
Si trabaja con aleaciones de titanio en el ámbito de la impresión 3D, probablemente haya escuchado lo mismo una y otra vez: los avances reales se producen cuando se combina un diseño inteligente con las características adecuadas del polvo. Poseer una máquina capaz de imprimir geometrías complejas es una cosa, pero diseñar una pieza que aproveche plenamente las capacidades únicas de la fusión láser en lecho de polvo o de la fusión por haz de electrones constituye un desafío completamente distinto. Al hablar de materiales como la aleación de titanio Ti6Al4V, nos referimos a una aleación versátil, excepcionalmente resistente y con excelentes propiedades de biocompatibilidad, aunque es notoriamente difícil de trabajar si no se planifica con anticipación. Aquí es donde cobra especial relevancia el concepto de Diseño para Fabricación Aditiva (DfAM), particularmente mediante la aplicación de la optimización topológica. Aunque el término suena técnico, su principio es sencillo: colocar material únicamente donde la física de la trayectoria de carga lo exija y eliminarlo del resto.
Por qué el Ti6Al4V exige un enfoque de diseño único
El Ti6Al4V no es ni económico ni ligero en la forma en que lo es el aluminio. Su densidad es apreciable, pero esto se compensa con su excelente rendimiento mecánico y su resistencia a la corrosión. Por consiguiente, es un material fundamental en el sector aeroespacial y en la tecnología médica avanzada, empleándose en aplicaciones como componentes para sustitución articular ortopédica e implantes estructurales. Sin embargo, si un diseñador toma un modelo CAD estándar concebido para fabricación sustractiva (mecanizado CNC) y simplemente lo introduce en una impresora metálica utilizando polvo de Ti6Al4V, se deja sin aprovechar un valor significativo. La pieza presenta una masa innecesaria y, lo que es más crítico, acumula tensiones térmicas evitables durante el proceso de construcción.
La fabricación aditiva y la optimización topológica desbloquean el potencial para fabricar componentes intrincados que eran impensables hace una década. El objetivo es la reducción de masa, pero se trata de una forma precisa de pérdida de peso: eliminar ineficiencias mientras se refuerzan las vías específicas que soportan cargas mecánicas.
El reto radica en la naturaleza implacable del material. La aleación Ti6Al4V presenta una alta rigidez y tendencia a retener tensiones residuales. Si se lleva a cabo un estudio genérico de optimización topológica sin tener en cuenta las restricciones de tamaño mínimo de característica o el requisito de evacuación del polvo desde los canales internos, la geometría resultante —aunque visualmente impresionante en una pantalla— será una pesadilla práctica para imprimir y limpiar. Al diseñar para fabricación aditiva con Ti6Al4V, debe considerarse todo el ciclo de vida de la pieza, desde el momento en que la cuchilla recubridora extiende el polvo hasta la separación final de la pieza de la placa de construcción.
Gestión de sobresalientes y estructuras de soporte
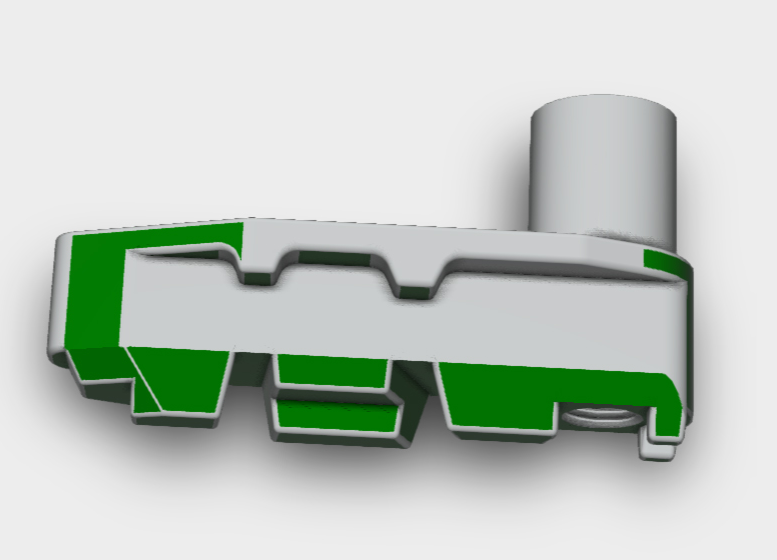
Uno de los primeros principios aprendidos en la fabricación aditiva de metales es que las fuerzas físicas siguen actuando plenamente, independientemente de la fuente de calor. El Ti6Al4V fundido es tanto denso como caliente. Intentar imprimir un saliente plano y horizontal sin soportes adecuados provocará inevitablemente deformaciones por pandeo, enrollamiento o fallo en la construcción. Por lo tanto, los ángulos de saliente deben constituir una restricción primaria en cualquier estrategia de optimización topológica. Una guía fiable consiste en mantener los ángulos de las características en no menos de cuarenta y cinco grados respecto al plano de construcción.
Si el software de optimización genera una forma orgánica que incluye un estante horizontal sin soporte, el diseñador debe intervenir para modificar la geometría o imponer restricciones estrictas de saliente dentro del solucionador. El objetivo es maximizar la proporción de geometría autorresistente. Minimizar los puntos de contacto con los soportes es fundamental, ya que estos generan costes de material, requieren una eliminación laboriosa y dejan artefactos superficiales rugosos que necesitan procesamiento posterior.
La investigación actual se centra en determinar el espaciado óptimo de los puntos de conexión de los soportes específicamente para esta aleación. El objetivo es establecer la distancia máxima permitida entre los dientes de soporte antes de que comience a producirse deformación en la parte en voladizo. Al ajustar con precisión estos parámetros, se puede reducir significativamente la cantidad de material utilizado para los soportes. Para un componente de Ti6Al4V destinado a un dispositivo médico de alto rendimiento o a una aplicación robótica, la integridad de las superficies de los canales internos es crítica. No es aceptable que quede polvo suelto atrapado dentro de una estructura reticulada ni restos frágiles de soportes que puedan desprenderse posteriormente. El diseño debe contemplar desde el inicio los pasos finales de limpieza y validación.
Estructuras reticuladas: mejora de la rigidez reduciendo la masa
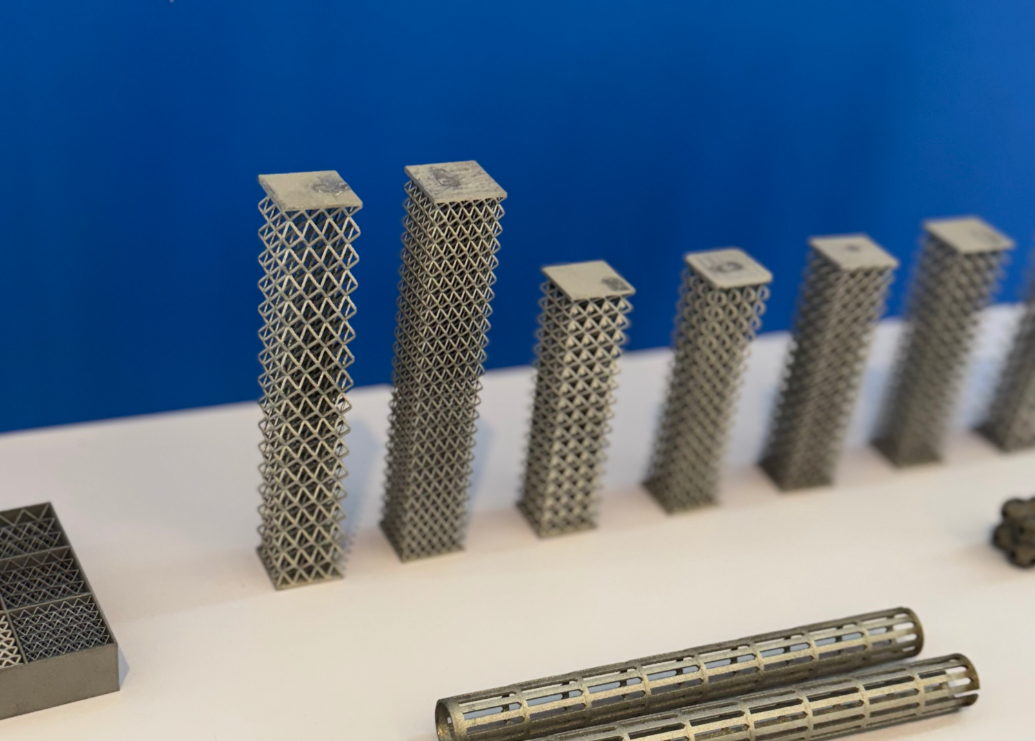
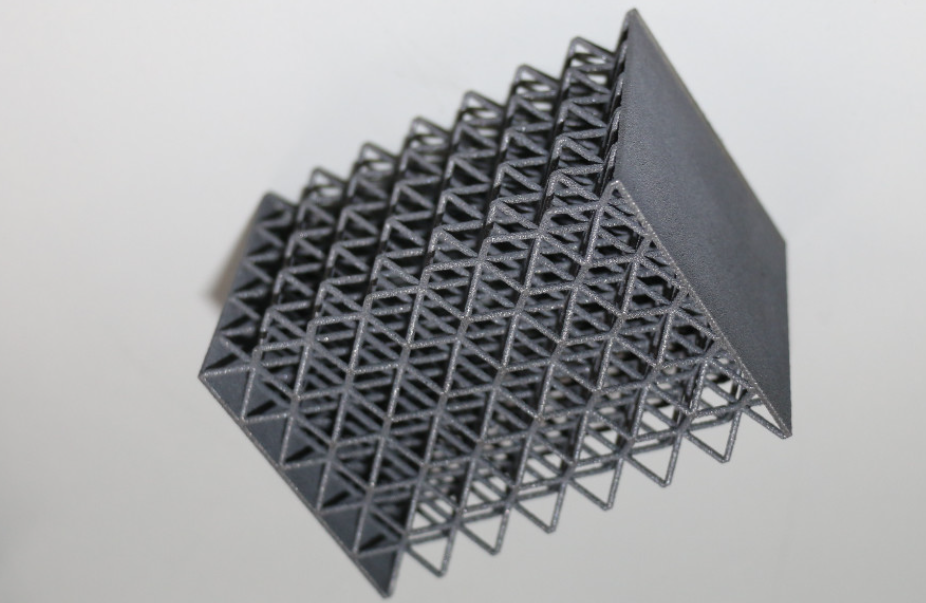
Si la optimización topológica establece las líneas generales del diseño, las estructuras de celosía aportan el detalle fino. Al trabajar con Ti6Al4V, simplemente vaciar una sección maciza suele ser insuficiente para mantener el espesor de pared requerido y la rigidez general. Aquí es donde entran en juego las celdas unitarias —microestructuras repetitivas como las disposiciones cúbicas centradas en el cuerpo o en forma de giróide— que llenan el volumen interior. Es sorprendente la cantidad de resistencia estructural que puede conservarse mientras se reduce la masa del componente en un cincuenta por ciento o más mediante el reemplazo estratégico de bloques macizos por celosías diseñadas.
Considere un elemento de transmisión mecánica, como un engranaje. Estudios recientes han demostrado que sustituir el cuerpo macizo de un engranaje cilíndrico estándar por una estructura reticulada celular fabricada en Ti6Al4V aporta beneficios significativos. Al emplear software de optimización topológica para determinar dónde se necesitan conexiones nodales densas y dónde pueden reducirse las secciones de las barras, los investigadores lograron algo más que un engranaje más ligero. El componente mostró un comportamiento dinámico modificado bajo carga, ya que la estructura reticulada contribuyó a la amortiguación de vibraciones. Este beneficio secundario surge únicamente cuando las piezas se conciben como arquitecturas ingenieriles, y no como lingotes macizos.
En los sectores automotriz y del transporte, este enfoque se está volviendo indispensable para componentes como pinzas de freno o brazos de control de suspensión. La combinación de la optimización topológica con relleno en celosía reduce tanto la masa no suspendida como la inercia rotacional. Las propiedades mecánicas del Ti6Al4V fabricado mediante fusión por haz de electrones o fusión láser en lecho de polvo son comparables a las del material forjado, lo que garantiza una durabilidad equivalente utilizando solo una fracción de la cantidad de material. Este enfoque exige un cambio fundamental de perspectiva, considerando el interior de una pieza como un volumen diseñable, y no simplemente como un relleno sólido.
El flujo de trabajo de software que posibilita geometrías complejas
Alcanzar este nivel de geometría orgánica y eficiente desde el punto de vista del peso no es factible únicamente mediante modelado paramétrico tradicional. Requiere un conjunto especializado de herramientas capaz de gestionar geometrías implícitas. Las plataformas diseñadas para el diseño computacional avanzado permiten a los ingenieros trabajar con campos y ecuaciones, en lugar de limitarse a dibujar sólidos y aplicar cortes. Por ejemplo, al desarrollar un implante médico, como un componente de una prótesis de rodilla, estas herramientas posibilitan la optimización topológica, en la que se varía la densidad de la estructura reticulada dentro de la estructura femoral según los mapas de tensiones obtenidos mediante análisis por elementos finitos (AEF).
En las zonas de alta concentración de tensiones cerca de los puntos de conexión, las barras de la celosía se refuerzan. Por el contrario, en las zonas de baja tensión, las barras se reducen al espesor mínimo viable. Esta metodología de diseño basada en gradientes resulta ideal para la aleación Ti6Al4V, ya que reproduce con gran precisión la trayectoria real de las cargas. La salida inicial del solucionador suele presentarse como una malla compleja y orgánica que representa la distribución óptima de masa.
La verdadera especialización en el diseño para fabricación aditiva (DfAM) radica en el refinamiento de esta malla. Las superficies deben alisarse para evitar turbulencias o interrupciones del flujo dentro del entorno inerte de gas del recinto de impresión. Los proveedores especializados de servicios de acabado saben que una superficie rugosa, tal como sale de la impresora, en Ti6Al4V puede actuar como un punto focal de concentración de tensiones y de inicio potencial de corrosión. Al refinar la curvatura de la malla optimizada antes de la impresión, se reduce drásticamente el esfuerzo posterior necesario para el pulido y el tratamiento superficial, garantizando así que la pieza cumpla con las especificaciones de tolerancia exigidas.
Además, es imperativo verificar que el diseño no contenga cavidades ocultas donde el polvo pueda quedar atrapado de forma permanente. Este nivel de capacidad de fabricación exige una comprensión profunda tanto de la lógica algorítmica como de la dinámica física de la piscina de fusión.
La influencia de la dinámica térmica sobre la geometría final
Un adversario sutil pero significativo en la impresión metálica, frecuentemente pasado por alto durante el análisis estático de tensiones, es la gestión térmica. Fundir Ti6Al4V con una fuente de energía concentrada implica inyectar una cantidad inmensa de energía en un área microscópica. El enfriamiento subsiguiente y rápido genera un campo interno complejo de tensiones conocido como tensión residual. Si una pieza optimizada topológicamente presenta una sección transversal masiva adyacente a un nervio extremadamente delgado, el gradiente térmico resultante probablemente provocará deformación durante la construcción o, en casos graves, dañará el mecanismo de recubrimiento.
En consecuencia, las herramientas avanzadas de simulación integran ahora directamente la física térmica en el bucle de optimización, analizando el control del sobrecalentamiento durante el proceso de fusión. Esto significa que la forma absolutamente más ligera predicha por la mecánica pura puede no ser la estrategia de impresión más robusta. Es posible que el diseñador deba reintroducir estratégicamente material o incorporar características de gestión térmica para regular la temperatura de la piscina fundida. Se trata de un equilibrio delicado entre alcanzar los objetivos mecánicos y garantizar la estabilidad térmica. Cuando se logra este equilibrio, la reducción de las tensiones internas puede, en ocasiones, eliminar la necesidad de un costoso ciclo de prensado isostático en caliente, lo que supone importantes ahorros de tiempo y costes.

Ampliando los horizontes del diseño fabricable
Mirando hacia el futuro, la metodología para el diseño de componentes de Ti6Al4V seguirá evolucionando en sofisticación. La industria está avanzando más allá de los casos de carga estática hacia diseños optimizados para frecuencias vibratorias específicas o para resistencia al impacto. La sostenibilidad también está impulsando cambios significativos en este campo. Dado que el polvo de Ti6Al4V es un recurso valioso y con alta demanda energética, la minimización de residuos es fundamental. Al utilizar la optimización topológica para fabricar piezas más ligeras y más pequeñas, el consumo de polvo por trabajo se reduce inherentemente. A medida que maduren las prácticas de reciclaje de polvo y los estándares de certificación, la visión de componentes de titanio de alto rendimiento —que no solo son más ligeros y resistentes, sino también más sostenibles ambientalmente que sus equivalentes forjados o fundidos— se convierte en una realidad tangible.
Nos encontramos en un momento apasionante en el que la limitación principal ya no es el hardware en sí, sino más bien la creatividad del diseñador en la distribución de materiales y su comprensión de la compleja interacción entre la fuente de energía, la cama de polvo y la geometría en evolución. Dominar esta interacción es la clave para desbloquear todo el potencial del Ti6Al4V en la era de la fabricación aditiva.
Tabla de contenidos
- Por qué el Ti6Al4V exige un enfoque de diseño único
- Gestión de sobresalientes y estructuras de soporte
- Estructuras reticuladas: mejora de la rigidez reduciendo la masa
- El flujo de trabajo de software que posibilita geometrías complejas
- La influencia de la dinámica térmica sobre la geometría final
- Ampliando los horizontes del diseño fabricable
