
Якщо ви працюєте з титановими сплавами у сфері 3D-друку, то, ймовірно, неодноразово чули одне й те саме: справжні досягнення відбуваються, коли інтелектуальне проектування поєднується з відповідними характеристиками порошку. Машина, здатна друкувати складні геометричні форми, — це одне, але зовсім інша справа — спроектувати деталь, яка повністю використовує унікальні можливості лазерного сплавлення в порошковому шарі або плавлення електронним променем. Коли мова йде про матеріали, такі як титановий сплав Ti6Al4V, ми маємо на увазі надійний сплав, який відрізняється винятковою міцністю та високою біосумісністю, проте його дуже важко обробляти, якщо не продумати процес заздалегідь. Саме тут концепція проектування для адитивного виробництва (DfAM) стає обов’язковою, зокрема завдяки застосуванню топологічної оптимізації. Хоча термін звучить технічно, його суть досить проста: розміщувати матеріал строго там, де цього вимагає фізика передачі навантаження, і видаляти його з усіх інших місць.
Чому Ti6Al4V вимагає унікального підходу до проектування
Ti6Al4V — це ні недорогий, ні легкий у той самий спосіб, що й алюміній. Його густина відчутна, але це компенсується винятковими механічними характеристиками та стійкістю до корозії. Тому цей матеріал є основним у авіакосмічній галузі та передових медичних технологіях і використовується, зокрема, у компонентах ендопротезів суглобів та структурних імплантатах. Однак якщо конструктор просто візьме стандартну CAD-модель, розроблену для адитивного виробництва (фрезерування на ЧПУ), і без змін введе її в металевий 3D-принтер із застосуванням порошку Ti6Al4V, значна частина потенційної цінності залишиться нереалізованою. Деталь матиме надлишкову масу, а ще важливіше — під час друку в ній накопичуватимуться уникнені теплові напруження.
Адитивне виробництво та топологічна оптимізація розкривають потенціал виготовлення складних компонентів, які ще десять років тому здавалися нереальними. Метою є зменшення маси, але це — точна форма втрати ваги: усунення неефективності при одночасному посиленні конкретних шляхів, що сприймають механічні навантаження.
Проблема полягає в нещадному характері матеріалу. Сплав Ti6Al4V має високу жорсткість і схильний до накопичення залишкових напружень. Якщо провести загальний аналіз топологічної оптимізації без урахування обмежень щодо мінімального розміру елементів або вимог щодо видалення порошку з внутрішніх каналів, отримана геометрія — хоч і виглядає вражаюче на екрані — стане практичним кошмаром для друку та очищення. Під час проектування деталей для адитивного виробництва з використанням сплаву Ti6Al4V необхідно враховувати весь життєвий цикл деталі — від моменту, коли наносна лопатка розподіляє порошок, до остаточного відокремлення деталі від платформи друку.
Керування перевисаючими елементами та опорними структурами
Одним із перших принципів, які вивчають у сфері адитивного виробництва металів, є те, що фізичні сили залишаються в повному обсязі незалежно від джерела тепла. Розплавлений сплав Ti6Al4V є одночасно щільним і гарячим. Спроба надрукувати плоску горизонтальну консоль без належної підтримки неминуче призведе до провисання, закручування або збою процесу побудови. Тому кути консолей мають бути основним обмеженням у будь-якій стратегії топологічної оптимізації. Надійним орієнтиром є підтримка кутів елементів на рівні не менше сорока п’яти градусів щодо платформи побудови.
Якщо програмне забезпечення оптимізації генерує органічну форму з горизонтальною непідтримуваною полицею, проектант має втрутитися, щоб змінити геометрію або жорстко задати обмеження щодо кутів консолей у вирішувачі. Мета полягає в максимізації частки самопідтримуваної геометрії. Мінімізація точок контакту з опорами є обов’язковою, оскільки опори збільшують витрати матеріалу, потребують трудомісткого їх видалення та залишають на поверхні шорсткі дефекти, що вимагають подальшої обробки.
Поточні дослідження присвячені визначенню оптимальної відстані між точками кріплення опор саме для цього сплаву. Мета — встановити максимальну допустиму відстань між опорними зубцями до початку деформації консольної частини. Шляхом точного налаштування цих параметрів можна значно зменшити витрати матеріалу на опорні елементи. Для компонента зі сплаву Ti6Al4V, призначеного для високопродуктивного медичного пристрою або робототехнічного застосування, цілісність поверхонь внутрішніх каналів є критично важливою. Неприпустимо залишення розсипного порошку всередині решітки або крихких залишків опор, які можуть відшаруватися пізніше. Конструкція має з самого початку враховувати остаточні етапи очищення та валідації.
Решітчасті структури: підвищення жорсткості при одночасному зменшенні маси
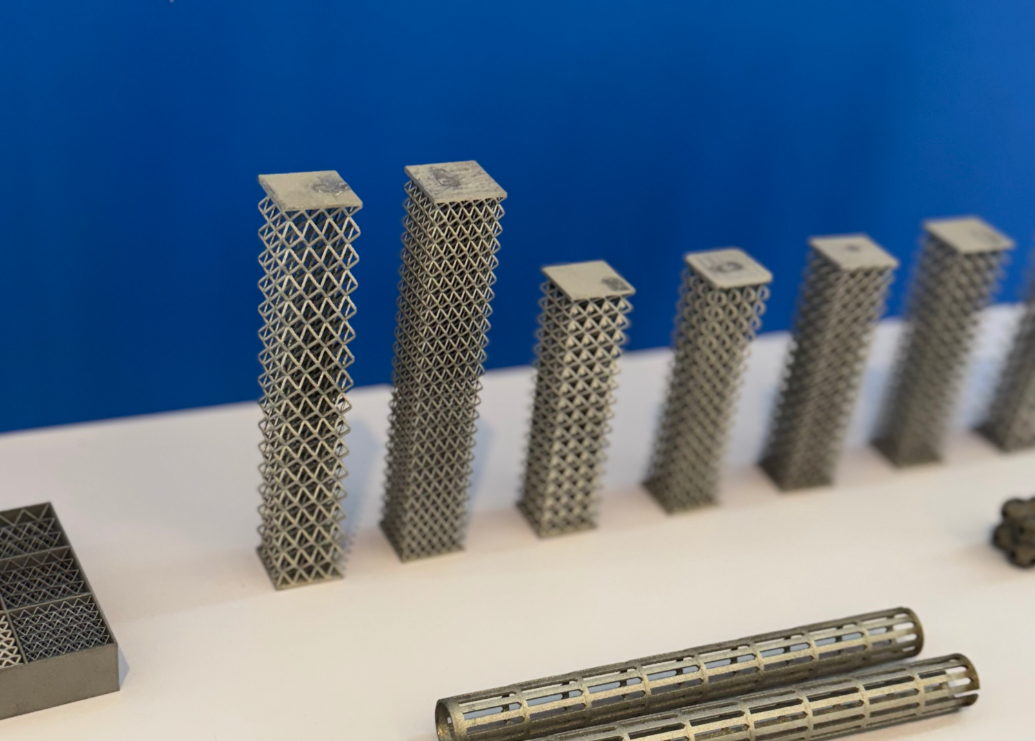
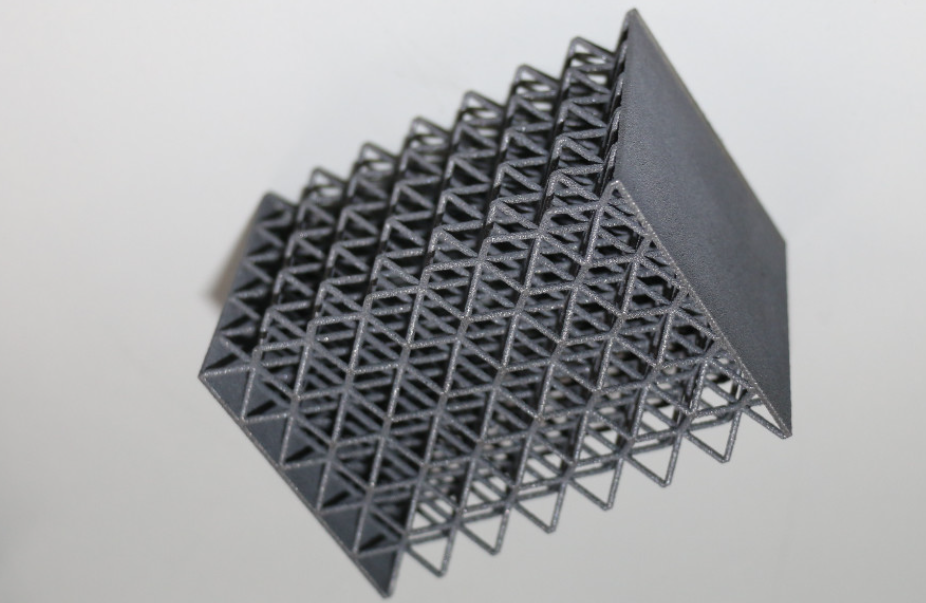
Якщо топологічна оптимізація визначає загальні контури конструкції, то решітчасті структури забезпечують її деталізацію. Працюючи зі сплавом Ti6Al4V, просте порожніння суцільної ділянки часто недостатньо для збереження необхідної товщини стінок і загальної жорсткості. Саме тут на допомогу приходять елементарні комірки — повторювані мікроструктури, такі як об’ємно-центровані кубічні або гіроїдні розташування, — які заповнюють внутрішній об’єм. Дивовижно, наскільки багато структурної міцності можна зберегти, одночасно зменшивши масу компонента на п’ятдесят відсотків або більше за рахунок цілеспрямованої заміни суцільних блоків інженерними решітками.
Розгляньмо механічний елемент трансмісії, наприклад, зубчасте колесо. Нещодавні дослідження показали, що заміна суцільного тіла стандартного прямозубого колеса на пористу решітчасту структуру зі сплаву Ti6Al4V забезпечує значні переваги. Використовуючи програмне забезпечення топологічної оптимізації для визначення місць, де потрібні щільні вузлові з’єднання, і місць, де можна зменшити товщину стрижнів, дослідники досягли не лише зменшення маси колеса. Компонент продемонстрував змінені динамічні характеристики під навантаженням, оскільки решітчаста структура сприяла гасінню вібрацій. Ця вторинна перевага виникає лише тоді, коли деталі проектуються як інженерні архітектури, а не як суцільні заготовки.
У галузях автомобілебудування та транспорту цей підхід стає незамінним для компонентів, таких як тормозні супорти або важелі підвіски. Поєднання топологічної оптимізації з решітчастим заповненням дозволяє зменшити як непідвішену масу, так і момент інерції обертання. Механічні властивості сплаву Ti6Al4V, отриманого методом плавлення електронним променем або злиття порошку лазером у шарі, порівнянні з властивостями деформованого матеріалу, забезпечуючи еквівалентну міцність при використанні лише частки вихідного матеріалу. Цей підхід вимагає фундаментальної зміни погляду: внутрішній об’єм деталі слід розглядати як об’єм, що підлягає проектуванню, а не просто як суцільне заповнення.
Програмне забезпечення, що забезпечує створення складних геометрій
Досягти такого рівня органічної, ефективної за вагою геометрії неможливо лише за допомогою традиційного параметричного моделювання. Для цього потрібен спеціалізований набір інструментів, здатних працювати з неявними геометріями. Платформи, призначені для передового обчислювального проектування, дозволяють інженерам працювати з полями й рівняннями, а не просто створювати об’ємні моделі та застосовувати до них розрізи. Наприклад, під час розробки медичного імплантату, такого як компонент колінного протеза, ці інструменти дозволяють проводити топологічну оптимізацію, у ході якої щільність решітки варіюється всередині структури стегнової кістки на основі карт напружень, отриманих за результатами аналізу методом скінченних елементів (МСЕ).
У зонах високої концентрації напружень поблизу точок з’єднання решітчасті стійки ущільнюються. Навпаки, у зонах низьких напружень стійки зменшуються до мінімально допустимої товщини. Цей метод проектування на основі градієнтів ідеально підходить для сплаву Ti6Al4V, оскільки він з високою точністю відтворює реальну траєкторію навантаження. Початковий результат розв’язувача часто має вигляд складної органічної сітки, що відображає оптимальний розподіл маси.
Справжній професіоналізм у DfAM полягає у вдосконаленні цієї сітки. Поверхні необхідно вирівняти, щоб запобігти турбулентності або порушенню потоку в інертному газовому середовищі камери друку. Спеціалізовані постачальники послуг остаточної обробки розуміють, що шорстка поверхня, отримана безпосередньо після друку на сплаві Ti6Al4V, може стати фокусною точкою для концентраторів напружень і початку корозії. Вдосконалюючи кривину оптимізованої сітки до друку, значно скорочуються подальші зусилля, необхідні для полірування та обробки поверхні, що забезпечує відповідність деталі точним специфікаціям щодо допусків.
Крім того, обов’язково потрібно перевірити, що в конструкції немає прихованих порожнин, у яких порошок може назавжди застрягти. Такий рівень технологічності вимагає глибокого розуміння як алгоритмічної логіки, так і фізичних процесів, що відбуваються в зоні плавлення.
Вплив теплових процесів на кінцеву геометрію
Тонкий, але суттєвий чинник, що завдає шкоди металевому друку й часто ігнорується під час статичного аналізу напружень, — це теплове управління. Плавлення сплаву Ti6Al4V за допомогою концентрованого джерела енергії передбачає введення величезної кількості енергії в мікроскопічну ділянку. Подальше швидке охолодження призводить до виникнення складного внутрішнього поля напружень, відомого як залишкові напруження. Якщо частина, оптимізована за топологією, має масивний поперечний переріз, розташований поряд з надтонкою перегородкою, то виникаючий тепловий градієнт, ймовірно, спричинить деформацію (короблення) під час друку або, у важких випадках, пошкодження механізму розподілу порошку.
Отже, сучасні інструменти імітаційного моделювання тепер інтегрують термофізику безпосередньо в цикл оптимізації, аналізуючи контроль перегріву під час процесу злиття. Це означає, що абсолютно найлегша форма, передбачена лише механічними розрахунками, може виявитися не найбільш надійною стратегією друку. Конструкторові, можливо, доведеться стратегічно відновити матеріал або включити елементи теплового управління для регулювання температури зони плавлення. Це делікатна рівновага між досягненням механічних параметрів і забезпеченням теплової стабільності. Коли така рівновага досягається, зниження внутрішніх напружень іноді усуває необхідність у дорогостоячому циклі гарячого ізостатичного пресування, що призводить до значного скорочення строків виготовлення та витрат.

Розширення меж проектування виробів, придатних для виробництва
У майбутньому методологія проектування компонентів із титанового сплаву Ti6Al4V і надалі розвиватиметься й ускладнюватиметься. Галузь переходить від розгляду статичних навантажень до проектування, оптимізованого під конкретні частоти вібрацій або стійкість до ударних навантажень. Сталість також є важливим чинником, що спричиняє значні зміни в цій галузі. Оскільки порошок Ti6Al4V є цінним ресурсом, отримання якого потребує великих енерговитрат, мінімізація відходів є критично важливою. Використання топологічної оптимізації для виготовлення легших і менших деталей природним чином зменшує витрати порошку на кожне завдання. У міру удосконалення технологій переробки порошку та стандартів його сертифікації концепція високопродуктивних титанових компонентів, які не лише легші й міцніші, а й екологічно стійкіші порівняно з їх кованими або литими аналогами, стає реальною.
Ми перебуваємо на захоплюючому етапі, де головним обмеженням уже не є саме апаратне забезпечення, а скоріше творчість конструктора у розподілі матеріалу та його розуміння складної взаємодії між джерелом енергії, шаром порошку та поступово змінюваною геометрією. Оволодіння цією взаємодією є ключем до розкриття повного потенціалу сплаву Ti6Al4V у епоху адитивного виробництва.
Зміст
- Чому Ti6Al4V вимагає унікального підходу до проектування
- Керування перевисаючими елементами та опорними структурами
- Решітчасті структури: підвищення жорсткості при одночасному зменшенні маси
- Програмне забезпечення, що забезпечує створення складних геометрій
- Вплив теплових процесів на кінцеву геометрію
- Розширення меж проектування виробів, придатних для виробництва
