
Hvis du arbeider med titanlegeringer innen 3D-utskrift, har du sannsynligvis hørt det samme gjentatte ganger: de egentlige fremskrittene oppstår når du kombinerer intelligent design med riktige pulveregenskaper. Det er én sak å eie en maskin som kan skrive ut komplekse geometrier, men det er en helt annen utfordring å designe en komponent som fullt ut utnytter de unike egenskapene til laserpulverbærekammerfusjon eller elektronstrålefusjon. Når vi snakker om materialer som Ti6Al4V-titan, refererer vi til en robust legering som er ekstremt sterk og viser fremragende biokompatibilitet, men som er berømt for å være svært vanskelig å behandle hvis man ikke planlegger på forhånd. Her kommer konseptet «Design for additiv produksjon» (DfAM) inn i bildet – spesielt gjennom anvendelsen av topologioptimering. Selv om begrepet høres teknisk ut, er prinsippet enkelt: plasser materiale nøyaktig der fysikken til laststien krever det, og fjern det fra alle andre steder.
Hvorfor Ti6Al4V krever en unik designtilnærming
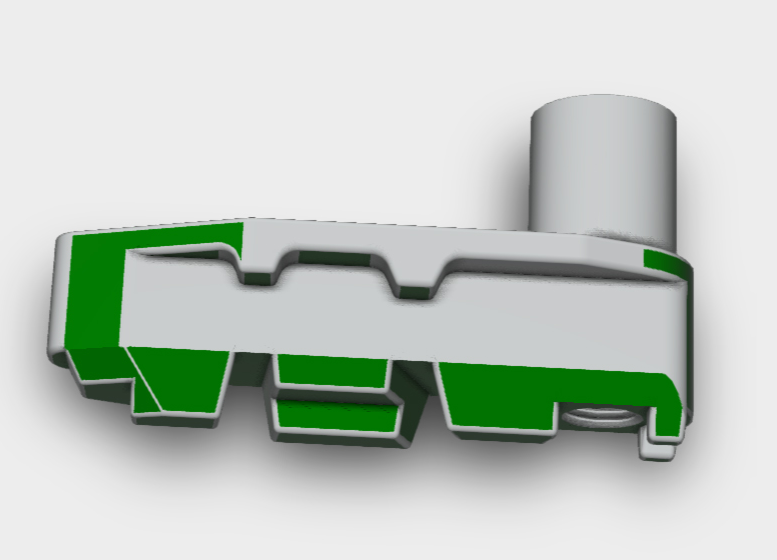
Ti6Al4V er verken billig eller lettvektig på samme måte som aluminium. Tettheten er merkbar, men dette kompenseres av dets overlegne mekaniske egenskaper og korrosjonsbestandighet. Derfor er det et standardmateriale i luft- og romfartsektoren samt i avansert medisinsk teknologi, og brukes blant annet i ortopediske leddproteser og strukturelle implantater. Hvis en designer imidlertid tar en standard-CAD-modell som er beregnet for subtraktiv fremstilling (CNC-bearbeiding) og rett og slett importerer den til en metallprinter som bruker Ti6Al4V-pulver, går betydelig verdi tapt. Delen inneholder unødvendig masse og, enda viktigere, oppbygger unødvendig termisk spenning under byggeprosessen.
Additiv fremstilling og topologioptimering frigjør potensialet til å produsere intrikate komponenter som var uforestillelige for ti år siden. Målet er masseforminskning, men det er en nøyaktig form for vekttap: å fjerne ineffektivitet samtidig som man forsterker de spesifikke stiene som bærer mekaniske laster.
Utfordringen ligger i materialets uforgjevelige natur. Ti6Al4V viser høy stivhet og en tendens til å beholde restspenninger. Hvis en generisk topologioptimeringsstudie utføres uten å ta hensyn til minimumsfunksjonsstørrelsesbegrensninger eller kravet om pulverutvasking fra interne kanaler, vil den resulterende geometrien – selv om den ser imponerende ut på en skjerm – være en praktisk mardrøm å printe og rense. Når man designer for additiv fremstilling med Ti6Al4V, må man ta hensyn til hele delens livssyklus, fra det øyeblikket rekoaterbladet spreder pulveret til det endelige frakoblingen fra byggeplaten.
Håndtering av overheng og støttestrukturer
En av de første prinsippene som læres i metallisk additiv fremstilling er at fysiske krefter forblir fullt virksomme uavhengig av varmekilden. Smeltet Ti6Al4V er både tett og varm. Å prøve å printe en flat, horisontal utstikkende struktur uten tilstrekkelig støtte vil uunngåelig føre til nedbøyning, krøpling eller byggefeil. Derfor må utstikkvinkler være en primær begrensning i enhver topologioptimeringsstrategi. En pålitelig retningslinje er å holde vinklene til geometriske detaljer på minst førti-fem grader i forhold til byggeplaten.
Hvis optimeringsprogramvare genererer en organisk form med et ikke-støttet horisontalt platå, må designeren inngripe for å endre geometrien eller håndheve strenge utstikkbegrensninger i løseren. Målet er å maksimere andelen selvstøttende geometri. Å minimere antallet støttekontaktpunkter er avgjørende, siden støtter medfører materiellkostnader, krever arbeidskrevende fjerning og etterlater ru overflateartefakter som krever etterbehandling.
Nåværende forskning går dypere inn på den optimale avstanden mellom støtteforbindelsespunktene spesifikt for denne legeringen. Målet er å fastslå den maksimale tillatte avstanden mellan støttetennene før utstikket begynner å deformeres. Ved å finjustere disse parameterne kan materialbruken til støtter reduseres betydelig. For en Ti6Al4V-komponent som skal brukes i et medisinsk høytytende utstyr eller i robotikkapplikasjoner er integriteten til overflater i indre kanaler kritisk. Løst pulver fanget inne i et gitter eller skjøre rester av støtter som senere kan løsne, er uakseptabelt. Utformingen må fra begynnelsen av innebære at de endelige rengjørings- og valideringsstegene kan utføres.
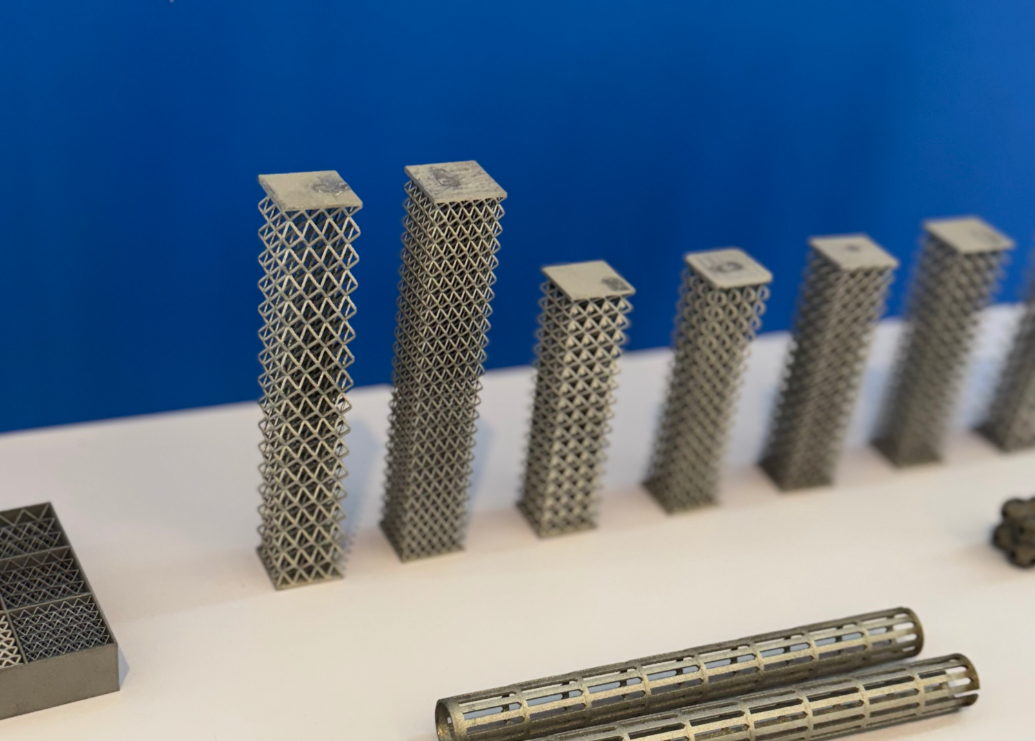
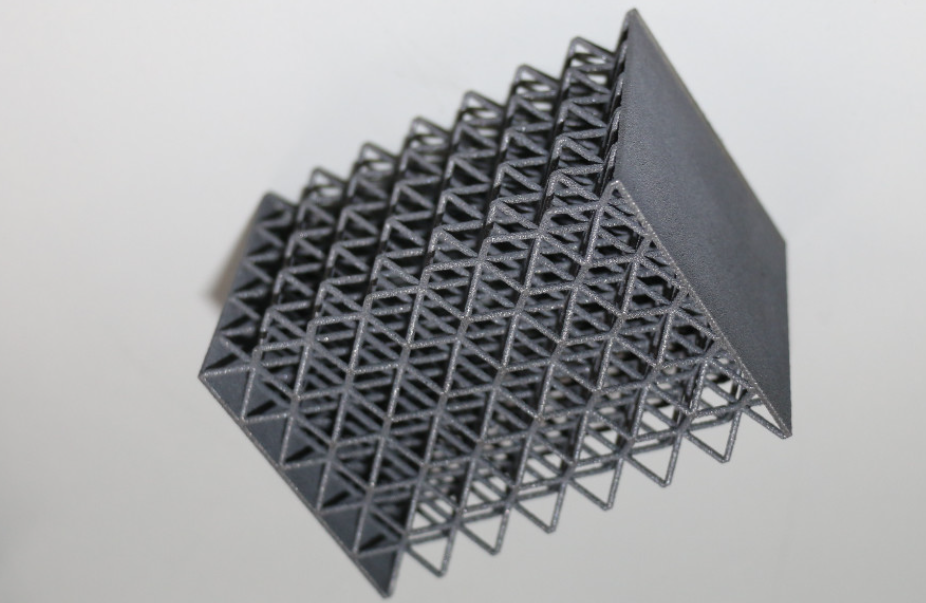
Gitterstrukturer: Øker stivheten samtidig som massen reduseres
Hvis topologioptimering fastlegger de brede trekkene i designet, gir gitterstrukturer den fine detaljeringen. Når man arbeider med Ti6Al4V er det ofte utilstrekkelig å bare uthule en massiv del for å opprettholde den nødvendige veggtykkelsen og den totale stivheten. Her fyller enhetsceller – gjentakende mikrostrukturer som for eksempel kubiske strukturer med atomer i hjørnene og ett atom i sentrum (BCC) eller gyroidanordninger – det indre volumet. Det er bemerkelsesverdig hvor mye strukturell styrke som kan bevares samtidig som komponentens masse reduseres med femti prosent eller mer ved strategisk erstatning av massive blokker med teknisk utformede gitter.
Tenk på et mekanisk overføringselement som for eksempel et tannhjul. Nylige studier har vist at erstatning av den massive kroppen i et standard retttennt tannhjul med en cellestruktur laget av Ti6Al4V gir betydelige fordeler. Ved å bruke topologioptimeringsprogramvare for å kartlegge hvor tette knutepunktsforbindelser er nødvendige og hvor staver kan gjøres tynnere, oppnådde forskerne mer enn bare et lettere tannhjul. Komponenten viste endret dynamisk ytelse under belastning, fordi cellestrukturen bidro til demping av svingninger. Denne sekundære fordelen oppstår kun når deler utformes som teknisk utviklede arkitekturer, og ikke som massive halvfabrikata.
I bil- og transportsektorene blir denne tilnærmingen stadig mer uunnværlig for komponenter som bremsesystemer eller opphenget kontrollarm. Kombinasjon av topologioptimering og gitterfyll reduserer både uførte masser og rotasjonsinertimoment. De mekaniske egenskapene til Ti6Al4V produsert via elektronstråle-smelting eller laser-pulverbedsfusjon er sammenlignbare med de til smidd materiale, noe som sikrer tilsvarende holdbarhet med bare en brøkdel av materialeinnsatsen. Denne tilnærmingen krever en grunnleggende endring i perspektiv, der indre del av en komponent behandles som et designbart volum i stedet for bare som massiv fylling.
Programvarearbeidsflyten som muliggjør komplekse geometrier
Å oppnå dette nivået av organisk, vekteffektiv geometri er ikke mulig kun gjennom tradisjonell parametrisk modellering. Det krever et spesialisert verktøysett som kan håndtere implisitte geometrier. Plattformer som er utformet for avansert beregningsbasert design lar ingeniører arbeide med felt og ligninger i stedet for bare å tegne faste legemer og anvende skjæringer. For eksempel, når en medisinsk implantat, som en komponent til et kneprotese, utvikles, muliggjør disse verktøyene topologisk optimalisering der gittertettheten varierer innenfor femurstrukturen basert på spenningskart fra endelige elementanalyse (FEA).
I områder med høy spenningskonsentrasjon nær tilkoblingspunktene er gitterstavene tykkere. Omvendt reduseres stavene til minimumstykkelsen i områder med lav spenning. Denne gradientbaserte designmetoden er ideell for Ti6Al4V, siden den speiler den faktiske lastveien med stor nøyaktighet. Det første resultatet fra løseren viser ofte et komplekst, organisk nett som representerer den optimale massefordelingen.
Den egentlige ekspertisen innen DfAM ligger i å forfine dette nettet. Overflater må glattes ut for å unngå turbulens eller strømningsforstyrrelser i byggekammerets inertgassmiljø. Spesialiserte tjenesteleverandører innen overflatebehandling er klar over at en ru, som-utskrevet overflate på Ti6Al4V kan virke som et fokuspunkt for spenningskoncentrasjoner og potensiell korrosjonsstart. Ved å forfine krumningen til det optimerte nettet før utskrift reduseres arbeidsmengden for polering og overflatebehandling betraktelig, noe som sikrer at delen oppfyller nøyaktige toleransespesifikasjoner.
Videre er det avgjørende å verifisere at designet ikke inneholder skjulte hulrom der pulver kan bli permanent fanget. Dette nivået av produksjonsvennlighet krever en grundig forståelse både av den algoritmiske logikken og av de fysiske dynamikkene i smeltebadet.
Påvirkningen av termiske dynamikker på endelig geometri
En subtil, men betydelig motstander i metallutskrift som ofte overses under statisk spenningsanalyse, er varmehåndtering. Smelting av Ti6Al4V med en konsentrert energikilde innebærer innføring av enorm mengde energi i et mikroskopisk område. Den påfølgende rask avkjølingen genererer et komplekst indre spenningsfelt, kjent som restspenning. Hvis en topologioptimert del har et massivt tverrsnitt ved siden av en svært tynn vegg, vil den resulterende termiske gradienten sannsynligvis føre til deformasjon under byggingen eller, i alvorlige tilfeller, skade på utjevningsmekanismen.
Som en konsekvens integrerer avanserte simuleringstester nå termofysikk direkte i optimaliseringsløkken og analyserer overopphetingskontroll under smelteprosessen. Dette betyr at den absolutt letteste formen som predikeres av ren mekanikk kanskje ikke er den mest robuste utskriftsstrategien. Konstruktøren må kanskje strategisk gjeninnføre materiale eller integrere funksjoner for termisk styring for å regulere temperaturen i smeltebadet. Det er en fin balanse mellom å oppnå mekaniske mål og å sikre termisk stabilitet. Når denne likevekten oppnås, kan reduksjonen i indre spenning noen ganger gjøre det unødvendig med en kostbar varm isostatisk presseprosess, noe som fører til betydelige tids- og kostnadssparinger.

Utvider horisonten for fremstillelig design
Fremover vil metoden for å designe Ti6Al4V-komponenter fortsette å utvikle seg mot økt sofistikasjon. Bransjen beveger seg bort fra statiske lasttilfeller og mot design som er optimalisert for spesifikke vibrasjonsfrekvenser eller støtfasthet. Bærekraftighet driver også betydelige endringer på dette området. Siden Ti6Al4V-pulver er en verdifull og energikrevende ressurs, er minimering av avfall avgjørende. Ved å bruke topologioptimering for å produsere lettere og mindre deler reduseres forbruket av pulver per oppgave på en naturlig måte. Ettersom standardene for gjenbruk og sertifisering av pulver blir mer modne, blir drømmen om høytytende titan-komponenter – som ikke bare er lettere og sterker, men også mer miljøvennlige enn deres smidd eller støpte motstykker – en konkret virkelighet.
Vi befinner oss ved et spennende skillevei hvor den primære begrensningen ikke lenger er maskinvaren i seg selv, men heller designers kreativitet når det gjelder materialfordeling og deres forståelse av den intrikate samspillet mellom energikilden, pulverbædden og den utviklende geometrien. Å mestre dette samspillet er nøkkelen til å frigjøre det fulle potensialet til Ti6Al4V i den additive-fremstillingens tidsalder.
Innholdsfortegnelse
- Hvorfor Ti6Al4V krever en unik designtilnærming
- Håndtering av overheng og støttestrukturer
- Gitterstrukturer: Øker stivheten samtidig som massen reduseres
- Programvarearbeidsflyten som muliggjør komplekse geometrier
- Påvirkningen av termiske dynamikker på endelig geometri
- Utvider horisonten for fremstillelig design
