
Jos työskentelet titaaniseosten kanssa 3D-tulostuksen alalla, olet todennäköisesti kuullut samaa asiaa toistuvasti: todelliset edistysaskeleet tapahtuvat, kun älykäs suunnittelu yhdistetään sopiviin pulveriominaisuuksiin. On yksi asia omata kone, joka pystyy tulostamaan monimutkaisia geometrioita, mutta täysin eri haaste on suunnitella osa, joka hyödyntää täysin laserpohjaisen pulverisuihkutulostuksen tai elektronisäteen sulatuksen ainutlaatuisia ominaisuuksia. Kun puhutaan materiaaleista kuten Ti6Al4V-titaani, viitataan työhevoseen, joka on erinomaisen vahva ja osoittaa erinomaista biokompatibilisuutta, mutta josta on huomattavan vaikeaa työskennellä, ellei suunnittelua tehdä etukäteen. Tässä vaiheessa Design for Additive Manufacturing (DfAM) -suunnitteluperiaate muuttuu ratkaisevaksi, erityisesti topologian optimoinnin soveltamisen kautta. Vaikka termi kuulostaa tekniseltä, periaate on yksinkertainen: materiaalia sijoitetaan ainoastaan sinne, missä kuormituspolun fysiikka vaatii sitä, ja se poistetaan kaikilta muilta paikoilta.
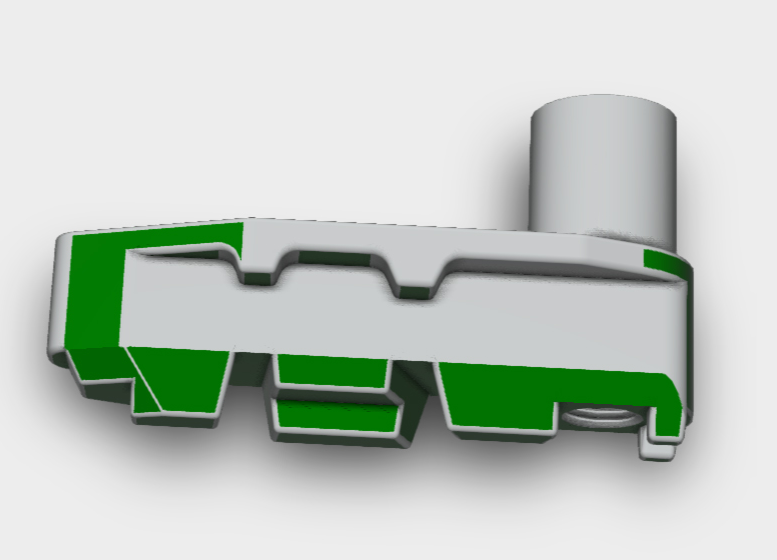
Miksi Ti6Al4V vaatii erityisen suunnittelutavan
Ti6Al4V ei ole edullinen eikä kevyt alumiinin tavoin. Sen tiukkuus on konkreettinen, mutta tämä kompensoituu sen erinomaisella mekaanisella suorituskyvyllä ja korroosionkestävyydellä. Siksi se on perusmateriaali ilmailualalla ja edistetyssä lääketekniikassa, ja sitä käytetään esimerkiksi ortopedisten nivelkorvauskomponenttien ja rakenteellisten implantaattien valmistuksessa. Kuitenkin jos suunnittelija ottaa standardin CAD-mallin, joka on tarkoitettu poistovalmistukseen (CNC-koneistus), ja syöttää sen suoraan metallitulostimeen Ti6Al4V-jauheena, merkittävää arvoa jää toteuttamatta. Osassa on tarpeeton massa ja, mikä vielä tärkeämpää, se kertyy vältettävää lämpöjännitystä tulostusprosessin aikana.
Lisävalmistus ja topologian optimointi avaavat mahdollisuuden valmistaa monimutkaisia komponentteja, jotka olisivat olleet kuvittelemattomia vielä vuosikymmen sitten. Tavoitteena on massan vähentäminen, mutta kyseessä on tarkkaa painonpudotusta: tehottomuuksien poistaminen samalla kun erityisesti mekaanisia kuormia kantavat polut vahvistetaan.
Haasteena on materiaalin armoton luonne. Ti6Al4V:n jäykkyys on korkea, ja se pyrkii säilyttämään jäännösjännityksiä. Jos topologian optimointitutkimus suoritetaan yleispätevällä tavalla ilman, että otetaan huomioon vähimmäispiirteiden koot tai sisäisten kanavien jauheen poistamisen vaatimukset, tuloksena saatava geometria – vaikka näyttäisi vaikutuksekkailta näytöllä – muodostaa käytännössä kohtalaisen painavan haasteen tulostamisessa ja puhdistamisessa. Kun suunnitellaan lisävalmistukseen Ti6Al4V-materiaalilla, on otettava huomioon osan koko elinkaari, alkaen siitä, kun levityterä levittää jauhetta, aina lopulliseen irrottamiseen rakennusalustasta asti.
Yliulokkien ja tuetarakenteiden hallinta
Yksi metallisen lisävalmistuksen ensimmäisistä periaatteista on, että fysikaaliset voimat säilyvät täysin voimassa riippumatta lämmönlähteestä. Sulan Ti6Al4V:n tiukkuus ja kuumuus ovat molemmat suuria. Tasaisen, vaakasuoran ylityksen tulostaminen ilman riittävää tukea johtaa väistämättä taipumiseen, kurtistumiseen tai tulostuksen epäonnistumiseen. Siksi ylityskulmat on otettava keskeiseen huomioon mikä tahansa topologian optimointistrategia. Luotettava ohje on pitää piirteiden kulmat vähintään neljäkymmentä viisi astetta rakennustason suhteen.
Jos optimointiohjelmisto luo orgaanisen muodon, jossa on tuettu vaakasuora hylly, suunnittelijan on puututtava tilanteeseen ja muokattava geometriaa tai asetettava ratkaisimeen tiukat ylitysrajoitukset. Tavoitteena on maksimoida itsestään tuettujen geometristen osien osuus. Tukena olevien kosketuspisteiden minimointi on olennaista, sillä tuet aiheuttavat materiaalikustannuksia, niiden poistamiseen tarvitaan työvoimavaltaista käsittelemistä ja ne jättävät takaisin karkeita pinnan artefakteja, jotka vaativat jälkikäsittelyä.
Nykyiset tutkimukset keskittyvät tämän seoksen tukiyhteyspisteiden optimaalisen välimatkan selvittämiseen. Tavoitteena on määrittää suurin sallittu etäisyys tukihampaiden välillä ennen kuin liikkuvan osan ylitys alkaa muotoutua. Näiden parametrien tarkentamisella tuken materiaalikulut voidaan vähentää merkittävästi. Ti6Al4V-komponentille, joka on tarkoitettu korkean suorituskyvyn lääketieteelliseen laitteeseen tai robotiikkasovellukseen, sisäisten kanavapintojen eheys on ratkaisevan tärkeää. Hilassa jäänyt löysä jauhe tai hauras tukimateriaalin jäännös, joka voisi irrota myöhemmin, eivät ole hyväksyttäviä. Suunnittelun on siis oltava sellainen, että se ottaa huomioon lopulliset puhdistus- ja validointivaiheet jo suunnittelun alkuvaiheessa.
Hiljarakenteet: jäykkyyden parantaminen samalla kun massa vähenee
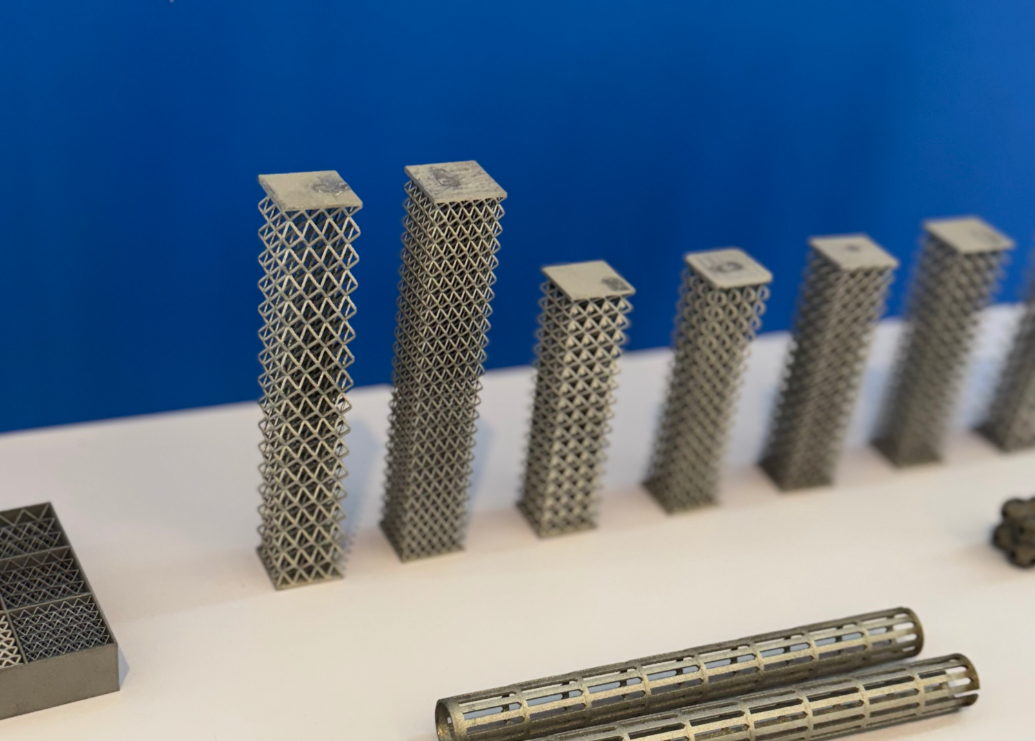
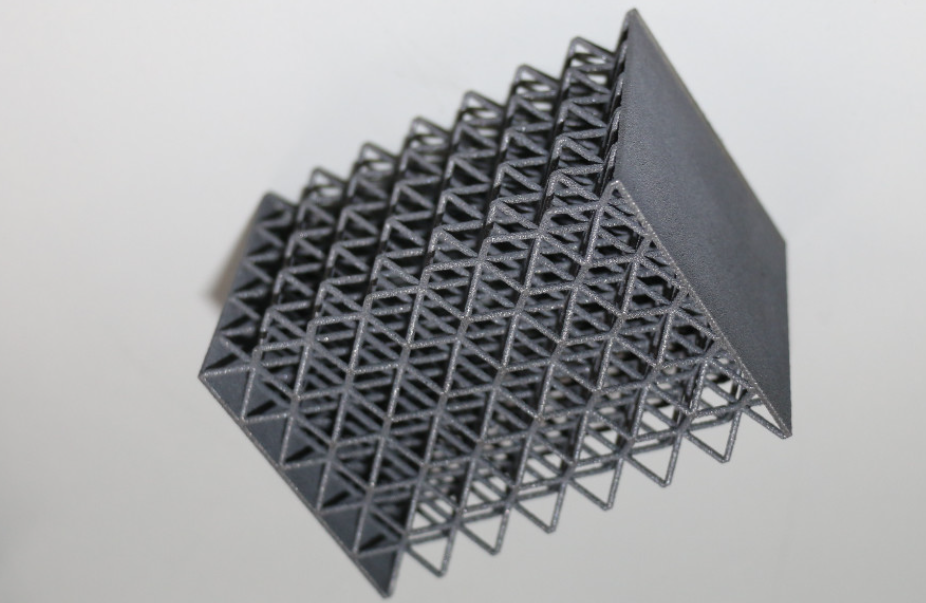
Jos topologian optimointi määrittää suurpiirteisesti suunnittelun, hilarakenteet tarjoavat tarkat yksityiskohdat. Kun työskennellään Ti6Al4V-materiaalin kanssa, yksinkertainen kiinteän osan ontottaminen ei useinkaan riitä vaaditun seinämäpaksuuden ja kokonaaisjäykkyyden säilyttämiseen. Tässä vaiheessa yksikkösolut – toistuvat mikrorakenteet, kuten tilakeskittäinen kuutiomainen tai gyroidijärjestelmä – täyttävät sisäisen tilavuuden. On hämmästyttävää, kuinka paljon rakenteellista lujuutta voidaan säilyttää samalla kun komponentin massa vähenee viidelläkymmenellä prosentilla tai enemmän strategisen kiinteiden lohkkojen korvaamisen avulla teollisesti suunnitelluilla hilarakenteilla.
Harkitse mekaanista voimanvälityselementtiä, kuten hammaspyörää. Viimeaikaiset tutkimukset ovat osoittaneet, että tavallisen suorahampaan hammaspyörän kiinteän kappaleen korvaaminen Ti6Al4V-materiaalista tehdystä solurakenteisesta rakenteesta tuottaa merkittäviä etuja. Kun topologian optimointiohjelmistoa käytettiin karttoamaan, missä tiukat solmuyhteydet ovat tarpeen ja missä sauvoja voidaan ohentaa, tutkijat saavuttivat enemmän kuin vain kevyemmin painavan hammaspyörän. Komponentti osoitti muuttunutta dynaamista suorituskykyä kuormituksen alaisena, koska solurakenne edisti värähtelyn vaimentumista. Tämä toissijainen etu syntyy ainoastaan silloin, kun osia suunnitellaan suunniteltuina arkkitehtuuriratkaisuina eikä kiinteinä valukappaleina.
Autoteollisuudessa ja liikennesektorilla tämä lähestymistapa on muodostumassa välttämättömäksi osaksi esimerkiksi jarrukalvojen tai ripustuksen ohjausvipujen valmistusta. Topologian optimointia yhdistämällä hilamaisella täytteellä voidaan vähentää sekä epäjousitettua massaa että pyörivää hitausmomenttia. Ti6Al4V-materiaalin mekaaniset ominaisuudet, jotka saavutetaan elektronisäteen sulatuksella tai laserpulveripohjaisella sulatuksella, ovat verrattavissa kuumavalssatun materiaalin ominaisuuksiin, mikä takaa yhtä suuren kestävyyden vain murto-osalla materiaalin kulutuksesta. Tämä lähestymistapa edellyttää perustavanlaatuista näkökulman muutosta: osan sisäosaa katsotaan suunniteltavana tilavuutena eikä pelkästään kiinteänä täytteenä.
Ohjelmistotyönkulku, joka mahdollistaa monimutkaisten geometrioiden toteuttamisen
Tämän tason orgaanisen, painolla tehokkaan geometrian saavuttaminen ei ole mahdollista pelkästään perinteisellä parametrisella mallinnuksella. Siihen tarvitaan erityistä työkalupakettia, joka pystyy käsittelyyn implisiittisiä geometrioita. Edistyneeseen laskennalliseen suunnitteluun suunniteltujen alustojen avulla insinöörit voivat työskennellä kenttien ja yhtälöiden kanssa eikä ainoastaan luonnostella kiinteitä kappaleita ja soveltaa leikkauksia. Esimerkiksi lääketieteellisen implantin, kuten polviproteesiosan, kehittämisessä nämä työkalut mahdollistavat topologisen optimoinnin, jossa hilatiukkuutta vaihdellaan femorin rakenteessa perustuen elementtimenetelmällä (FEA) tehtyihin jännityskarttoihin.
Alueilla, joissa yhtymäkohtien läheisyydessä esiintyy suurta jännityskeskittymää, hilan sauvoja tehostetaan. Päinvastoin alueilla, joissa jännitys on vähäistä, sauvat ohennetaan pienimmälle mahdolliselle toimivalle paksuudelle. Tämä gradienttipohjainen suunnittelumenetelmä sopii erinomaisesti materiaaliin Ti6Al4V, koska se kuvaa todellista kuormitustietä erinomaisella tarkkuudella. Ratkaisimen antama alustava tulos näyttää usein monimutkaiselta, orgaaniselta verkolta, joka edustaa optimaalista massajakaumaa.
DfAM:n (suunnittelu lisävalmistusta varten) todellinen asiantuntemus piilee tämän verkon hienosäätämisessä. Pintojen on oltava sileitä, jotta estetään turbulenssi tai virtauksen häiriöt tulostuskameran inerttikaasuympäristössä. Erityisesti viimeistelypalveluita tarjoavat yritykset tietävät, että Ti6Al4V-materiaalin tulostettu, karkea pinta voi toimia jännityksen keskittymiskohtana ja mahdollisena korroosion aloituspaikkana. Optimoidun verkon kaarevuuden hienosäätäminen ennen tulostamista vähentää huomattavasti myöhempää kiillotus- ja pintakäsittelytyötä, mikä varmistaa, että osa täyttää tarkat toleranssispesifikaatiot.
Lisäksi on välttämätöntä varmistaa, että suunnittelussa ei ole piilotettuja kammioita, joihin jauhe voisi jäädä pysyvästi. Tämä valmistettavuuden taso edellyttää syvällistä ymmärrystä sekä algoritmisen logiikan että sulamisalueen fysikaalisten dynamiikkojen osalta.
Lämpödynamiikan vaikutus lopulliseen geometriaan
Metallitulostuksessa hiljainen mutta merkittävä vihollinen, joka usein jää huomiotta staattisessa jännitysanalyysissa, on lämpöhallinta. Ti6Al4V:n sulattaminen keskitetyn energialähteen avulla tarkoittaa valtavan suuren energiamäärän injektointia mikroskooppiseen alueeseen. Tämän jälkeinen nopea jäähdytys synnyttää monimutkaisen sisäisen jännityskentän, jota kutsutaan jäännösjännitykseksi. Jos topologian optimoitu osa sisältää massiivisen poikkileikkauksen erittäin ohuen verkkorakenteen vieressä, aiheutuva lämpögradientti todennäköisesti johtaa vääntymiseen tulostusprosessin aikana tai pahimmassa tapauksessa jopa rekkausmekanismiin kohdistuvaan vaurioon.
Näin ollen edistyneet simulointityökalut integroivat nykyään suoraan lämpöfysiikan optimointisilmukkaan ja analysoivat ylikuumenemisen hallintaa sulamisprosessin aikana. Tämä tarkoittaa, että mekaniikan perusteella ennustettu kevein mahdollinen muoto ei välttämättä ole robustein tulostusstrategia. Suunnittelijan saattaa olla tarpeen lisätä materiaalia strategisesti tai ottaa käyttöön lämmönhallintaratkaisuja, jotta sulamisalueen lämpötilaa voidaan säädellä. Kyseessä on hienovarainen tasapaino mekaanisten tavoitteiden saavuttamisen ja lämpötilallisen vakauden varmistamisen välillä. Kun tämä tasapaino saavutetaan, sisäisten jännitysten väheneminen voi joskus tehdä kalliista kuuman isostaattisen puristuksen (HIP) käsittelystä tarpeeton, mikä johtaa merkittäviin aika- ja kustannussäästöihin.

Valmistettavien ratkaisujen suunnittelun mahdollisuuksien laajentaminen
Tulevaisuudessa Ti6Al4V-komponenttien suunnittelumenetelmät kehittyvät yhä monitasoisemmiksi. Teollisuus siirtyy staattisten kuormitustapauksien ylitse kohti suunnitteluja, jotka on optimoitu tiettyihin värähtelytaajuuksiin tai iskunkestävyyteen. Myös kestävyysvaatimukset ovat aiheuttamassa merkittäviä muutoksia tällä alalla. Koska Ti6Al4V-jauhe on arvokas ja energiakulutusintensiivinen resurssi, jätteen vähentäminen on ratkaisevan tärkeää. Topologian optimointia hyödyntämällä tuotettavat kevyempiä ja pienempiä osia vähentävät jauheen kulutusta kohdetta kohden luonnostaan. Kun jauheen kierrätys ja sertifiointistandardit kypsyvät, korkean suorituskyvyn tiitiumkomponenttien visio – jotka eivät ainoastaan ole kevyempiä ja lujempia, vaan myös ympäristöystävällisempiä kuin niiden muovattuja tai valutettuja vastineita – muuttuu konkreettiseksi todellisuudeksi.
Olemme jännittävässä vaiheessa, jossa päärajoitteena ei enää ole laitteisto itse, vaan suunnittelijan luovuus materiaalin jakamisessa ja hänen ymmärryksensä monimutkaisesta vuorovaikutuksesta energialähteen, pulveripetin ja kehittyvän geometrian välillä. Tämän vuorovaikutuksen hallinta on avain Ti6Al4V-materiaalin täyteen hyödyntämiseen lisäämällä valmistetun tuotannon aikakaudella.
Sisällysluettelo
- Miksi Ti6Al4V vaatii erityisen suunnittelutavan
- Yliulokkien ja tuetarakenteiden hallinta
- Hiljarakenteet: jäykkyyden parantaminen samalla kun massa vähenee
- Ohjelmistotyönkulku, joka mahdollistaa monimutkaisten geometrioiden toteuttamisen
- Lämpödynamiikan vaikutus lopulliseen geometriaan
- Valmistettavien ratkaisujen suunnittelun mahdollisuuksien laajentaminen
