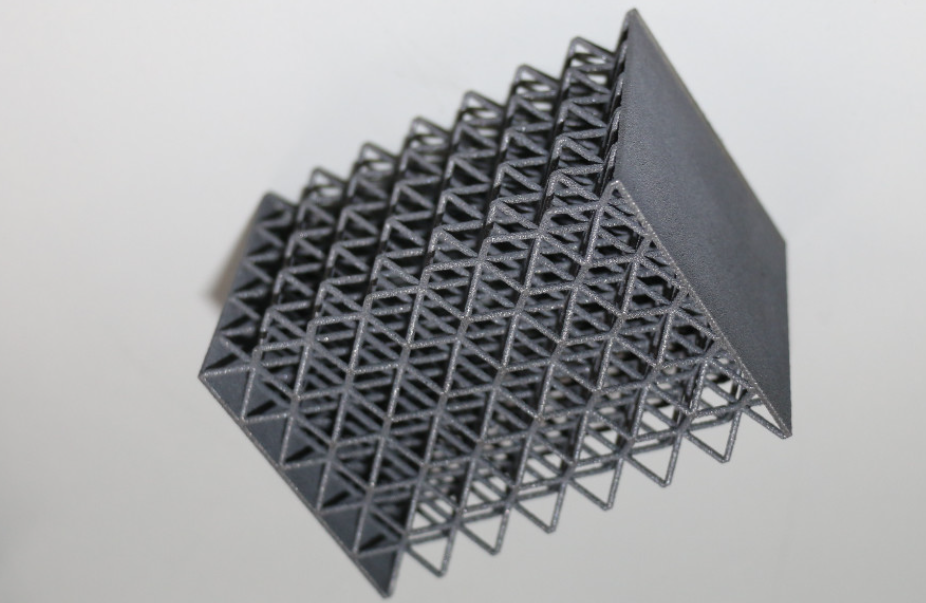
Zatímco optimalizace topologie stanovuje základní rysy návrhu, mřížové struktury poskytují jemné detaily. Při práci s materiálem Ti6Al4V je často nedostatečné prostě vyprázdnit pevnou část, aby byla zachována požadovaná tloušťka stěny a celková tuhost. Právě zde vnitřní objem vyplňují elementární buňky – opakující se mikrostruktury, jako jsou například tělesově centrované kubické nebo gyroidní uspořádání. Je pozoruhodné, jak velkou konstrukční pevnost lze zachovat, zatímco hmotnost součásti klesne o padesát procent nebo více díky strategické náhradě plných bloků inženýrsky navrženými mřížovými strukturami.
Uvažujme mechanický převodový prvek, jako je ozubené kolo. Nedávné studie ukázaly, že nahrazení plného tělesa standardního přímého ozubeného kola mřížkovou buňkovou strukturou z materiálu Ti6Al4V přináší významné výhody. Použitím softwaru pro optimalizaci topologie k určení míst, kde jsou potřebné husté uzlové spoje, a míst, kde lze pruty zeslabit, dosáhli výzkumníci více než jen lehčího ozubeného kola. Součást vykazovala změněné dynamické chování za zatížení, protože mřížková struktura přispívala ke tlumení vibrací. Tato vedlejší výhoda vzniká pouze tehdy, jsou-li součásti navrhovány jako inženýrsky zkonstruované architektury, nikoli jako plné polotovary.
V automobilovém a dopravním průmyslu se tento přístup stává nezbytným pro komponenty, jako jsou brzdové kalibry nebo řídicí ramena zavěšení. Kombinace topologické optimalizace s mřížkovým výplňovým vzorem snižuje jak nespruženou hmotnost, tak rotační setrvačnost. Mechanické vlastnosti slitiny Ti6Al4V vyrobené metodou tavení elektronovým paprskem nebo fúzí laserem v práškové vrstvě jsou srovnatelné s vlastnostmi kovaného materiálu, čímž je zajištěna stejná trvanlivost při použití jen zlomku původního množství materiálu. Tento přístup vyžaduje zásadní změnu pohledu – vnitřek součásti je vnímán jako objem, který lze navrhovat, nikoli pouze jako plný (pevný) objem.
Softwarový pracovní postup umožňující složité geometrie
Dosáhnout takové úrovně organické, hmotnostně efektivní geometrie není možné pouze pomocí tradičního parametrického modelování. Vyžaduje to specializovanou sadu nástrojů schopných zpracovávat implicitní geometrie. Platformy navržené pro pokročilý výpočetní návrh umožňují inženýrům pracovat s poli a rovnicemi místo pouhého kreslení těles a aplikace řezů. Například při vývoji lékařského implantátu, jako je součást kolenního náhradku, tyto nástroje umožňují topologickou optimalizaci, při níž se mění hustota mřížky uvnitř femorální struktury na základě map napětí z analýzy metodou konečných prvků (FEA).
V oblastech vysoké koncentrace napětí v blízkosti připojovacích bodů jsou mřížové pruty zesíleny. Naopak v oblastech nízkého namáhání jsou pruty zredukovány na minimální životaschopnou tloušťku. Tato metodika návrhu založená na gradientu je ideálně vhodná pro materiál Ti6Al4V, protože s vysokou přesností odráží skutečnou dráhu zatížení. Počáteční výstup řešiče často vypadá jako složitá organická síť reprezentující optimální rozložení hmotnosti.
Skutečná odbornost v oblasti návrhu pro aditivní výrobu (DfAM) spočívá v doladění této sítě. Plochy je třeba vyhladit, aby nedošlo k turbulencím nebo porušení toku v inertním plynném prostředí stavební komory. Specializovaní poskytovatelé dokončovacích služeb si uvědomují, že hrubý povrch vytisknuté součásti z materiálu Ti6Al4V může působit jako zaměřovací bod pro koncentrátory napětí a potenciální počátek koroze. Doladění křivosti optimalizované sítě před tiskem výrazně snižuje následné úsilí potřebné pro leštění a povrchovou úpravu, čímž se zajišťuje, že součást splňuje přesné toleranční specifikace.
Navíc je nezbytné ověřit, že konstrukce neobsahuje žádné skryté dutiny, ve kterých by se prášek mohl trvale zachytit. Tato úroveň výrobní vhodnosti vyžaduje hluboké pochopení jak algoritmické logiky, tak fyzikálních dynamik taveného bazénku.
Vliv tepelné dynamiky na konečnou geometrii
Jemný, avšak významný nepřítel při kovovém tisku, který je často při statické analýze napětí opomíjen, je tepelné řízení. Tavení slitiny Ti6Al4V koncentrovaným zdrojem energie zahrnuje vstřikování obrovského množství energie do mikroskopické oblasti. Následné rychlé ochlazení vytváří složité vnitřní pole napětí, tzv. reziduální napětí. Pokud má část optimalizovaná topologií masivní průřez vedle extrémně tenké stěny, bude výsledný teplotní gradient pravděpodobně způsobovat deformaci (prohnutí) během stavby nebo v závažných případech dokonce poškození mechanismu rozmazávače.
V důsledku toho se pokročilé nástroje pro simulaci nyní přímo integrují tepelnou fyziku do optimalizační smyčky a analyzují řízení přehřívání během procesu tavení. To znamená, že nejlehčí tvar předpovězený čistě mechanickými metodami nemusí být nejrobustnější strategií tisku. Konstruktér může být nucen strategicky znovu zavést materiál nebo začlenit prvky pro řízení tepla, aby reguloval teplotu tavící se kaluže. Jedná se o jemnou rovnováhu mezi dosažením mechanických požadavků a zajištěním tepelné stability. Pokud je tato rovnováha dosažena, snížení vnitřního napětí někdy umožňuje úplně vynechat nákladný cyklus horkého izostatického lisování, což vede k významné úspoře času i nákladů.

Rozšiřování hranic konstruovatelného návrhu
S ohledem na budoucnost se metodika návrhu komponentů z materiálu Ti6Al4V bude nadále zvyšovat ve své sofistikovanosti. Průmysl se posouvá za statické zatěžovací případy k návrhům optimalizovaným pro konkrétní kmitočty vibrací nebo odolnost proti nárazu. Udržitelnost také v tomto oboru vyvolává významné změny. Vzhledem k tomu, že prášek Ti6Al4V je cenným a energeticky náročným zdrojem, je minimalizace odpadu zásadní. Použitím topologické optimalizace pro výrobu lehčích a menších dílů se spotřeba prášku na jednu zakázku přirozeně snižuje. S postupujícím zralostí technik recyklace prášku a certifikačních standardů se stává hmatatelnou realitou vize vysokovýkonných titanových komponentů, které jsou nejen lehčí a pevnější, ale také ekologičtější než jejich kované či lité ekvivalenty.
Nacházíme se v napínavém stadiu, kdy hlavním omezením již není samotný hardware, nýbrž kreativita konstruktéra při rozdělování materiálu a jeho pochopení složitého vzájemného působení mezi zdrojem energie, vrstvou prášku a postupně se měnící geometrií. Ovládnutí tohoto vzájemného působení je klíčem k plnému využití potenciálu slitiny Ti6Al4V v éře aditivní výroby.
Obsah
- Proč Ti6Al4V vyžaduje jedinečný přístup k návrhu
- Řízení převisů a podporových struktur
- Mřížkové struktury: Zvyšování tuhosti při současném snižování hmotnosti
- Softwarový pracovní postup umožňující složité geometrie
- Vliv tepelné dynamiky na konečnou geometrii
- Rozšiřování hranic konstruovatelného návrhu
