
Ja jūs strādājat ar titāna saklājumiem 3D drukas pasaulē, jūs, visticamāk, esat dzirdējuši vienu un to pašu atkārtoti: patiešām lielas izmaiņas notiek tad, kad saprātīgu dizainu apvieno ar piemērotām pulvera īpašībām. Ir viena lieta — būt īpašniekam mašīnai, kas spēj drukāt sarežģītas ģeometrijas, bet pilnīgi cita lieta — izstrādāt detaļu, kas pilnībā izmanto lāzera pulvera bedres fuzijas vai elektronu staru kausēšanas unikālās iespējas. Runājot par materiāliem, piemēram, Ti6Al4V titānu, mēs runājam par universālu saklājumu, kas ir ārkārtīgi izturīgs un izceļas ar lielisku biokompatibilitāti, tomēr tas ir slavenīgi grūts darbā, ja neplāno iepriekš. Šeit tieši rodas būtiska nozīme pievienotās ražošanas dizaina (DfAM) jēdzienam, īpaši izmantojot topoloģiskās optimizācijas metodi. Lai gan šis termins skan tehniski, tā princips ir vienkāršs: materiāls jānovieto tikai tur, kur to prasa slodzes ceļa fizikālie nosacījumi, un jānoņem no visām pārējām vietām.
Kāpēc Ti6Al4V prasa unikālu dizaina pieeju
Ti6Al4V nav ne lēts, ne viegls kā alumīnijs. Tā blīvums ir manāms, taču to kompensē tā augstākā mehāniskā izturība un korozijas izturība. Tādēļ tas ir bieži lietots materiāls aviācijas nozarē un modernajā medicīnas tehnoloģijā, piemēram, ortopēdiskajos locītavu aizvietošanas komponentos un strukturālajos implantiem. Tomēr, ja dizaineris ņem standarta CAD modeli, kas paredzēts atņemošai ražošanai (CNC apstrādei), un vienkārši ievada to metāla printerī, izmantojot Ti6Al4V pulveri, daudz vērtības paliek nerealizēta. Detaļai ir lieka masa un, svarīgāk, tā uzkrāj izvairāmos termiskos spriegumus būvēšanas procesā.
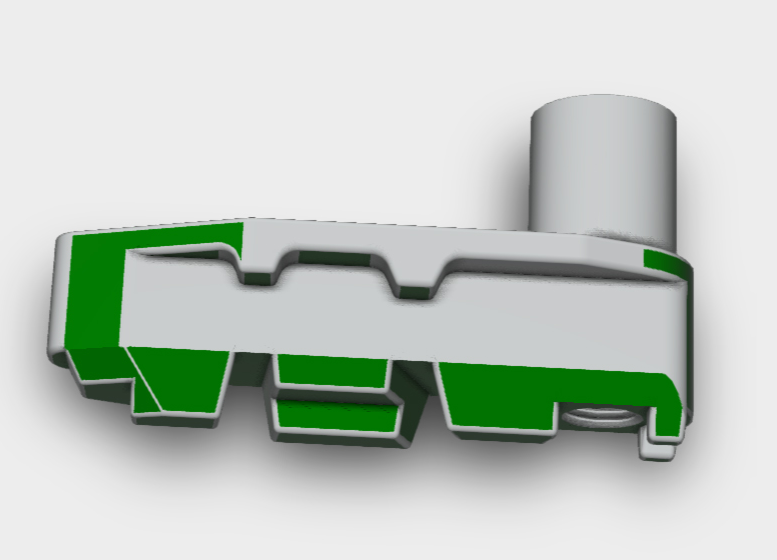
Pievienojošās ražošanas un topoloģiskās optimizācijas metodes atver iespēju izgatavot sarežģītus komponentus, kuri pirms desmit gadiem bija neiedomājami. Mērķis ir masas samazināšana, taču tas ir precīza svara zuduma forma: tiek noņemta neefektivitāte, vienlaikus nostiprinot konkrētās mehāniskās slodzes pārvadīšanas ceļa vietas.
Izšķirošais izaicinājums ir materiāla nepielaidīgā daba. Ti6Al4V izceļas ar augstu stingrību un tendenci saglabāt atlikušo spriegumu. Ja veic vispārīgu topoloģiskās optimizācijas pētījumu, neņemot vērā minimālo elementu izmēru ierobežojumus vai prasību pēc pulvera izvadīšanas no iekšējiem kanāliem, rezultātā iegūtā ģeometrija — lai arī vizuāli impresionējoša uz ekrāna — būs praktiski neiespējama drukāšanai un tīrīšanai. Projektējot izstrādājumus pievienojošajai ražošanai ar Ti6Al4V, jāņem vērā visa detaļas dzīvescikls — sākot ar momentu, kad rekoatera nazis izklāj pulveri, līdz pat galīgajai detaļas atdalīšanai no būvēšanas plātnes.
Pārkārtojumu un atbalsta struktūru pārvaldība
Viens no pirmajiem principiem, ko apgūst metāla pievienošanas ražošanā, ir tas, ka fiziskās spēklis paliek pilnībā spēkā neatkarīgi no siltuma avota. Kušņots Ti6Al4V ir gan blīvs, gan karsts. Mēģinot izdrukāt plakanu, horizontālu pārkareni bez pietiekamas atbalsta struktūras, neizbēgami rodas deformācijas — noliekšanās, savīšanās vai drukāšanas neveiksme. Tāpēc pārkarenes leņķi jāuzskata par galveno ierobežojumu jebkurā topoloģijas optimizācijas stratēģijā. Uzticams pamatprincips ir uzturēt elementu leņķus ne mazāk kā četrdesmit piecus grādus attiecībā pret drukāšanas plati.
Ja optimizācijas programmatūra ģenerē organisku formu ar neatbalstītu horizontālu plakni, dizaineram jāievieš korekcijas, lai modificētu ģeometriju vai jāuzliek stingri pārkarenes ierobežojumi risinātājprogrammā. Mērķis ir maksimāli palielināt pašatbalstošās ģeometrijas daļu. Atbalsta pieskāriena punktu minimizācija ir būtiska, jo atbalsta struktūras rada materiāla izmaksas, to noņemšanai nepieciešams liels manuālais darbs un tās atstāj nepilnības uz virsmas, kas prasa papildu apstrādi.
Pašlaikējais pētījums koncentrējas uz optimālo atbalsta savienojuma punktu izvietojumu šim sakausējumam. Mērķis ir noteikt maksimālo atļauto attālumu starp atbalsta zobiem, pirms sākas pārkarei raksturīgā deformācija. Precīzi pielāgojot šos parametrus, var ievērojami samazināt atbalsta elementu materiāla patēriņu. Ti6Al4V komponentam, kas paredzēts augstas veiktspējas medicīniskajai ierīcei vai robotikas lietojumprogrammai, iekšējo kanālu virsmu integritāte ir kritiska. Neuzmanīgi palikušais pulveris režģī vai trausli atbalsta atliekas, kas vēlāk var atdalīties, nav pieļaujamas. Dizains jāveido tā, lai no paša sākuma tiktu ņemti vērā galīgie tīrīšanas un validācijas soļi.
Režģveida struktūras: stingrības palielināšana, vienlaikus samazinot masu
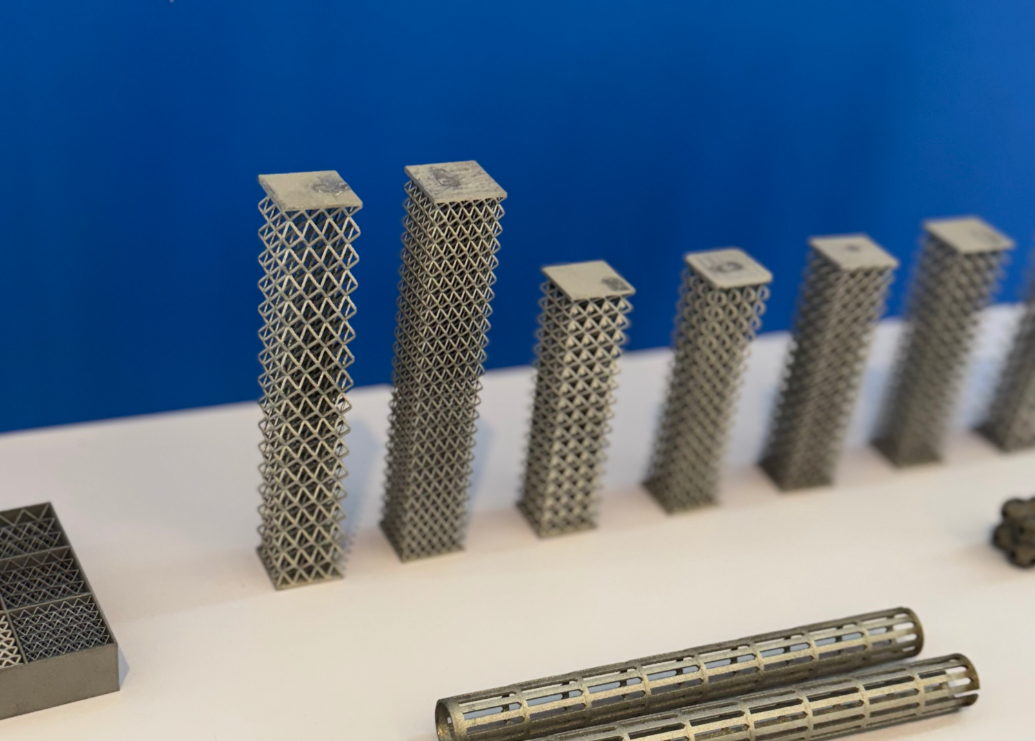
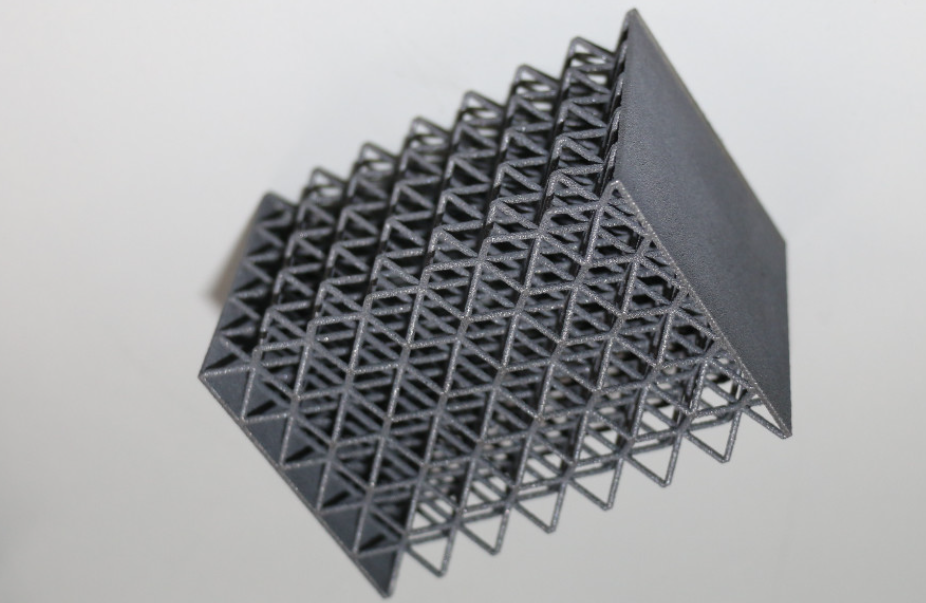
Ja topoloģijas optimizācija nosaka dizaina vispārīgos kontūrus, tad režģveida struktūras nodrošina precīzo detalēšanu. Strādājot ar Ti6Al4V sakausējumu, vienkārša cietās daļas iztukšošana bieži vien nav pietiekama, lai saglabātu nepieciešamo sienas biezumu un kopējo stingrību. Šeit iekšējo tilpumu aizpilda elementāršūnas — atkārtojošās mikrostruktūras, piemēram, ķermeņa centrētā kubiska vai giroīda izkārtojumi. Pārsteidzoši, cik lielu strukturālo izturību var saglabāt, samazinot komponenta masu par piecdesmit procentiem vai vairāk, stratēģiski aizvietojot cietās bloku daļas ar inženieriski izstrādātām režģveida struktūrām.
Iedomājieties mehānisku pārnesumelementu, piemēram, zobratu. Pēdējos pētījumus ir parādījuši, ka standarta taisnzobu zobrata cieta ķermeņa aizvietošana ar šūnu režģa struktūru, kas izgatavota no Ti6Al4V sakausējuma, nodrošina būtiskas priekšrocības. Izmantojot topoloģijas optimizācijas programmatūru, lai noteiktu, kur nepieciešamas blīvas mezglu savienojumu vietas un kur var samazināt struktūras stieņu biezumu, pētnieki sasniedza vairāk nekā tikai vieglāku zobratu. Komponents demonstrēja mainītu dinamisko darbību slodzes ietekmē, jo režģa struktūra veicināja vibrāciju slāpēšanu. Šī papildu priekšrocība rodas tikai tad, ja detaļas tiek izstrādātas kā inženieriski projektētas arhitektūras struktūras, nevis kā cieti, neapstrādāti bloki.
Automobiļu un transporta nozarē šis pieejas veids kļūst neatliekams komponentiem, piemēram, bremžu kaliperiem vai suspensijas vadības rokām. Topoloģijas optimizācijas kombinācija ar režģveida aizpildījumu samazina gan nesaskarno masu, gan rotācijas inerciju. Ti6Al4V mehāniskās īpašības, kas iegūtas, izmantojot elektronu staru kausēšanu vai lāzera pulvera bedres fūziju, ir salīdzināmas ar kaltā materiāla īpašībām, nodrošinot līdzvērtīgu izturību, izmantojot tikai nelielu daļu materiāla. Šai pieejai nepieciešama pamatīga uzskata maiņa — detaļas iekšpusi jāuztver kā projektējamu tilpumu, nevis vienkārši kā cietu aizpildījumu.
Programmatūras darba plūsma, kas ļauj izveidot sarežģītas ģeometrijas
Sasniegt šādu organisku, svara ziņā efektīvu ģeometriju nav iespējams tikai ar tradicionālo parametrisko modelēšanu. Tam ir nepieciešams specializēts rīku komplekts, kas spēj apstrādāt implīcītās ģeometrijas. Platformas, kas izstrādātas augstākā līmeņa aprēķinu projektēšanai, ļauj inženieriem strādāt ar laukiem un vienādojumiem, nevis vienkārši zīmēt ķermeņus un piemērot griezumus. Piemēram, attīstot medicīnisku implanti, piemēram, ceļa protezes komponentu, šie rīki ļauj veikt topoloģisku optimizāciju, kur režģa blīvums tiek mainīts femorālā struktūrā, pamatojoties uz galīgo elementu analīzes (GEA) spriegumu kartēm.
Augstas sprieguma koncentrācijas zonās tuvumā savienojumu punktiem režģa struktūras stieņi tiek padarīti biezāki. Savukārt zema sprieguma zonās stieņi tiek samazināti līdz minimālajam iespējamajam biezumam. Šī gradientu pamatā balstītā dizaina metodoloģija ir ideāli piemērota materiālam Ti6Al4V, jo tā ar augstu precizitāti atspoguļo faktisko slodzes ceļu. Sākotnējais risinātāja izvades rezultāts bieži izskatās kā sarežģīts, organiskas formas tīkls, kas attēlo optimālo masas sadalījumu.
Patiesā ekspertīze DfAM (dizains, kas ņem vērā pievienoto ražošanu) jomā slēpjas šī tīkla uzlabošanā. Virsmām jābūt izlīdzinātām, lai novērstu turbulenci vai plūsmas traucējumus uzraudzības kamerā esošajā neaktīvā gāzu vidē. Specializētie apstrādes pakalpojumu sniedzēji saprot, ka Ti6Al4V materiāla neapstrādātā, tikko izdrukātā virsma var kļūt par sprieguma koncentrācijas punktu un potenciālu korozijas ierosināšanas vietu. Optimizētā tīkla liekuma uzlabošana pirms drukāšanas ievērojami samazina vēlākajā posmā nepieciešamos polēšanas un virsmas apstrādes pasākumus, nodrošinot, ka detaļa atbilst precīziem tolerances noteikumiem.
Turklāt ir obligāti jāpārbauda, vai dizainā nav slēptu dobumu, kur pulveris varētu pastāvīgi iestrēgt. Šis ražošanas piemērotības līmenis prasa dziļu gan algoritmiskās loģikas, gan kausēšanas zonas fizisko dinamiku izpratni.
Termiskās dinamikas ietekme uz galīgo ģeometriju
Metāla drukāšanā bieži vien tiek ignorēts sīks, bet nozīmīgs pretinieks — termiskā pārvaldība, kas parasti tiek novērtēta nepietiekami statiskās sprieguma analīzēs. Ti6Al4V kausēšana ar koncentrētu enerģijas avotu nozīmē milzīgas enerģijas ievadīšanu mikroskopiskā apgabalā. Sekojošais straujais atdzišana rada sarežģītu iekšējo spriegumu lauku, ko sauc par paliekošajiem spriegumiem. Ja topoloģiski optimizētai detaļai ir liels šķērsgriezums blakus ļoti plānai sieniņai, radītais termiskais gradients, visticamāk, izraisīs izkropļojumus būvēšanas laikā vai, smagos gadījumos, pat bojās rekuperācijas mehānismu.
Tādējādi modernās simulācijas programmas tagad tieši integrē siltumfiziku optimizācijas ciklā, analizējot pārkarsēšanas kontroli saplūšanas procesā. Tas nozīmē, ka absolūti vieglākā forma, ko paredz vienīgi mehāniskie aprēķini, var nebūt visizturīgākā drukāšanas stratēģija. Dizaineram var būt nepieciešams stratēģiski atkal ieviest materiālu vai iekļaut siltuma regulēšanas elementus, lai kontrolētu kausēšanas zonas temperatūru. Tas ir smalks līdzsvars starp mehānisko parametru sasniegšanu un siltumstabilitātes nodrošināšanu. Kad šis līdzsvars ir sasniegts, iekšējo spriegumu samazinājums dažreiz var padarīt nevajadzīgu dārgu karsto izostatisko presēšanu, kas rezultātā ietaupa ievērojamu laiku un izmaksas.

Ražošanai piemērota dizaina iespēju paplašināšana
Nākotnē Ti6Al4V komponentu projektēšanas metodika turpināsies kļūt arvien sofistikātiskāka. Industrija pāriet no statiskiem slodzes gadījumiem uz tādu konstrukciju izstrādi, kas optimizētas konkrētām vibrācijas frekvencēm vai triecienu izturībai. Ilgtspēja arī būtiski ietekmē šīs jomas attīstību. Ņemot vērā to, ka Ti6Al4V pulveris ir vērtīgs un enerģijas intensīvs resurss, atkritumu minimizācija ir ļoti svarīga. Izmantojot topoloģiskās optimizācijas metodi, lai ražotu vieglākus un mazākus komponentus, pulvera patēriņš katrā ražošanas uzdevumā dabiski samazinās. Kad pulvera pārstrādes un sertifikācijas standarti kļūs pilnveidotāki, augstas veiktspējas titāna komponentu izstrāde, kas nav tikai vieglāki un izturīgāki, bet arī videi draudzīgāki nekā to analogi, kas izgatavoti kausēšanas vai kausēšanas ceļā, kļūs reāla iespēja.
Mēs esam aizraujošā pārejas posmā, kur galvenais ierobežojums vairs nav paši aprīkojuma rāmji, bet gan dizainera radītspēja materiāla izvietošanā un viņa izpratne par sarežģīto mijiedarbību starp enerģijas avotu, pulvera slāni un mainīgo ģeometriju. Šīs mijiedarbības apguve ir atslēga, lai pilnībā izmantotu Ti6Al4V iespējas pievienotās ražošanas laikmetā.
Satura rādītājs
- Kāpēc Ti6Al4V prasa unikālu dizaina pieeju
- Pārkārtojumu un atbalsta struktūru pārvaldība
- Režģveida struktūras: stingrības palielināšana, vienlaikus samazinot masu
- Programmatūras darba plūsma, kas ļauj izveidot sarežģītas ģeometrijas
- Termiskās dinamikas ietekme uz galīgo ģeometriju
- Ražošanai piemērota dizaina iespēju paplašināšana
