
Če delate z litimi titanovimi zlitinami na področju 3D tiskanja, ste verjetno že večkrat slišali isto stvar: resnični napredek nastane, ko združite pametno oblikovanje z ustreznimi lastnostmi prahu. Ena stvar je imeti napravo, ki lahko natisne zapletene geometrije, vendar je povsem drugače izziv oblikovati del, ki v celoti izkorišča edinstvene zmogljivosti laserskega taljenja v prašnem ležišču ali taljenja z elektronskim žarkom. Ko govorimo o materialih, kot je titanova zlitina Ti6Al4V, govorimo o zlitini, ki je delovna konjica – izjemno trdna in kaže odlično biokompatibilnost, vendar je zelo težko z njo delati, če se predhodno ne načrtuje. To je točka, kjer postane koncept oblikovanja za aditivno izdelavo (DfAM) bistven, še posebej s pomočjo optimizacije topologije. Čeprav izraz zveni tehnično, je načelo preprosto: material postavimo izključno tam, kjer ga fizika poteka obremenitve zahteva, in ga povsod drugod odstranimo.
Zakaj Ti6Al4V zahteva poseben pristop k oblikovanju
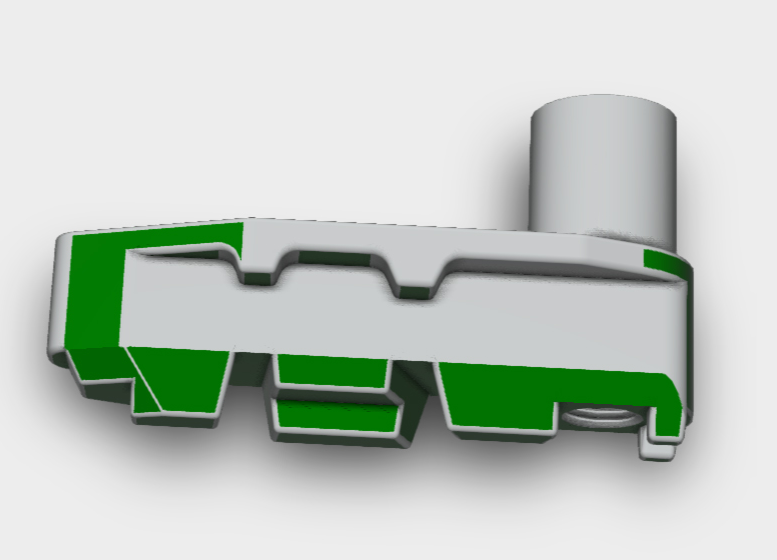
Ti6Al4V ni niti poceni niti lahko kot aluminij. Njegova gostota je opazna, vendar to nadomešča njegova odlična mehanska trdnost in odpornost proti koroziji. Zato je ta material osnovni izbor v letalsko-kosmični industriji in napredni medicinski tehnologiji ter se uporablja na primer pri komponentah za zamenjavo sklepov v ortopediji in strukturnih implantih. Če pa oblikovalec vzame standardni CAD-model, namenjen odstranjevalni izdelavi (CNC-obdelavi), in ga preprosto vnesе v kovinski tiskalnik z uporabo praška Ti6Al4V, ostane pomembna vrednost neizkoriščena. Del ima nepotrebno maso in – še pomembneje – med procesom izdelave nabira izogibljive toplotne napetosti.
Aditivna izdelava in topološka optimizacija odklepata možnosti izdelave zapletenih komponent, ki so bile pred desetletjem nezamisljive. Cilj je zmanjšanje mase, vendar gre za natančno obliko izgube teže: odstranitev neučinkovitosti ob hkratnem okrepljanju določenih poti, ki prenašajo mehanske obremenitve.
Izziv je v nepopustljivi naravi materiala. Titanova zlitina Ti6Al4V kaže visoko togost in tendenco k ohranjanju ostankov napetosti. Če se izvede splošna topološka optimizacija brez upoštevanja omejitev najmanjše velikosti značilnosti ali zahteve po izpraznitvi prahu iz notranjih kanalov, bo rezultirajoča geometrija – čeprav vizualno impresivna na zaslonu – v praksi predstavljala nočno moro pri tiskanju in čiščenju. Pri načrtovanju za aditivno izdelavo z uporabo titanove zlitine Ti6Al4V je treba upoštevati celoten življenjski cikel dela, od trenutka, ko se krtača za razprševanje prahu razprostira po površini, do končne ločitve dela od gradbene plošče.
Upravljanje previsov in podpornih struktur
Eno izmed prvih načel, ki se ga naučimo pri dodatni izdelavi kovin, je, da fizične sile ostanejo v polni moči ne glede na vir toplote. Taljena zlitina Ti6Al4V je hkrati gosta in vroča. Poskus tiskanja ravne, vodoravne previsne površine brez ustrezne podpore bo nujno povzročil spuščanje, ukrivljanje ali odpoved gradnje. Zato morajo biti koti previsov glavno omejitev pri vsaki strategiji optimizacije topologije. Zanesljivo smernico predstavlja ohranjanje kotov značilnosti najmanj štirideset pet stopinj glede na ploščo za gradnjo.
Če programsko orodje za optimizacijo ustvari organsko obliko z nepodprto vodoravno policami, mora konstruktor poseči v proces, da spremeni geometrijo ali v reševalniku uvede stroge omejitve previsov. Cilj je maksimirati delež samopodpirajoče se geometrije. Zmanjševanje števila stičnih točk podpor je bistveno, saj podpore povzročajo materialne stroške, zahtevajo ročno in časovno zahtevno odstranjevanje ter pustijo za seboj grube površinske napake, ki jih je treba odpraviti z dodatno obdelavo.
Trenutna raziskava se osredotoča na optimalno razdaljo med točkami podporne povezave posebej za ta zlitino. Cilj je določiti največjo dovoljeno razdaljo med zobmi podpore, preden se previs začne deformirati. Z natančno prilagoditvijo teh parametrov se lahko znatno zmanjša poraba materiala za podpore. Za komponento iz Ti6Al4V, ki je namenjena visoko zmogljivi medicinski napravi ali robotiki, je integriteta površin notranjih kanalov kritična. Prosto ostali prašek v rešetki ali krhki ostanki podpor, ki bi se kasneje lahko odlomili, niso sprejemljivi. Oblikovanje mora že od samega začetka vključevati končne korake čiščenja in validacije.
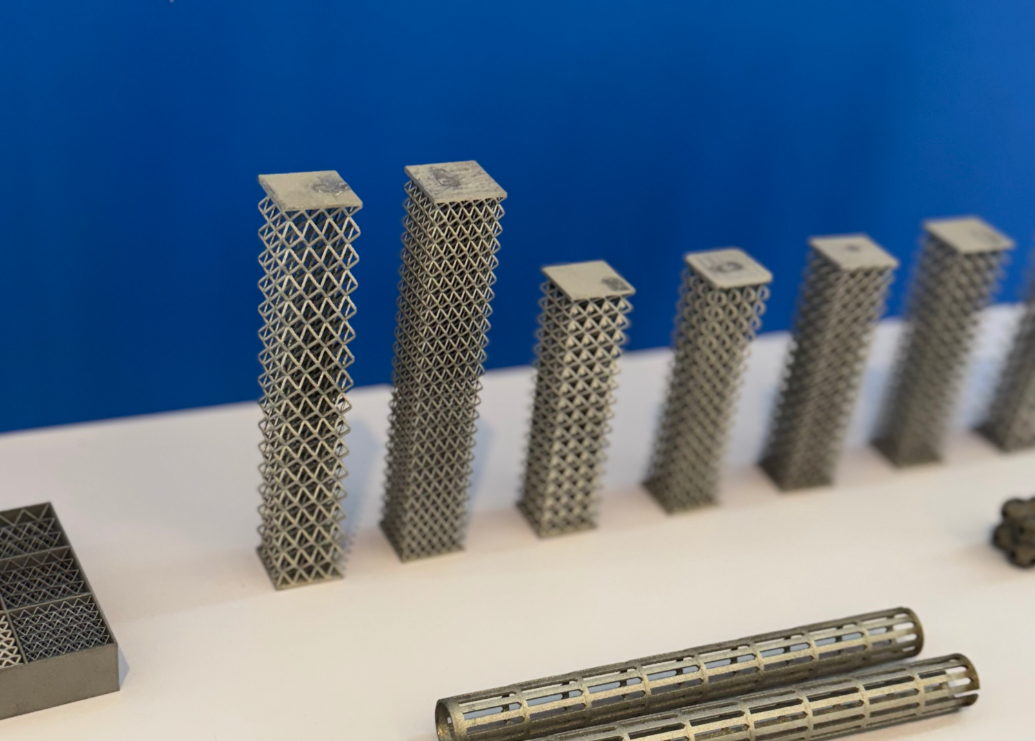
Rešetkaste strukture: izboljšanje togosti pri hkratnem zmanjšanju mase
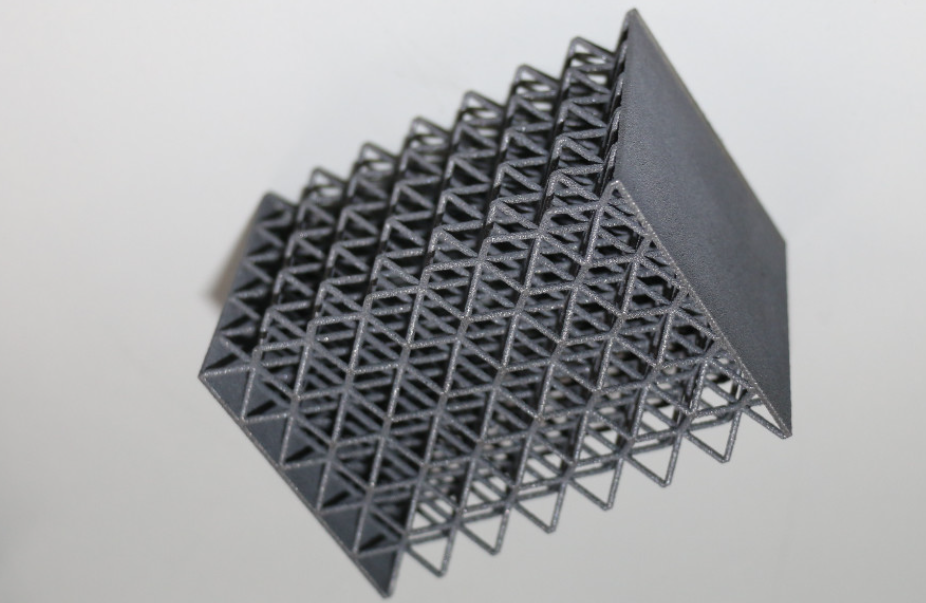
Če optimizacija topologije določa osnovne poteze oblikovanja, mrežaste strukture zagotavljajo natančno podrobnost. Pri delu s Ti6Al4V je preprosto izdelava votlega dela iz trdnega dela pogosto nedovolj za ohranitev zahtevane debeline stene in skupne togosti. To je točno tisto, kjer mikrostrukturi enotnih celic – ponavljajoče se mikrostrukture, kot so telesno središčne kubične ali giroide razporeditve – izpolnijo notranji prostor. Presenetljivo je, koliko konstrukcijske trdnosti se lahko ohrani, hkrati pa se masa komponente zmanjša za petdeset odstotkov ali več s strategično zamenjavo trdnih blokov z inženirsko oblikovanimi mrežami.
Predstavljajte si mehanski prenosni element, kot je zobnik. Nedavne raziskave so pokazale, da zamenjava trdnega telesa standardnega ravnozobnega zobnika z rešetkasto celično strukturo iz materiala Ti6Al4V prinaša pomembne prednosti. Z uporabo programske opreme za optimizacijo topologije za določitev mest, kjer so potrebne goste vozliščne povezave, in mest, kjer se lahko prečke zadebelijo ali zatankajo, so raziskovalci dosegli več kot le lažji zobnik. Komponenta je pri obremenitvi kazala spremenjeno dinamično obnašanje, saj je rešetkasta struktura prispevala k dušenju vibracij. Ta sekundarni učinek nastane le takrat, ko se deli načrtujejo kot inženirsko oblikovane arhitekture, ne pa kot trdni polizdelki.
V avtomobilski in prometni industriji se ta pristop postaja nujen za komponente, kot so zavorni kaliperji ali vzmetniški vodilni drogovi. Kombinacija optimizacije topologije z mrežasto notranjo strukturo zmanjša tako nespremljeno maso kot tudi vrtilno vztrajnostno maso. Mehanske lastnosti materiala Ti6Al4V, izdelanega s taljenjem z elektronskim žarkom ali s spajanjem laserskega praška v posnetku, so primerljive z lastnostmi deformiranega materiala, kar zagotavlja enako trajnost pri le delčku vhodnega materiala. Ta pristop zahteva temeljen premik v načinu razmišljanja – notranjost dela je treba obravnavati kot oblikovno prostornino namesto zgolj kot trdno izpolnitev.
Programska potoka, ki omogoča zapletene geometrije
Doseči to raven organske, težko učinkovite geometrije ni mogoče le z običajnim parametričnim modeliranjem. Za to je potreben specializiran nabor orodij, ki omogoča delo z implicitnimi geometrijami. Platforme, zasnovane za napredno računalniško oblikovanje, inženirjem omogočajo delo z polji in enačbami namesto preprostega skiciranja trdnih teles in uporabe rezov. Na primer pri razvoju medicinskega implanta, kot je sestavni del kolenskega proteza, ta orodja omogočajo topološko optimizacijo, pri kateri se gostota rešetke znotraj femoralne strukture spreminja na podlagi kart napetosti iz analize končnih elementov (FEA).
V območjih visoke koncentracije napetosti blizu priključnih točk so rešetkaste nosilce zdebšene. Nasprotno pa so v območjih nizke napetosti nosilci zmanjšani na najmanjšo še izvedljivo debelino. Ta metodologija oblikovanja na podlagi gradienta je idealno primerna za material Ti6Al4V, saj z visoko natančnostjo zrcali dejansko pot obremenitve. Začetni izhod iz reševalnika se pogosto kaže kot zapletena, organska mreža, ki predstavlja optimalno porazdelitev mase.
Prava strokovna izkušnja pri oblikovanju za dodatno proizvodnjo (DfAM) leži v izboljšavi te mreže. Površine je treba izgladiti, da se prepreči turbulencija ali motnje pretoka v inertnem plinski okolju gradbenega prostora. Specializirani ponudniki končnih obdelav razumejo, da lahko gruba, neposredno iz tiskalnika iztiskana površina iz materiala Ti6Al4V deluje kot fokusna točka za koncentracije napetosti in začetek morebitne korozije. Z izboljšavo ukrivljenosti optimizirane mreže pred tiskanjem se zahtevana nadaljnja obdelava, kot so lakanje in obdelava površine, znatno zmanjša, kar zagotavlja, da del ustreza natančnim tolerančnim specifikacijam.
Poleg tega je nujno preveriti, ali načrtovanje ne vsebuje skritih votlin, kjer se prah lahko trajno zadrži. Ta raven izdelljivosti zahteva globoko razumevanje tako algoritmične logike kot tudi fizične dinamike talilnega bazena.
Vpliv toplotne dinamike na končno geometrijo
Nepomemben, a pomemben nasprotnik pri kovinskih tiskalnikih, ki ga pri statični analizi napetosti pogosto prezremo, je toplotno upravljanje. Taljenje materiala Ti6Al4V z osredotočenim virom energije pomeni vnašanje ogromne količine energije v mikroskopsko območje. Posledično hitro ohlajanje ustvari zapleteno notranje polje napetosti, znano kot ostankova napetost. Če ima del, optimiziran s topološko metodo, masiven presek, ki meji na izjemno tanek rebrast del, bo nastali toplotni gradient verjetno povzročil izkrivljanje med izdelavo ali pa v hudih primerih celo poškodbo mehanizma za razprševanje.
Zato sodobna orodja za simulacijo zdaj neposredno vključujejo toplotno fiziko v zanko optimizacije in analizirajo nadzor pregrevanja med procesom taljenja. To pomeni, da oblika, ki jo predvideva izključno mehanska analiza kot najlažja, morda ni najbolj robustna strategija tiskanja. Načrtovalec morda mora strategično ponovno uvesti material ali vključiti funkcije za upravljanje toplote, da bi reguliral temperaturo talilne luknje. Gre za natančno ravnovesje med doseganjem mehanskih ciljev in zagotavljanjem toplotne stabilnosti. Ko se to ravnovesje doseže, zmanjšanje notranjih napetosti včasih odpravi potrebo po dragem ciklu vroče izotropne stiskanja, kar prinese pomembne prihranke časa in stroškov.

Širjenje obzorij izdelljivega načrtovanja
V prihodnje se bo metodologija oblikovanja komponent iz zlitine Ti6Al4V nadaljevala v smeri vedno večje zahtevnosti. Industrija se premika izven statičnih obremenitvenih primerov k oblikovanju, ki je optimizirano za določene vibracijske frekvence ali odpornost proti udarcem. Tudi trajnostna razvojna smer povzroča pomembne spremembe na tem področju. Ker je prašek Ti6Al4V dragocen in energijsko intenziven vir, je zmanjševanje odpadkov ključnega pomena. Z uporabo topološke optimizacije za izdelavo lažjih in manjših delov se poraba praška na posamezno opravilo naravno zmanjša. Ko bodo postopki recikliranja praška in standardi za certifikacijo zrelejši, bo vizija visoko zmogljivih titanovih komponent, ki so ne le lažje in trdnejše, temveč tudi okolju bolj prijazne kot njihove kovane ali litne ustreznice, postala oprijemljiva resničnost.
Našli smo se na zelo zanimivi prečni točki, kjer glavna omejitev ni več sam hardware, temveč ustvarjalnost oblikovalca pri porazdelitvi materiala ter njegovo razumevanje zapletenega medsebojnega vpliva med virjem energije, slojem prahu in spreminjajočo se geometrijo. Ovladati ta medsebojni vpliv je ključ do odklepanja celotnega potenciala materiala Ti6Al4V v dobi dodatne izdelave.
Vsebina
- Zakaj Ti6Al4V zahteva poseben pristop k oblikovanju
- Upravljanje previsov in podpornih struktur
- Rešetkaste strukture: izboljšanje togosti pri hkratnem zmanjšanju mase
- Programska potoka, ki omogoča zapletene geometrije
- Vpliv toplotne dinamike na končno geometrijo
- Širjenje obzorij izdelljivega načrtovanja
