
3Dプリンティングの世界でチタン合金を扱っている場合、おそらく何度も同じ話を耳にしているでしょう。「真の進歩は、優れた設計と適切な粉末特性を組み合わせたときにこそ実現する」というものです。複雑な形状を印刷できる機械を所有していることは一つの話ですが、レーザー粉末床溶融(LPBF)や電子ビーム溶融(EBM)という製造法が持つ独自の能力を最大限に活かす部品を設計することは、まったく別の難題です。Ti6Al4Vチタンのような材料について語るとき、それは非常に強度が高く、優れた生体適合性を示す「主力合金」を指していますが、事前に十分な計画を立てない限り、取り扱いが極めて困難であることで知られています。こうした状況において、「アディティブ・マニュファクチャリング向け設計(DfAM)」という概念が不可欠となります。特に、トポロジー最適化の適用が重要です。この用語は技術的 Sounds に聞こえますが、その原理は単純明快です。すなわち、荷重経路の物理的要請に基づき、材料を厳密に必要な箇所にのみ配置し、それ以外の場所からは一切除去することです。
Ti6Al4Vが独自の設計アプローチを必要とする理由
Ti6Al4Vはアルミニウムのように安価でも軽量でもありません。その密度は確かに高く感じられますが、優れた機械的性能および耐食性によって相殺されます。このため、Ti6Al4Vは航空宇宙産業および高度医療技術分野において定番の材料であり、整形外科用関節置換部品や構造用インプラントなど、さまざまな用途に採用されています。しかし、設計者が従来の切削加工(NC工作機械による加工)向けに作成された標準的なCADモデルを、単にTi6Al4V粉末を用いた金属3Dプリンタに入力しただけでは、その素材が持つ潜在的な価値の多くが活かされません。この場合、部品には不要な質量が残り、さらに重要なことに、造形工程中に回避可能な熱応力が蓄積してしまいます。
積層造形(Additive Manufacturing)とトポロジー最適化により、10年前には想像もできなかったほど複雑な部品の製造が可能になります。その目的は軽量化ですが、これは単なる重量削減ではなく、機械的負荷を受ける特定の応力伝達経路を強化しつつ、無駄な部分を正確に除去する「精密な体重減少」です。
課題は、材料の容赦ない性質にあります。Ti6Al4Vは高剛性であり、残留応力を保持しやすいという特徴があります。最小特徴寸法の制約や、内部チャンネルからの粉末排出要件を考慮せずに汎用的なトポロジー最適化解析を実行すると、モニター上では視覚的に印象的な形状が得られても、実際には印刷および後処理(洗浄)が極めて困難な構造となってしまいます。Ti6Al4Vを用いた積層造形向け設計を行う際には、レコーティングブレードによる粉末散布からビルドプレートからの最終分離に至るまで、部品の全ライフサイクルを考慮する必要があります。
オーバーハングとサポート構造の管理
金属のアディティブ・マニュファクチャリング(積層造形)で最初に学ぶ基本原則の一つは、熱源が何であれ、物理的な力が常にそのまま作用し続けるということです。溶融状態のTi6Al4Vは密度が高く、かつ高温です。十分なサポートを用いずに、水平なオーバーハング(張り出し部)を平坦に印刷しようとすると、必ずたわみ、巻き上がり、あるいは造形失敗が生じます。したがって、オーバーハング角度は、あらゆるトポロジー最適化戦略において主要な制約条件でなければなりません。信頼性の高い指針として、造形プレートに対して少なくとも45度以上の角度を特徴形状に維持することが推奨されます。
最適化ソフトウェアが、サポートなしの水平な棚状構造を含む有機的形状を生成した場合、設計者は幾何形状を修正するか、ソルバー内で厳格なオーバーハング制約を適用する必要があります。その目的は、自己支持可能な幾何形状の割合を最大化することです。サポートの接触点を最小限に抑えることは極めて重要です。なぜなら、サポートは材料コストを増加させ、手作業による除去に多大な労力を要し、さらに後処理が必要となる粗さの残った表面欠陥を残すからです。
現在の研究では、この合金に特化した支持接続点の最適な間隔について詳細に検討が進められています。目的は、張り出し部が変形を始める前に許容される支持歯同士の最大距離を特定することです。これらのパラメーターを微調整することで、支持構造に使用される材料量を大幅に削減することが可能になります。高性能医療機器やロボティクス用途向けのTi6Al4V製部品においては、内部チャネル表面の品質が極めて重要です。格子構造内に残留する未溶融粉末や、後工程で剥離する可能性のあるもろい支持材の残渣は、いずれも許容されません。設計段階から最終的な洗浄および検証工程を十分に考慮し、それらを本質的に組み込む必要があります。
格子構造:剛性を高めながら質量を低減
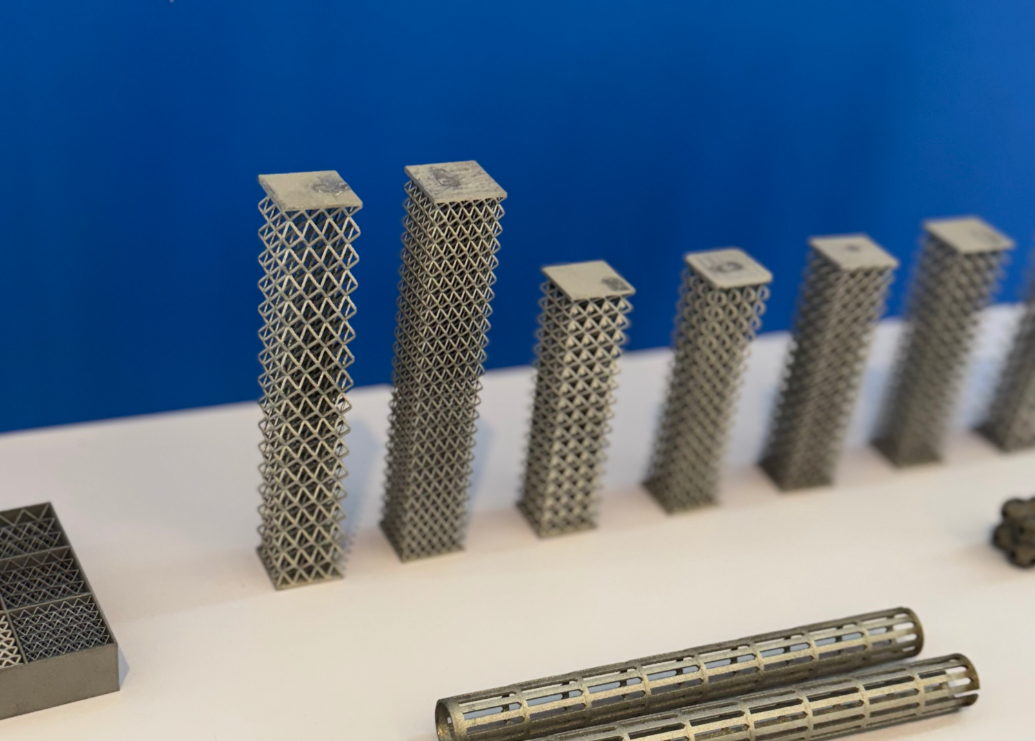
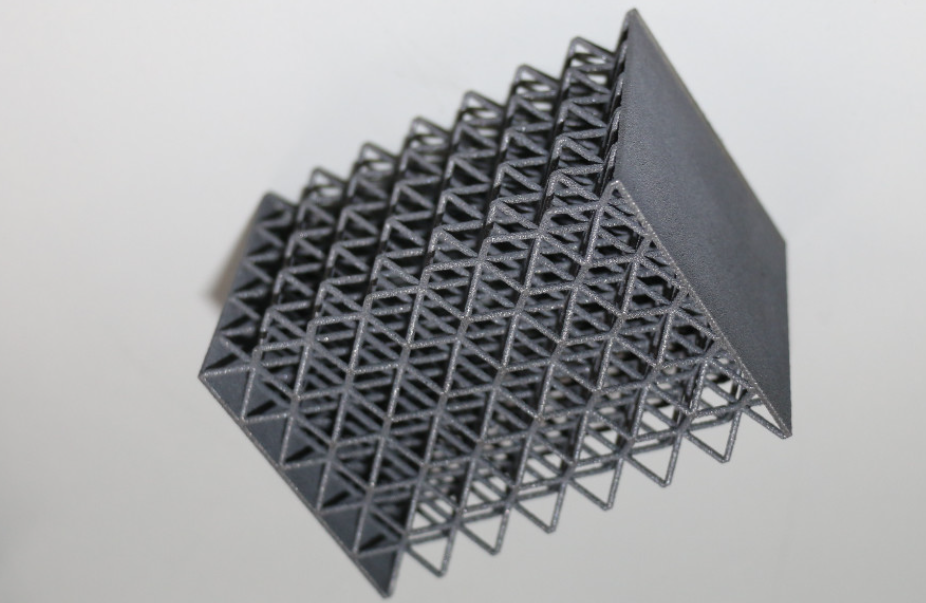
トポロジー最適化が設計の概要を定めるならば、ラティス構造は細部の仕上げを担います。Ti6Al4Vを用いる場合、単に実体部分を中空化するだけでは、所定の壁厚および全体的な剛性を維持するにはしばしば不十分です。このような場合に、体心立方格子やギロイド配置などの反復単位構造(ユニットセル)が、内部容積を埋めることになります。実体ブロックを設計されたラティス構造で戦略的に置き換えることで、部品質量を50%以上削減しながらも、驚くほど高い構造強度を維持できる点が特筆に値します。
ギアなどの機械的伝達要素を考えてみましょう。最近の研究では、標準的なスパーギアの実体部分をTi6Al4V製のセルラーラティス構造に置き換えることで、著しいメリットが得られることが示されています。トポロジー最適化ソフトウェアを用いて、密なノード接続が必要な箇所およびストラットを細くできる箇所をマッピングすることにより、研究者たちは単に軽量化されたギアを得ただけにとどまりませんでした。この部品は、負荷下で動的性能が変化し、ラティス構造が振動減衰に寄与したのです。このような二次的な効果は、部品を単なる実体ブロックではなく、工学的に設計されたアーキテクチャとして構想した場合にのみ現れます。
自動車および輸送分野において、このアプローチはブレーキキャリパーおよびサスペンション制御アームなどの部品に対して不可欠なものとなりつつあります。トポロジー最適化とラティス充填(格子構造充填)を組み合わせることで、非懸架質量および回転慣性をともに低減できます。電子ビーム溶融法またはレーザー粉末床溶融法によって製造されたTi6Al4Vの機械的特性は、鍛造材と同等であり、材料使用量を大幅に削減した上で同等の耐久性を確保します。このアプローチを実現するには、部品内部を単なる実体充填ではなく、設計可能な体積として捉えるという根本的な視点の転換が求められます。
複雑な形状を可能にするソフトウェアワークフロー
このような有機的で重量効率の高い形状を、従来のパラメトリックモデリングのみで実現することは不可能です。これは、暗黙的幾何学(イムプリシット・ジオメトリ)を処理できる専門的なツールセットを必要とします。高度な計算設計(コンピュテーショナル・デザイン)を目的として設計されたプラットフォームでは、エンジニアが単に立体をスケッチして切削を適用するのではなく、フィールドや方程式を用いて作業することが可能になります。例えば、膝関節用人工関節部品などの医療用インプラントを開発する際、これらのツールを活用することで、有限要素解析(FEA)による応力分布マップに基づき、大腿骨構造内の格子密度を変化させるトポロジー最適化が実現できます。
接合部の近傍など、応力が集中する高応力領域では、格子構造のストラットを太くしています。逆に、低応力領域では、ストラットを最小限の実用的厚さまで薄くしています。このような勾配に基づく設計手法は、実際の荷重伝達経路を極めて高精度で再現できるため、Ti6Al4Vに対して理想的です。ソルバーによる初期出力は、最適な質量分布を表す複雑で有機的なメッシュとして現れることが一般的です。
DfAM(アディティブ・マニュファクチャリング向け設計)における真の専門性は、このメッシュを精緻化することにあります。表面は、造形室内の不活性ガス環境において乱流や流れの妨げを生じさせないよう滑らかに仕上げる必要があります。専門の仕上げサービス提供者は、Ti6Al4Vのプリント直後の粗い表面が応力集中部(ストレステンション)および潜在的な腐食発生箇所となる可能性があることを理解しています。したがって、造形前に最適化されたメッシュの曲率を精緻化することで、後工程における研磨および表面処理に要する作業量を大幅に削減し、部品が厳密な公差仕様に適合することを保証します。
さらに、設計に粉末が永続的に閉じ込められる可能性のある隠れた空洞が含まれていないことを確認することが不可欠です。このような製造性を実現するには、アルゴリズム的論理と溶融プールの物理的ダイナミクスの両方に対する深い理解が求められます。
熱ダイナミクスが最終形状に与える影響
静的応力解析の際にしばしば見落とされがちな、金属印刷における微妙ながらも重大な課題は、熱管理です。集中的なエネルギー源を用いてTi6Al4Vを溶融させる際には、微小な領域に莫大なエネルギーが注入されます。その後の急激な冷却によって、残留応力と呼ばれる複雑な内部応力場が生じます。トポロジー最適化された部品において、極めて大きな断面積の部分が極めて薄いウェブと隣接している場合、その結果として生じる温度勾配により、造形中に反りが発生したり、あるいは深刻な場合にはレコーティング機構に損傷を与える可能性があります。
その結果、先進的なシミュレーションツールは現在、熱物理学を最適化ループに直接統合し、溶融プロセス中の過熱制御を分析しています。つまり、純粋な力学解析によって予測された絶対的に最も軽量な形状が、必ずしも最も信頼性の高い造形戦略とは限りません。設計者は、溶融プールの温度を制御するために、意図的に材料を再導入したり、熱管理機能を組み込んだりする必要がある場合があります。これは、機械的性能目標の達成と熱的安定性の確保との間で繊細なバランスを取ることを意味します。この均衡が達成されれば、内部応力の低減により、高価なホット・アイソスタティック・プレッシング(HIP)工程を不要とすることもあり、大幅な時間短縮およびコスト削減につながります。

製造可能な設計の可能性を広げる
今後、Ti6Al4V製部品の設計手法は、さらに高度化・洗練されていくことが期待されます。業界では、静的荷重条件に基づく設計から脱却し、特定の振動周波数や衝撃耐性に最適化された設計へと移行しつつあります。また、持続可能性への関心も、この分野における大きな変革を促しています。Ti6Al4V粉末は高価であり、製造に多大なエネルギーを要する資源であるため、廃棄物の最小化が極めて重要です。トポロジー最適化を活用して、より軽量かつ小型の部品を製造することで、一回の成形作業あたりの粉末消費量は必然的に削減されます。粉末のリサイクル技術およびその認証基準が成熟するにつれ、鍛造または鋳造による従来部品と比較して、より軽量・高強度でありながら、同時に環境負荷も低減された高性能チタン部品の実現は、もはや現実的な目標となりつつあります。
我々は、主な制約がもはやハードウェアそのものではなく、むしろ材料の配分に関するデザイナーの創造力、およびエネルギー源・パウダーベッド・変化する幾何形状の間で生じる複雑な相互作用に対する理解に移行した、非常に興奮すべき転換点に立っています。この相互作用を完全に習得することが、積層造形時代におけるTi6Al4Vの真の可能性を解き放つ鍵となります。
