
Si vous travaillez avec des alliages de titane dans le domaine de l’impression 3D, vous avez probablement entendu à maintes reprises la même chose : les véritables avancées surviennent lorsque l’on associe une conception intelligente aux caractéristiques appropriées de la poudre. Posséder une machine capable d’imprimer des géométries complexes est une chose, mais concevoir une pièce qui exploite pleinement les capacités uniques de la fusion laser sur lit de poudre ou de la fusion par faisceau d’électrons constitue un défi tout à fait différent. Lorsqu’il s’agit de matériaux tels que l’alliage de titane Ti6Al4V, on évoque un alliage polyvalent, exceptionnellement résistant et présentant une excellente biocompatibilité, mais notoirement difficile à mettre en œuvre si l’on ne planifie pas à l’avance. C’est ici que le concept de « Conception pour la fabrication additive » (DfAM) devient essentiel, notamment grâce à l’application de l’optimisation topologique. Bien que ce terme paraisse technique, son principe est simple : placer le matériau strictement là où la physique du chemin de charge l’exige, et l’éliminer partout ailleurs.
Pourquoi le Ti6Al4V exige une approche de conception spécifique
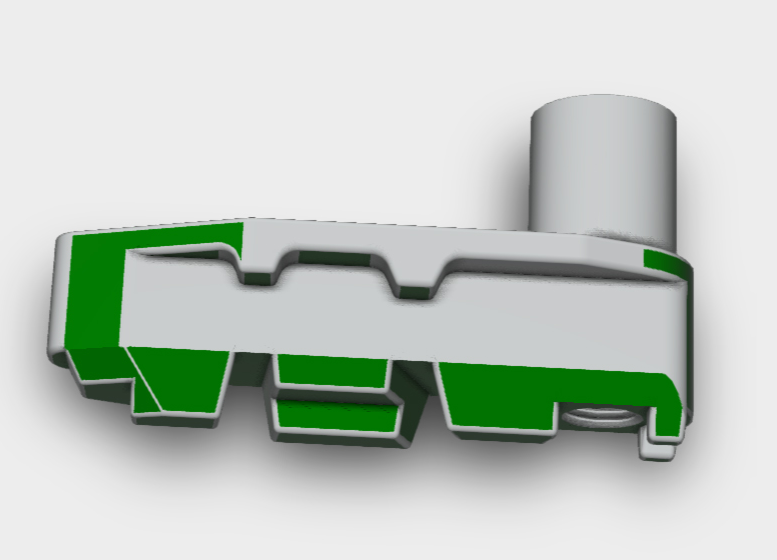
Le Ti6Al4V n’est ni peu coûteux ni léger comme l’aluminium. Sa densité est tangible, mais elle est compensée par ses performances mécaniques supérieures et sa résistance à la corrosion. Il constitue ainsi un matériau incontournable dans le secteur aérospatial et dans les technologies médicales avancées, notamment dans des applications telles que les composants d’implants articulaires orthopédiques et les implants structurels. Toutefois, si un concepteur prend un modèle CAO standard conçu pour une fabrication soustractive (usinage CNC) et le soumet directement à une imprimante métallique en utilisant de la poudre de Ti6Al4V, une valeur considérable reste inexploitée. La pièce présente une masse superflue et, plus grave encore, accumule des contraintes thermiques évitables au cours du processus d’impression.
La fabrication additive et l’optimisation topologique débloquent le potentiel de réaliser des composants complexes qui étaient inimaginables il y a dix ans. L’objectif est la réduction de masse, mais il s’agit d’une forme précise de perte de poids : éliminer les inefficacités tout en renforçant les chemins spécifiques qui supportent les charges mécaniques.
Le défi réside dans la nature impitoyable du matériau. Le Ti6Al4V présente une rigidité élevée et une tendance à retenir les contraintes résiduelles. Si une étude générique d’optimisation topologique est réalisée sans tenir compte des contraintes de taille minimale des caractéristiques ou de la nécessité d’évacuer la poudre des canaux internes, la géométrie résultante — bien qu’impressionnante visuellement sur un écran — deviendra un cauchemar pratique à imprimer et à nettoyer. Lors de la conception pour la fabrication additive avec du Ti6Al4V, il faut prendre en compte l’ensemble du cycle de vie de la pièce, depuis le moment où la lame de répartition étale la poudre jusqu’à la séparation finale de la pièce de la plaque de construction.
Gestion des surplombs et des structures de support
L’un des premiers principes appris dans la fabrication additive métallique est que les forces physiques restent pleinement en vigueur, quelle que soit la source de chaleur. Le Ti6Al4V à l’état fondu est à la fois dense et très chaud. Tenter d’imprimer un surplomb plat et horizontal sans support adéquat entraînera inévitablement un affaissement, un gauchissement ou un échec de l’impression. Par conséquent, les angles de surplomb doivent constituer une contrainte fondamentale dans toute stratégie d’optimisation topologique. Une règle fiable consiste à maintenir les angles des caractéristiques à au moins quarante-cinq degrés par rapport à la plaque de construction.
Si un logiciel d’optimisation génère une forme organique comportant une étagère horizontale non supportée, le concepteur doit intervenir afin de modifier la géométrie ou d’imposer des contraintes strictes en matière de surplomb au sein du solveur. L’objectif est de maximiser la proportion de géométrie autoportante. Il est essentiel de minimiser le nombre de points de contact avec les supports, car ces derniers engendrent des coûts matériels, nécessitent une suppression fastidieuse et laissent des marques de surface rugueuses exigeant un traitement post-impression.
Les recherches actuelles portent sur l'espacement optimal des points de fixation des supports spécifiquement pour cet alliage. L'objectif est de déterminer la distance maximale autorisée entre les dents de support avant que le porte-à-faux ne commence à se déformer. En affinant ces paramètres, l'utilisation de matériau pour les supports peut être considérablement réduite. Pour une pièce en Ti6Al4V destinée à un dispositif médical haute performance ou à une application robotique, l'intégrité des surfaces internes des canaux est critique. La présence de poudre non consolidée piégée dans une structure alvéolaire ou de restes de supports fragiles susceptibles de se détacher ultérieurement est inacceptable. La conception doit dès l'origine intégrer intrinsèquement les étapes finales de nettoyage et de validation.
Structures alvéolaires : amélioration de la rigidité tout en réduisant la masse
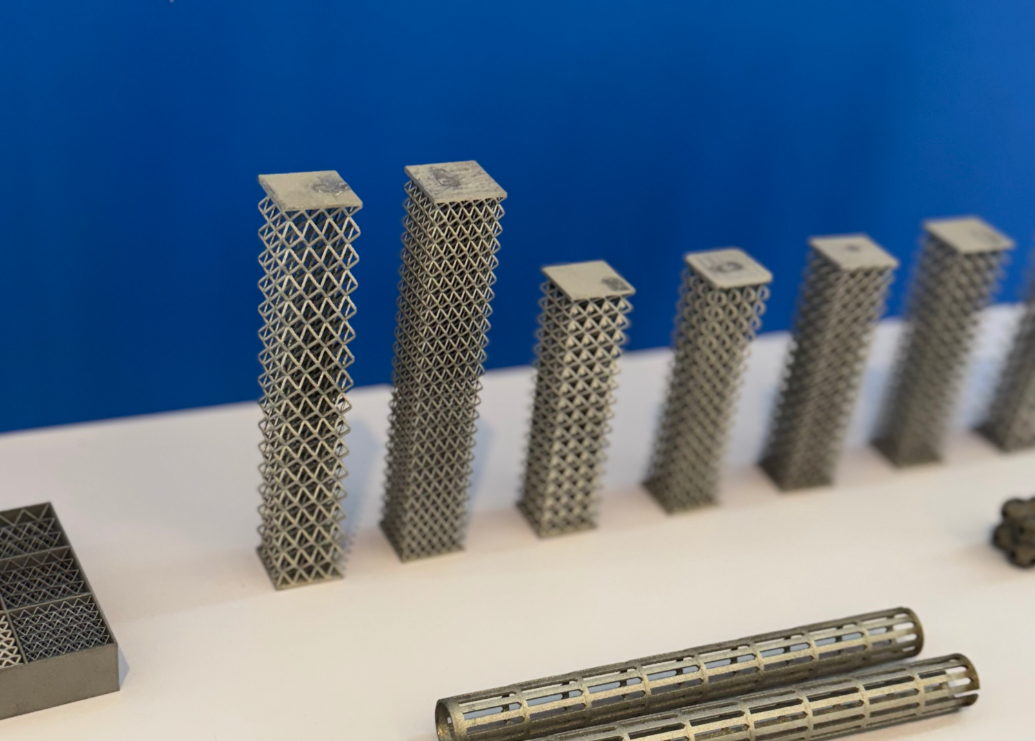
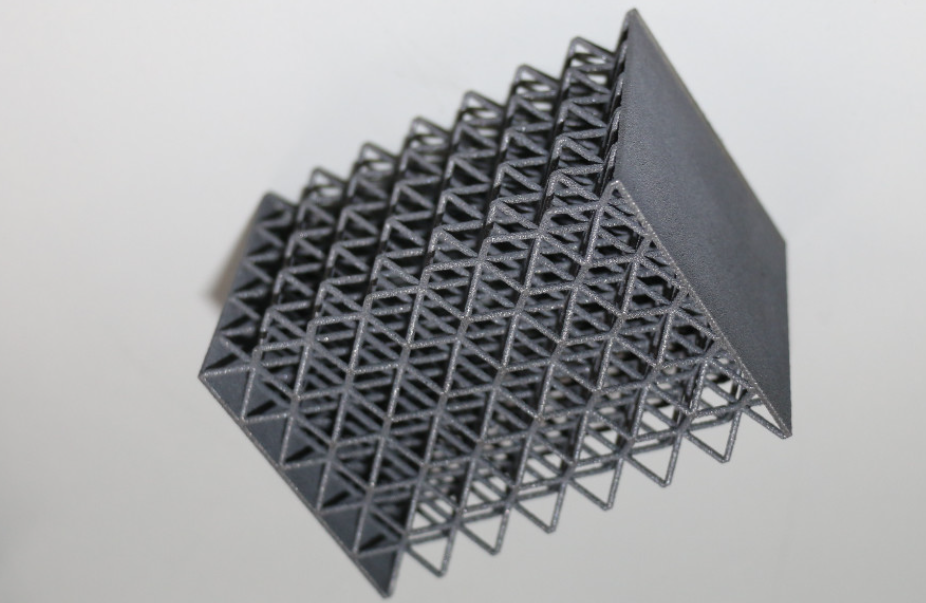
Si l’optimisation topologique établit les grandes lignes de la conception, les structures en treillis apportent le détail fin. Lorsqu’on travaille avec du Ti6Al4V, il est souvent insuffisant de simplement évider une section pleine afin de conserver l’épaisseur minimale requise des parois et la rigidité globale. C’est ici que les cellules élémentaires — des microstructures répétitives telles que des arrangements cubiques à centre corporel ou gyroïdaux — remplissent le volume intérieur. Il est remarquable de constater combien de résistance structurelle peut être préservée tout en réduisant la masse des composants de cinquante pour cent ou plus grâce au remplacement stratégique de blocs pleins par des treillis conçus sur mesure.
Envisagez un élément de transmission mécanique tel qu’un engrenage. Des études récentes ont montré que le remplacement du corps massif d’un engrenage droit standard par une structure alvéolaire en alliage Ti6Al4V offrait des avantages significatifs. En utilisant un logiciel d’optimisation topologique pour déterminer les zones nécessitant des connexions nodales denses et celles où les entretoises pouvaient être amincies, les chercheurs ont obtenu bien plus qu’un engrenage allégé. Le composant présentait des performances dynamiques modifiées sous charge, car la structure alvéolaire contribuait à l’amortissement des vibrations. Cet avantage secondaire n’apparaît que lorsque les pièces sont conçues comme des architectures ingénieries plutôt que comme des billettes massives.
Dans les secteurs automobile et des transports, cette approche devient indispensable pour des composants tels que les étriers de frein ou les bras de suspension. La combinaison de l’optimisation topologique avec un remplissage en treillis permet de réduire à la fois la masse non suspendue et l’inertie de rotation. Les propriétés mécaniques du Ti6Al4V fabriqué par fusion par faisceau d’électrons ou par fusion laser sur lit de poudre sont comparables à celles du matériau forgé, garantissant une durabilité équivalente tout en utilisant une fraction seulement de la matière initiale. Cette approche exige un changement fondamental de perspective, considérant l’intérieur d’une pièce comme un volume pouvant être conçu, plutôt que comme un simple remplissage massif.
Le flux de travail logiciel permettant des géométries complexes
Atteindre ce niveau de géométrie organique et efficace sur le plan du poids n’est pas réalisable uniquement à l’aide de la modélisation paramétrique traditionnelle. Cela nécessite un ensemble d’outils spécialisés capables de traiter des géométries implicites. Les plateformes conçues pour la conception computationnelle avancée permettent aux ingénieurs de travailler avec des champs et des équations, plutôt que de se contenter de dessiner des solides et d’y appliquer des découpes. Par exemple, lors du développement d’un implant médical tel qu’un composant de prothèse de genou, ces outils permettent une optimisation topologique où la densité de la structure en treillis est ajustée au sein de la structure fémorale, en fonction des cartes de contraintes issues de l’analyse par éléments finis (AEF).
Dans les zones de forte concentration de contraintes, près des points de connexion, les membrures du treillis sont épaissies. À l’inverse, dans les zones à faible contrainte, les membrures sont réduites à leur épaisseur minimale viable. Cette méthodologie de conception basée sur un gradient est particulièrement adaptée au Ti6Al4V, car elle reproduit avec une grande précision le chemin réel des charges. Le résultat initial fourni par le solveur apparaît souvent sous la forme d’un maillage complexe et organique représentant la répartition optimale de la masse.
L’expertise véritable en conception pour la fabrication additive (DfAM) réside dans l’affinage de ce maillage. Les surfaces doivent être lissées afin d’éviter les turbulences ou les perturbations d’écoulement dans l’environnement gazeux inerte de la chambre de fabrication. Les prestataires spécialisés en finition savent qu’une surface rugueuse, telle qu’imprimée, sur du Ti6Al4V peut constituer un point focal pour les concentrations de contraintes et l’initiation potentielle de la corrosion. En affinant la courbure du maillage optimisé avant l’impression, les efforts ultérieurs requis pour le polissage et le traitement de surface sont considérablement réduits, garantissant ainsi que la pièce respecte précisément les tolérances spécifiées.
En outre, il est impératif de vérifier que la conception ne comporte aucune cavité cachée dans laquelle la poudre pourrait être définitivement piégée. Ce niveau de fabricabilité exige une compréhension approfondie à la fois de la logique algorithmique et des dynamiques physiques du bain de fusion.
L’influence des dynamiques thermiques sur la géométrie finale
Un adversaire subtil mais significatif dans l’impression métallique, souvent négligé lors de l’analyse statique des contraintes, est la gestion thermique. La fusion du Ti6Al4V à l’aide d’une source d’énergie concentrée implique l’injection d’une énergie considérable dans une zone microscopique. Le refroidissement rapide qui s’ensuit génère un champ de contraintes internes complexe, appelé contrainte résiduelle. Si une pièce optimisée topologiquement présente une section massive adjacente à une nervure extrêmement fine, le gradient thermique résultant provoquera très probablement une déformation pendant l’impression ou, dans les cas les plus graves, endommagera le dispositif de nivellement.
Par conséquent, les outils de simulation avancés intègrent désormais directement la physique thermique dans la boucle d’optimisation, en analysant le contrôle de la surchauffe pendant le processus de fusion. Cela signifie que la forme absolument la plus légère prédite par la mécanique pure n’est pas nécessairement la stratégie d’impression la plus robuste. Le concepteur peut être amené à réintroduire stratégiquement du matériau ou à intégrer des fonctionnalités de gestion thermique afin de réguler la température du bain de fusion. Il s’agit d’un équilibre délicat entre l’atteinte des objectifs mécaniques et l’assurance de la stabilité thermique. Lorsque cet équilibre est atteint, la réduction des contraintes internes peut parfois supprimer la nécessité d’un cycle coûteux de pressage isostatique à chaud, entraînant ainsi des économies substantielles de temps et de coûts.

Élargir les horizons de la conception fabricable
À l'avenir, la méthodologie de conception des composants en Ti6Al4V continuera d'évoluer vers une plus grande sophistication. Le secteur évolue au-delà des cas de charge statiques pour adopter des conceptions optimisées en fonction de fréquences vibratoires spécifiques ou de résistance aux chocs. La durabilité constitue également un moteur majeur de changement dans ce domaine. Comme la poudre de Ti6Al4V est une ressource précieuse et énergivore, la réduction des déchets est essentielle. En utilisant l'optimisation topologique pour produire des pièces plus légères et plus compactes, la consommation de poudre par opération est naturellement réduite. À mesure que les procédés de recyclage des poudres et les normes de certification se perfectionnent, la vision de composants en titane haute performance — non seulement plus légers et plus résistants, mais aussi plus respectueux de l'environnement que leurs équivalents forgés ou moulés — devient une réalité concrète.
Nous nous trouvons à un moment passionnant où la principale limitation n’est plus le matériel lui-même, mais bien la créativité du concepteur en matière de répartition des matériaux et sa compréhension des interactions complexes entre la source d’énergie, le lit de poudre et la géométrie en évolution. Maîtriser ces interactions est la clé pour libérer tout le potentiel du Ti6Al4V à l’ère de la fabrication additive.
Table des matières
- Pourquoi le Ti6Al4V exige une approche de conception spécifique
- Gestion des surplombs et des structures de support
- Structures alvéolaires : amélioration de la rigidité tout en réduisant la masse
- Le flux de travail logiciel permettant des géométries complexes
- L’influence des dynamiques thermiques sur la géométrie finale
- Élargir les horizons de la conception fabricable
