
Om du arbetar med titanlegeringar inom området för 3D-utskrift har du förmodligen hört samma sak gång på gång: de verkliga framstegen sker när man kombinerar intelligent design med lämpliga pulveregenskaper. Det är en sak att äga en maskin som kan skriva ut komplexa geometrier, men det är en helt annan utmaning att designa en komponent som fullt ut utnyttjar de unika möjligheterna med laserpulverbäddsfräsning eller elektronstrålesmältning. När vi pratar om material som titanlegeringen Ti6Al4V avser vi en robust legering som är exceptionellt hård och visar utmärkt biokompatibilitet, men som är notoriskt svår att arbeta med om man inte planerar i förväg. Här är begreppet Design för additiv tillverkning (DfAM) avgörande, särskilt genom tillämpning av topologioptimering. Även om termen låter teknisk är principen enkel: placera material strikt där lastvägens fysik kräver det och ta bort det från alla andra ställen.
Varför Ti6Al4V kräver en unik designansats
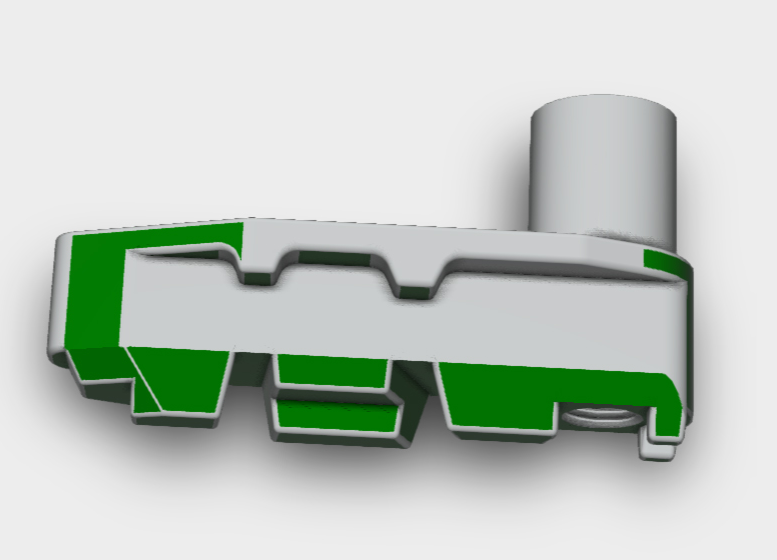
Ti6Al4V är varken billigt eller lättviktigt på samma sätt som aluminium. Dess densitet är märkbar, men detta kompenseras av dess överlägsna mekaniska prestanda och korrosionsbeständighet. Därför är det ett standardmaterial inom luft- och rymdfarten samt avancerad medicinteknik, där det används i tillämpningar såsom ortopediska ledproteser och strukturella implantat. Om en konstruktör dock tar en standard-CAD-modell avsedd för subtraktiv tillverkning (CNC-fräsning) och helt enkelt matar in den i en metallskrivare med Ti6Al4V-pulver återstår betydligt värde outnyttjat. Komponenten har onödig massa och, ännu viktigare, ackumulerar undvikbar termisk spänning under byggnadsprocessen.
Additiv tillverkning och topologioptimering släpper loss potentialen att tillverka komplexa komponenter som var omöjliga att producera för tio år sedan. Målet är massminskning, men det är en exakt form av viktminskning: ineffektivitet elimineras samtidigt som de specifika vägarna som bär mekaniska laster förstärks.
Utmaningen ligger i materialets obarmhärtiga natur. Ti6Al4V visar hög styvhet och en tendens att behålla restspänningar. Om en generell topologioptimeringsstudie utförs utan att ta hänsyn till minimistorleken på detaljer eller kravet på pulverutsläpp från interna kanaler kommer den resulterande geometrin – trots att den ser imponerande ut på en skärm – att bli en praktisk mardröm att skriva ut och rengöra. När man designar för additiv tillverkning med Ti6Al4V måste man ta hänsyn till hela delens livscykel, från det ögonblick då sträkningsbladet sprider pulveret till den slutliga avlösningen från byggnadsplattan.
Hantering av överhäng och stödkonstruktioner
En av de första principerna som lärs ut inom metalladditiv tillverkning är att fysiska krafter fortfarande verkar fullt ut oavsett värme-källa. Smält Ti6Al4V är både tät och het. Att försöka skriva ut en platt, horisontell utskjutande struktur utan tillräckligt stöd leder oundvikligen till nedböjning, krökning eller byggfel. Därför måste utskjutningsvinklar vara en primär begränsning i varje topologioptimeringsstrategi. En pålitlig riktlinje är att hålla funktionsvinklarna vid minst fyrtiofem grader i förhållande till byggnadsplattan.
Om optimeringsprogramvaran genererar en organisk form med ett oskyddat horisontellt utrymme måste konstruktören ingripa för att justera geometrin eller införa strikta utskjutningsbegränsningar i lösaren. Målet är att maximera andelen självstödjande geometri. Att minimera antalet stödkontaktpunkter är avgörande, eftersom stöd medför materialkostnader, kräver arbetskrävande borttagning och lämnar kvar grova ytytor som kräver efterbearbetning.
Nuvarande forskning undersöker den optimala placeringen av stödanslutningspunkter specifikt för denna legering. Målet är att fastställa det maximalt tillåtna avståndet mellan stödtänder innan utskjutande delar börjar deformeras. Genom att finjustera dessa parametrar kan materialanvändningen för stöd minskas avsevärt. För en Ti6Al4V-komponent avsedd för en högpresterande medicinsk apparat eller en robotikapplikation är integriteten hos ytor i inre kanaler avgörande. Löst pulver som fastnar i ett gitter eller spröda rester av stöd som kan lossna senare är oacceptabla. Konstruktionen måste från början inbyggt ta hänsyn till de slutliga rengörings- och valideringsstegen.
Gitterstrukturer: Ökad styvhet samtidigt som massan minskar
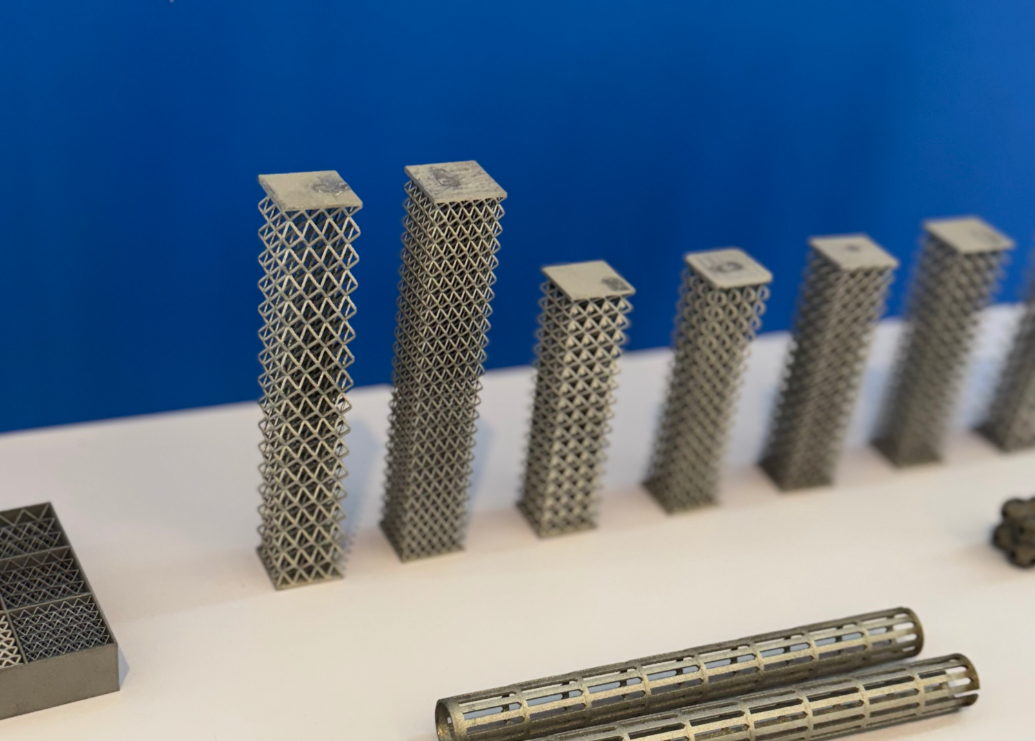
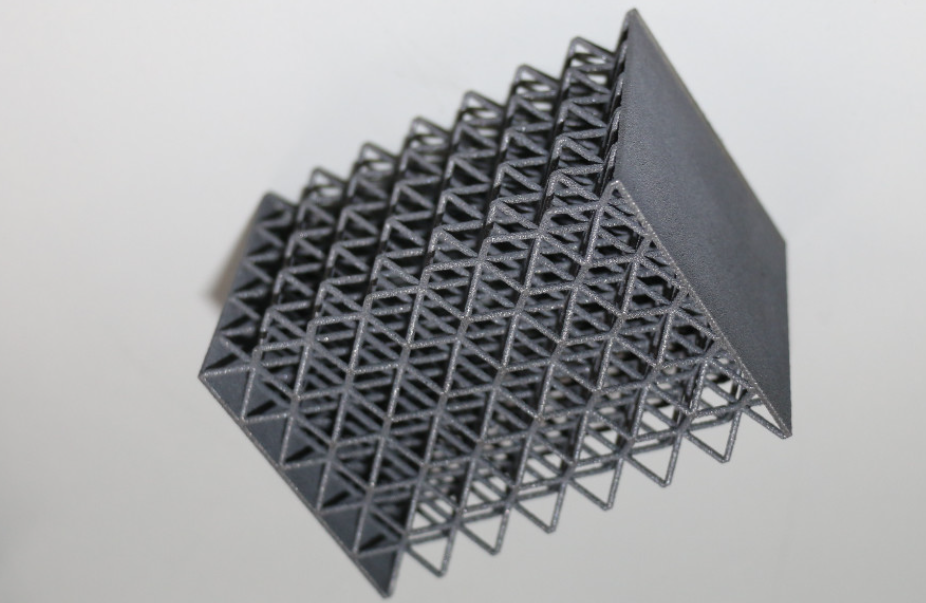
Om topologioptimering fastställer designens stora drag, så tillhandahåller gitterstrukturer den fina detaljeringen. När man arbetar med Ti6Al4V är det ofta otillräckligt att enbart uthåla en massiv sektion för att bibehålla den krävda väggtjockleken och den totala styvheten. Det är här enhetsceller – upprepande mikrostrukturer såsom kubiskt kroppcentrerat eller gyroidformat – fyller den inre volymen. Det är anmärkningsvärt hur mycket strukturell hållfasthet som kan bevaras samtidigt som komponentens massa minskas med femtio procent eller mer genom strategisk ersättning av massiva block med konstruerade gitter.
Överväg ett mekaniskt överföringselement, till exempel ett kugghjul. Nyare studier har visat att om man ersätter den massiva kroppen i ett standardraktkugghjul med en cellstruktur av Ti6Al4V ger detta betydande fördelar. Genom att använda programvara för topologioptimering för att kartlägga var tätare nodanslutningar krävs och var stavar kan förtunnas uppnådde forskare mer än bara ett lättare kugghjul. Komponenten visade förändrad dynamisk prestanda under belastning eftersom cellstrukturen bidrog till vibrationsdämpning. Denna sekundära fördel uppstår endast när delar utformas som konstruerade arkitekturer snarare än som massiva smidda eller gjutna blankdelar.
Inom bil- och transportsektorerna blir detta tillvägagångssätt alltmer oumbärligt för komponenter som bromskalor eller upphängningsstyrarmar. Genom att kombinera topologioptimering med gitterfyllnad minskas både den oavhängiga massan och rotationsmassan. De mekaniska egenskaperna hos Ti6Al4V, tillverkat via elektronstrålesmältning eller lasersinterning av pulverbädd, är jämförbara med de hos smidd material, vilket säkerställer likvärdig hållbarhet med en bråkdel av materialåtgången. Detta tillvägagångssätt kräver en grundläggande förändring av synsättet, där innehållet i en del behandlas som ett utformningsbart volymområde snarare än enbart som solid fyllning.
Programvaruarbetsflödet som möjliggör komplexa geometrier
Att uppnå denna nivå av organisk, vikteffektiv geometri är inte möjlig enbart genom traditionell parametrisk modellering. Det kräver ett specialiserat verktygsuppsättning som kan hantera implicita geometrier. Plattformar som är utformade för avancerad beräkningsbaserad design gör det möjligt for ingenjörer att arbeta med fält och ekvationer i stället för att enbart skissa kroppar och applicera snitt. Till exempel gör dessa verktyg det möjligt att utföra topologisk optimering vid utveckling av en medicinsk implantatkomponent, såsom en knäprotesdel, där gitterdensiteten varieras inom femoralstrukturen baserat på spänningskartor från finita elementanalys (FEA).
I områden med hög spänningskoncentration nära anslutningspunkter är gitterstavarna förtjockade. Omvänt minskas stavarnas tjocklek till den minsta möjliga tjockleken i områden med låg spänning. Denna gradientbaserade designmetodik är särskilt lämplig för Ti6Al4V, eftersom den avspeglar den faktiska lastvägen med hög precision. Den initiala utdata från lösaren framstår ofta som ett komplext, organiskt nät som representerar den optimala massfördelningen.
Den verkliga expertisen inom DfAM ligger i att förfinna detta nät. Ytor måste slätas för att förhindra turbulens eller strömningsstörningar i byggkammarens inertgasatmosfär. Specialiserade ytbehandlingsleverantörer är medvetna om att en ojämn, direkt utskriven yta på Ti6Al4V kan fungera som en fokuspunkt för spänningskoncentrationer och potentiell korrosionsinitiering. Genom att förfinna krökningen hos det optimerade nätet innan utskrift minskas de efterföljande insatserna för polering och ytbehandling kraftigt, vilket säkerställer att komponenten uppfyller exakta toleransspecifikationer.
Dessutom är det nödvändigt att verifiera att konstruktionen inte innehåller dolda hålrum där pulver kan fastna permanent. Denna nivå av tillverkningsbarhet kräver en djup förståelse både av den algoritmiska logiken och av de fysiska dynamikerna i smältbadet.
Påverkan av termiska dynamiker på slutlig geometri
En subtil men betydande motståndare vid metallutskrift – som ofta överlookas vid statisk spänningsanalys – är värmehanteringen. När Ti6Al4V smälts med en koncentrerad energikälla injiceras enorm mängd energi i ett mikroskopiskt område. Den efterföljande snabba kylningen genererar ett komplext internt spänningsfält, så kallad restspänning. Om en topologioptimerad del har en massiv tvärsnittsarea intill en extremt tunn vägg kommer den resulterande termiska gradienten troligen att orsaka vrängning under byggnaden eller, i allvarliga fall, skada på utjämningsmekanismen.
Därför integrerar avancerade simuleringsverktyg idag direkt termofysik i optimeringsloopen och analyserar överhettningsskydd under smältprocessen. Det innebär att den absolut lättaste formen som förutsägs av ren mekanik inte nödvändigtvis är den mest robusta utskriftsstrategin. Konstruktören kan behöva strategiskt återinföra material eller införliva funktioner för värmehantering för att reglera temperaturen i smältbadet. Det är en skör balans mellan att uppnå mekaniska mål och att säkerställa termisk stabilitet. När denna jämvikt uppnås kan minskningen av inre spänningar ibland göra det onödigt med en kostsam cykel av het isostatisk pressning, vilket resulterar i betydande tids- och kostnadsbesparingar.

Utvidga horisonten för tillverkningsbar konstruktion
Framåtblickat kommer metodiken för utformning av Ti6Al4V-komponenter att fortsätta utvecklas i sofistikering. Branschen går bortom statiska lastfall mot konstruktioner som är optimerade för specifika vibrationsfrekvenser eller slagstyrka. Hållbarhet driver också betydande förändringar inom detta område. Eftersom Ti6Al4V-pulver är en värdefull och energikrävande resurs är minimering av avfall avgörande. Genom att använda topologioptimering för att tillverka lättare och mindre komponenter minskas pulverförbrukningen per uppdrag på ett naturligt sätt. När återvinning av pulver och certifieringsstandarder mognar blir visionen om högpresterande titan-komponenter – som inte bara är lättare och starkare, utan även mer miljömässigt hållbara än sina smidda eller gjutna motsvarigheter – en konkret verklighet.
Vi befinner oss vid en spännande inflexionspunkt där den främsta begränsningen inte längre är hårdvaran i sig, utan snarare designers kreativitet när det gäller materialfördelning och deras förståelse för det komplicerade samspel mellan energikällan, pulverbädden och den utvecklade geometrin. Att behärska detta samspel är nyckeln till att släppa loss hela potentialen hos Ti6Al4V inom additiv tillverkning.
Innehållsförteckning
- Varför Ti6Al4V kräver en unik designansats
- Hantering av överhäng och stödkonstruktioner
- Gitterstrukturer: Ökad styvhet samtidigt som massan minskar
- Programvaruarbetsflödet som möjliggör komplexa geometrier
- Påverkan av termiska dynamiker på slutlig geometri
- Utvidga horisonten för tillverkningsbar konstruktion
