
Егер сіз 3D-басып шығару саласында титан қорытпаларымен жұмыс істесеңіз, сіз, әдетте, бірнеше рет қайталанатын осы сөзді естіп отырған боларсыз: нағыз жетістіктер тек ақылды дизайн мен қолайлы ұнтақ сипаттамаларын үйлестірген кезде орын алады. Күрделі геометриялық пішіндерді басып шығара алатын машинаға ие болу — бір жағынан, ал лазерлік ұнтақтың қабатын балқыту немесе электрондық сәулелі балқыту әдістерінің өзіндік мүмкіндіктерін толық пайдаланатын бөлшекті жобалау — басқа бір қиындық. Ti6Al4V титаны сияқты материалдар туралы сөз қозғалғанда, біз өте берік және жоғары биосовместимділік көрсететін, бірақ алдын ала жоспарланбаған жағдайда жұмыс істеуге өте қиын болатын негізгі қорытпа туралы айтамыз. Дәл осы жерде Қосымша өндіріс үшін жобалау (DfAM) ұғымы, әсіресе топологиялық оптимизациялауды қолдану арқылы, маңызды болып табылады. Бұл термин техникалық болып көрінсе де, принципі қарапайым: материалды жүктеме траекториясының физикасы қажет ететін жерге ғана орналастыру және басқа барлық жерден оны алып тастау.
Ti6Al4V неге ерекше дизайн тәсілін талап етеді
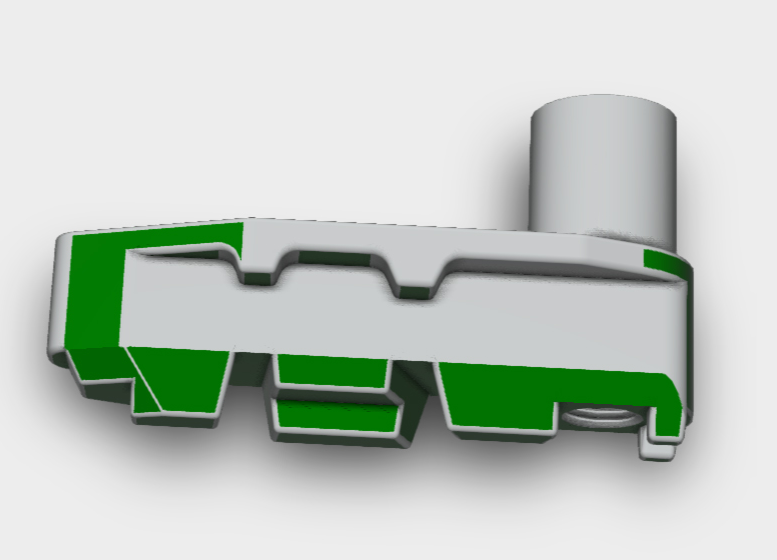
Ti6Al4V — алюминийдің сияқты арзан да, жеңіл де емес. Оның тығыздығы сезілетін болса да, бұл оның жоғары механикалық сипаттамалары мен коррозияға төзімділігімен теңестіріледі. Сондықтан ол аэроғарыш саласы мен жетілдірілген медициналық технологияларда негізгі материал ретінде қолданылады; мысалы, ортопедиялық буындарды алмастыру компоненттері мен құрылымдық импланттар сияқты қолданыстарда. Дегенмен, егер дизайнер субтрактивті өндіріс (CNC фрезерлеу) үшін арналған стандартты CAD моделін алып, оны Ti6Al4V ұнтағын қолданатын металл басып шығарғышқа тікелей енгізсе, маңызды мәндер іске асырылмайды. Бұл бөлшек артық массаға ие болады және, одан да маңыздырақ, құрылу процесі кезінде болдырмауға болатын жылулық керілулерді жинақтайды.
Қосымша өндіріс пен топологиялық оптимизация он жыл бұрын ойлауға болмайтын күрделі бөлшектерді дайындау мүмкіндігін ашады. Мақсат — массаны азайту, бірақ бұл нақты салмақтың азаюы: механикалық жүктемелерді қабылдайтын нақты жолдарды нығайтып, әрі қарапайымдылықты жою.
Қиындық материалдың қатты қаттылығында. Ti6Al4V жоғары қаттылыққа ие және қалдық керілулерді сақтауға склонды. Егер минималды элемент өлшемі шектеулерін немесе ішкі каналдардан ұнтақтың шығарылуы талаптарын ескермей-ақ жалпы топологиялық оптимизация зерттеуі жүргізілсе, нәтижелік геометрия — мониторда көрінгендей әдемі болса да — басып шығару мен тазарту үшін практикалық тұрғыдан мүмкін емес болады. Ti6Al4V қосымша өндіріс үшін бөлшек дизайнын жасаған кезде бөлшектің толық өмірлік циклін ескеру керек: рекоатер пышағы ұнтақты жайған сәттен бастап, бөлшектің құрылыс тақтасынан соңғы бөлінуіне дейін.
Астыңғы беттерді және қолдау құрылымдарын басқару
Металл қосып өндірудегі бірінші принциптердің бірі — жылу көзіне қарамастан, физикалық күштер толығымен әсер етіп отыратынын түсіну. Балқытылған Ti6Al4V құймасы тығыз да ыстық болады. Жеткілікті қолдаусыз тегіс, горизонтальды асылма басын басып шығаруға тырысу салдарынан міндетті түрде оның салмағына қарай төмен түсуі, иілуі немесе басып шығару процесінің сәтсіздігі пайда болады. Сондықтан кез келген топологиялық оптимизация стратегиясында асылма басы бұрыштары негізгі шектеу факторы болуы керек. Сенімді бағдарлама — барлық элементтердің бұрыштарын құрылыс тақтасына қатысты кем дегенде қырық бес градусқа дейін сақтау.
Егер оптимизация бағдарламасы қолдаусыз горизонтальды көтерілімі бар органикалық пішін тудырса, дизайнер геометрияны өзгертуге немесе шешім қабылдаушыда қатал асылма басы шектеулерін қолдануға мәжбүр болады. Мақсат — өзін-өзі қолдайтын геометрияның үлесін максималды деңгейге көтеру. Қолдау нүктелерін минималды деңгейге дейін азайту маңызды, себебі қолдаулар қосымша материал шығынын талап етеді, оларды алу үшін еңбек сыйымдылығы жоғары жұмыстар қажет, сонымен қатар олардың алынуынан кейін бетін тегістеу үшін қосымша өңдеуді қажет ететін тегіс емес беттік ақаулар қалады.
Қазіргі зерттеулер бұл қорытпаның қолдау қосылу нүктелерінің оптималды арақашықтығын нақты анықтауға бағытталған. Мақсат — итерілу басталғанға дейін қолдау тістері арасындағы ең үлкен жол берілетін арақашықтықты анықтау. Бұл параметрлерді дәл реттеу арқылы қолдаулар үшін қажетті материал көлемін қатты азайтуға болады. Жоғары өнімділікті медициналық құрылғы немесе робототехникалық қолданыста пайдаланылатын Ti6Al4V бөлшегі үшін ішкі каналдардың бетінің бүтіндігі өте маңызды. Кристалдық тор ішінде қалған шаң немесе кейінірек ығысуы мүмкін әлсіз қолдау қалдықтары қабылданбайды. Дизайн бастапқы сатыдан-ақ соңғы тазарту мен растау процестерін ескере отырып құрылуы тиіс.
Торлы құрылымдар: Құрылымдың қаттылығын арттыру мен массасын азайту
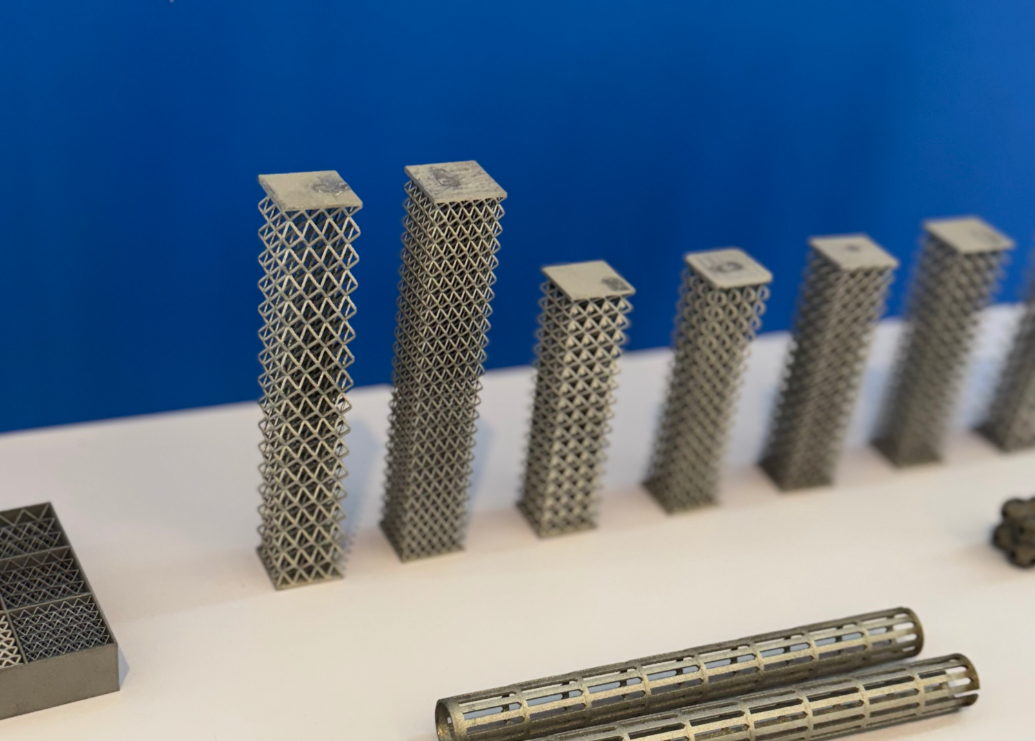
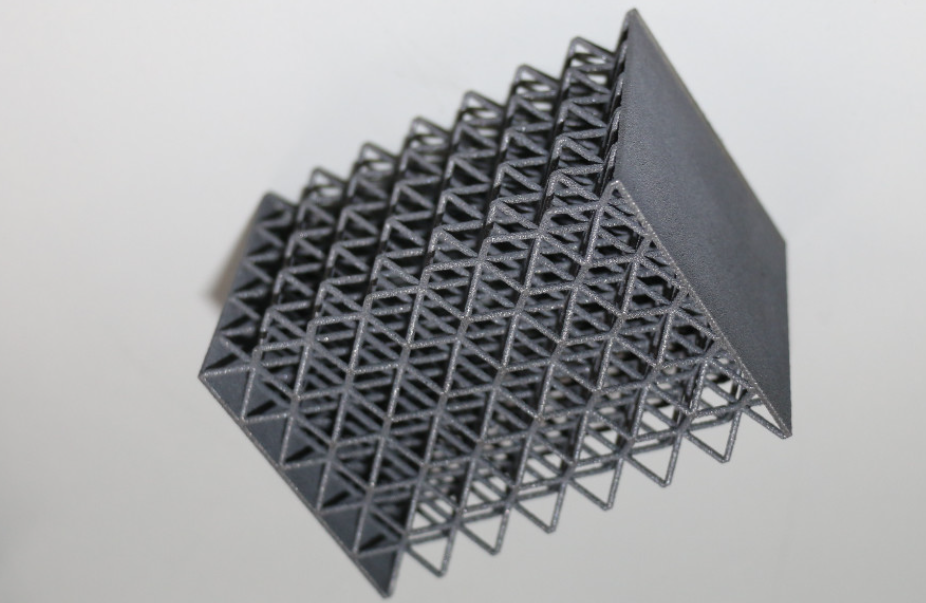
Егер топологиялық оптимизациялайтын дизайнның жалпы сызығын анықтаса, торлы құрылымдар әдетте нақты детальдауды қамтамасыз етеді. Ti6Al4V қорытпасымен жұмыс істеген кезде қатты бөліктің ішін қуыс ету жиі қажетті қабырға қалыңдығы мен жалпы қаттылығын сақтау үшін жеткіліксіз болып табылады. Осы жерде элементар ұяшықтар — дене орталығында орналасқан кубтық немесе гиroid тәрізді қайталанатын микроІшкі құрылымдар — ішкі көлемді толтырады. Қатты блоктарды инженерлік тұрғыдан жобаланған торлармен мақсатты түрде алмастыру арқылы бөлшектің массасын елу пайыздан аса азайтса да, қаншалықты көп құрылымдық беріктік сақталатыны таң қалдырарлықтай.
Механикалық беріліс элементі ретінде тісті дөңгелекке назар аударыңыз. Жаңа зерттеулер көрсеткендей, стандартты түзу тісті дөңгелектің қатты денесін Ti6Al4V құймасынан жасалған ұяшық торлы құрылыммен ауыстыру маңызды артықшылықтарға әкеледі. Топологиялық оптимизациялық бағдарламалық құралды қолданып, тығыз түйіндік қосылыстар қажет болатын жерлер мен стерженьдердің жұқаруы мүмкін жерлерді анықтағаннан кейін ғалымдар тек жеңілдетілген тісті дөңгелек алуға ғана емес, сонымен қатар жүктеме әсерінен динамикалық сипаттамалары өзгерген компонент алуға қол жеткізді, себебі торлы құрылым тербелістерді сіңіруге ықпал етті. Бұл екіншілік артықшылық бөлшектерді қатты штабельдер ретінде емес, инженерлік архитектуралар ретінде қарастырған кезде ғана пайда болады.
Автомобиль және көлік саласында бұл тәсіл тежегіш кронштейндері немесе ілгектердің басқару рычагтары сияқты компоненттер үшін қажетті болып келеді. Топологиялық оптимизацияны торлы толтырумен қосу арқылы аспа массасы мен айналу инерциясы екеуі де азаяды. Электронды сәулелі балқыту немесе лазерлі тозаңды жатықтық балқыту арқылы алынған Ti6Al4V құрылыс материалдарының механикалық қасиеттері деформацияланған (құйма емес) материалдардың қасиеттеріне тең, ол бірнеше есе аз материал шығынымен теңдестірілетін тұрақтылықты қамтамасыз етеді. Бұл тәсіл көзқарасты түбегейлі өзгертуге қажеттілік туғызады: бөлшектің ішкі көлемін қарапайым қатты толтыру ретінде емес, әрі қарай жобалауға болатын көлем ретінде қарау керек.
Күрделі геометриялық пішіндерді қамтамасыз ететін бағдарламалық жұмыс үдерісі
Бұл деңгейдегі органикалық, салмағы тиімді геометрияны тек дәстүрлі параметрлік моделдеу арқылы қол жеткізу мүмкін емес. Ол неғұрлым күрделі имплицитті геометрияларды өңдей алатын арнайы құралдар жинағын талап етеді. Жоғары деңгейлі есептеуіш дизайн үшін арналған платформалар инженерлерге денелерді сызбалау мен оларға кесінділер қолдануға ғана емес, сонымен қатар өрістер мен теңдеулермен жұмыс істеуге мүмкіндік береді. Мысалы, тізе протезінің компоненті сияқты медициналық имплантат әзірлеген кезде бұл құралдар шекті элементтер әдісі (ШЭӘ) бойынша алынған кернеу карталары негізінде бедрендік құрылым ішіндегі решетка тығыздығын өзгертуге мүмкіндік беретін топологиялық оптимизациялауды қамтамасыз етеді.
Қосылу нүктелерінің жақын аймағындағы жоғары кернеу концентрациясы аймақтарында торлы тірек элементтері қалыңдатылады. Керісінше, төмен кернеу аймақтарында тірек элементтері минималды қолданысқа жарамды қалыңдыққа дейін азайтылады. Бұл градиенттік негізделген дизайн әдістемесі Ti6Al4V қорытпасы үшін идеалды болып табылады, себебі ол нақты жүктеме траекториясын өте жоғары дәлдікпен көрсетеді. Шешуші бағдарламаның бастапқы шығысы жиі оптималды масса таратылуын көрсететін күрделі, органикалық тор түрінде көрінеді.
DfAM-дағы шынымындағы мамандық — бұл торды жетілдіруде жатыр. Беттерді тегістеу қажет, өйткені бұл құрылатын камерадағы инертті газ ортасында турбуленттілік пен ағыс бұзылуын болдырмауға көмектеседі. Арнайы жабдықтау қызметін көрсететін мамандар Ti6Al4V материалдың басып шығарылған күйіндегі тегіс емес беті кернеу шоғырлануы мен потенциалды коррозия басталуының фокустық нүктесі болуы мүмкін екенін түсінеді. Басып шығарудың алдында оптималды тордың қисықтығын жетілдіру арқылы полировка мен бетті өңдеуге кететін кейінгі әрекеттер әлдеқайда азаяды, сондықтан бұйым нақты допуск спецификацияларына сай келеді.
Сонымен қатар, ұнтақ тұрақты түрде қалып қалуы мүмкін жасырын қуыстардың болмауын тексеру өте маңызды. Бұл деңгейдегі өндірістік ыңғайлылық қоспалық логика мен балқыту аймағының физикалық динамикасына терең түсінік қажет етеді.
Жылулық динамиканың соңғы геометрияға әсері
Металл басылуында жиі көрінбейтін, бірақ маңызды қарсылас — жылулық басқару, ол статикалық кернеу талдауы кезінде жиі ескерілмейді. Тұрақты энергия көзімен Ti6Al4V қорытпасын балқыту микроскопиялық аумаққа өте көп энергия енгізумен байланысты. Содан кейінгі тез суыту қалдық кернеу деп аталатын күрделі ішкі кернеу өрісін туғызады. Егер топологиялық оптимизацияланған бөлшек өте қалың қимаға ие болса да, оған өте жұқа қабырға іргелес орналасқан болса, пайда болатын жылулық градиент салдарынан басылу кезінде бұралу немесе ауыр жағдайларда рекоатер механизмінің зақымдануы мүмкін.
Сондықтан, қазіргі заманғы жетілдірілген симуляциялық құралдар біртұтас оптимизациялық циклге тікелей жылу физикасын енгізеді, балқыту процесі кезіндегі қызуға қарсы шараларды талдау үшін. Бұл ойынша, таза механикалық есептеулер негізінде анықталған ең жеңіл пішін әрдайым ең тұрақты басып шығару стратегиясы болмауы мүмкін. Дизайнерге балқыту аймағының температурасын реттеу үшін материалды мақсатты түрде қайта енгізу немесе жылумен басқару элементтерін қосу қажет болуы мүмкін. Бұл – механикалық талаптарды қанағаттандыру мен жылулық тұрақтылықты қамтамасыз ету арасындағы өте жұмсақ тепе-теңдік. Бұл тепе-теңдік орындалған кезде ішкі кернеудің азаюы кейде қымбат тұратын ыстық изостатикалық престеу циклына деген қажеттілікті жоққа шығаруы мүмкін, нәтижесінде уақыт пен құн үнемделеді.

Өндіріске жарамды дизайндың мүмкіндіктерін кеңейту
Болашаққа қарай Ti6Al4V компоненттерін жобалау әдістемесі әрі қарай күрделене түседі. Салада статикалық жүктемелерден тыс, белгілі бір тербеліс жиіліктеріне немесе соққыға төзімділікке оптималды болатын жобаларға көшу басталды. Тұрақты даму да бұл салада маңызды өзгерістерге әкелуде. Ti6Al4V ұнтағы — құнды, энергия көп қажет ететін ресурс болғандықтан, шығындарды азайту өте маңызды. Топологиялық оптимизацияны қолдану арқылы жеңіл, кішірек бөлшектер алуға болады, сондықтан әрбір жұмысқа кететін ұнтақ шығыны табиғи түрде азаяды. Ұнтақты қайта өңдеу мен сертификаттау стандарттары жетілген сайын, ковкаланған немесе құйылған аналогтарына қарағанда неғұрлым жеңіл, берік және экологиялық тұрғыдан тұрақты болатын жоғары өнімділікті титан компоненттерін шығару идеясы нақты іске асуға таяп қалды.
Біз негізгі шектеу факторы қазір құрылғының өзі емес, бірақ материалдың таратылуындағы дизайнердің шығармашылығы мен энергия көзі, ұнтақтың қабаты және дамып келе жатқан геометрия арасындағы күрделі өзара әрекеттестікті түсіну деңгейі болып табылатын қызығушылық туғызатын кезеңде өмір сүреміз. Бұл өзара әрекеттестікті меңгеру – титан қорытпасы Ti6Al4V-ті қосымша өндіріс эпохасында толықтай пайдаланудың негізгі кілті болып табылады.
Мазмұны
- Ti6Al4V неге ерекше дизайн тәсілін талап етеді
- Астыңғы беттерді және қолдау құрылымдарын басқару
- Торлы құрылымдар: Құрылымдың қаттылығын арттыру мен массасын азайту
- Күрделі геометриялық пішіндерді қамтамасыз ететін бағдарламалық жұмыс үдерісі
- Жылулық динамиканың соңғы геометрияға әсері
- Өндіріске жарамды дизайндың мүмкіндіктерін кеңейту
