
If you are working with titanium alloys in the world of 3D printing, you have probably heard the same thing repeatedly: the real advancements occur when you combine intelligent design with the appropriate powder characteristics. It is one thing to own a machine capable of printing complex geometries, but it is an entirely different challenge to design a part that fully leverages the unique capabilities of laser powder bed fusion or electron beam melting. When discussing materials like Ti6Al4V titanium, we are referring to a workhorse alloy that is exceptionally strong and demonstrates excellent biocompatibility, yet it is notoriously difficult to work with if one does not plan ahead. This is where the concept of Designing for Additive Manufacturing (DfAM) becomes essential, particularly through the application of topology optimization. While the term sounds technical, the principle is straightforward: placing material strictly where the physics of the load path requires it and eliminating it from everywhere else.
Why Ti6Al4V Demands a Unique Design Approach
Ti6Al4V is neither inexpensive nor lightweight in the manner of aluminum. Its density is tangible, but this is offset by its superior mechanical performance and corrosion resistance. Consequently, it is a staple material in the aerospace sector and advanced medical technology, appearing in applications such as orthopedic joint replacement components and structural implants. However, if a designer takes a standard CAD model intended for subtractive manufacturing (CNC machining) and simply inputs it into a metal printer using Ti6Al4V powder, significant value is left unrealized. The part carries unnecessary mass and, more critically, accumulates avoidable thermal stress during the build process.
Additive manufacturing and topology optimization unlock the potential to fabricate intricate components that were inconceivable a decade ago. The objective is mass reduction, but it is a precise form of weight loss: removing inefficiency while reinforcing the specific pathways that bear mechanical loads.
The challenge lies in the material's unforgiving nature. Ti6Al4V exhibits high stiffness and a tendency to retain residual stress. If a generic topology optimization study is executed without accounting for minimum feature size constraints or the requirement for powder evacuation from internal channels, the resulting geometry—while visually impressive on a monitor—will be a practical nightmare to print and clean. When designing for additive manufacturing with Ti6Al4V, one must consider the entire lifecycle of the part, from the moment the recoater blade spreads the powder to the final separation from the build plate.
Managing Overhangs and Support Structures
One of the first principles learned in metal additive manufacturing is that physical forces remain in full effect regardless of the heat source. Molten Ti6Al4V is both dense and hot. Attempting to print a flat, horizontal overhang without adequate support will inevitably result in sagging, curling, or build failure. Therefore, overhang angles must be a primary constraint in any topology optimization strategy. A reliable guideline is to maintain feature angles at no less than forty-five degrees relative to the build plate.
If optimization software generates an organic shape featuring an unsupported horizontal shelf, the designer must intervene to modify the geometry or enforce strict overhang constraints within the solver. The goal is to maximize the proportion of self-supporting geometry. Minimizing support contact points is essential, as supports incur material costs, require labor-intensive removal, and leave behind rough surface artifacts requiring post-processing.
Current research is delving into the optimal spacing of support connection points specifically for this alloy. The aim is to determine the maximum allowable distance between support teeth before the overhang begins to deform. By fine-tuning these parameters, material usage for supports can be significantly reduced. For a Ti6Al4V component destined for a high-performance medical device or a robotics application, the integrity of interior channel surfaces is critical. Loose powder trapped within a lattice or brittle support remnants that could dislodge later are unacceptable. The design must inherently accommodate the final cleaning and validation steps from the outset.
Lattice Structures: Enhancing Stiffness While Reducing Mass
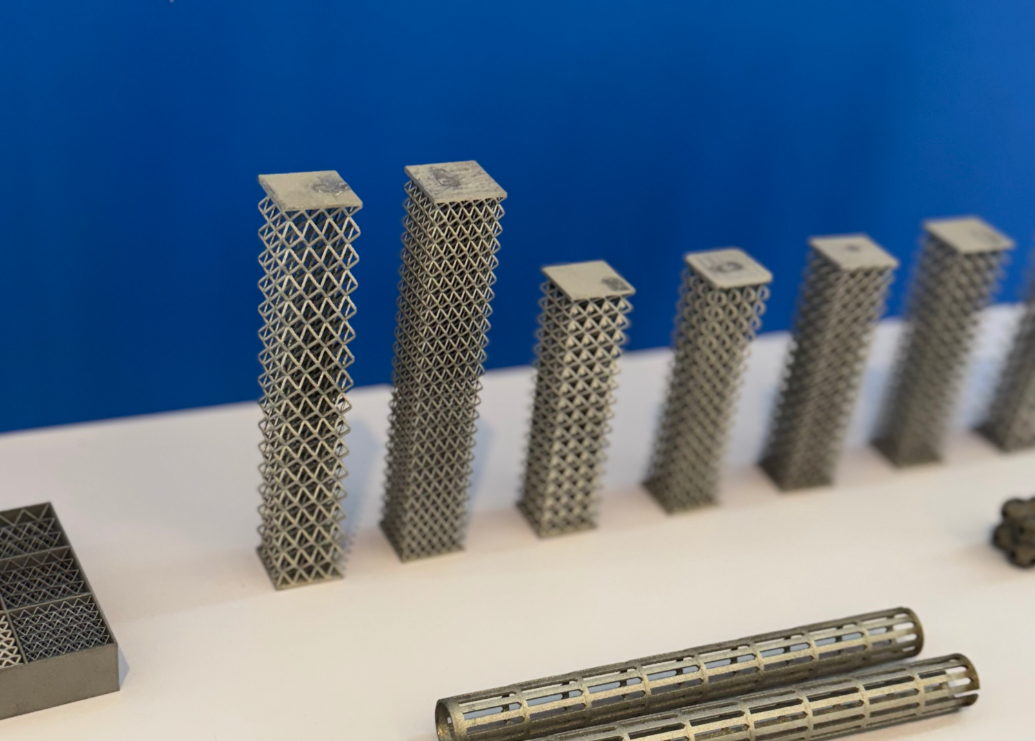
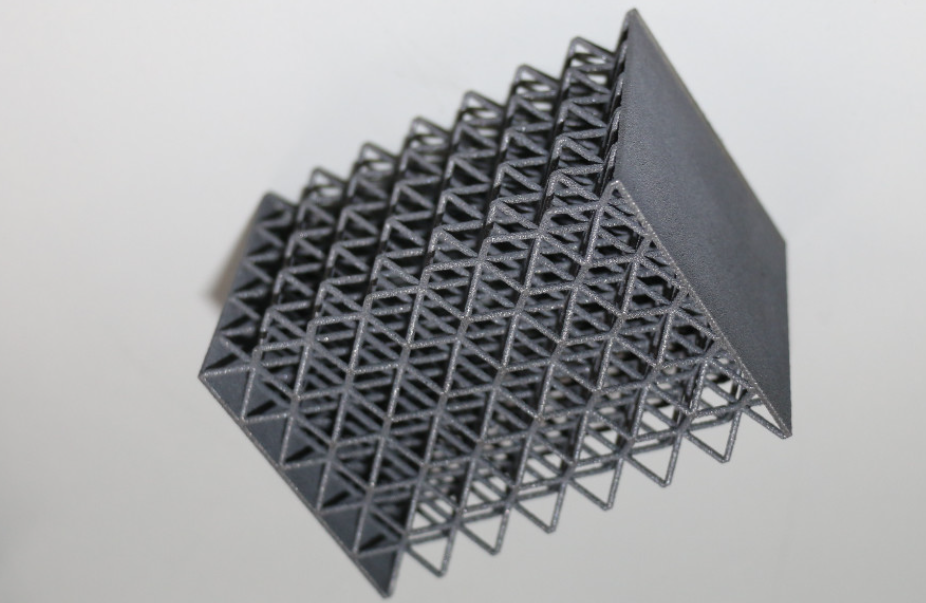
If topology optimization establishes the broad strokes of the design, lattice structures provide the fine detailing. When working with Ti6Al4V, simply hollowing out a solid section is often insufficient to maintain required wall thickness and overall rigidity. This is where unit cells—repeating microstructures such as body-centered cubic or gyroid arrangements—fill the interior volume. It is remarkable how much structural strength can be preserved while reducing component mass by fifty percent or more through the strategic replacement of solid blocks with engineered lattices.
Consider a mechanical transmission element such as a gear. Recent studies have shown that replacing the solid body of a standard spur gear with a cellular lattice structure made of Ti6Al4V yields significant benefits. By employing topology optimization software to map where dense nodal connections are needed and where struts can be thinned, researchers achieved more than just a lighter gear. The component exhibited altered dynamic performance under load because the lattice structure contributed to vibration damping. This secondary benefit emerges only when parts are conceived as engineered architectures rather than solid billets.
In the automotive and transportation sectors, this approach is becoming indispensable for components like brake calipers or suspension control arms. Combining topology optimization with lattice infill reduces both unsprung mass and rotational inertia. The mechanical properties of Ti6Al4V produced via electron beam melting or laser powder bed fusion are comparable to those of wrought material, ensuring equivalent durability with a fraction of the material input. This approach requires a fundamental shift in perspective, treating the interior of a part as a designable volume rather than merely solid fill.
The Software Workflow Enabling Complex Geometries
Achieving this level of organic, weight-efficient geometry is not feasible through traditional parametric modeling alone. It requires a specialized toolset capable of handling implicit geometries. Platforms designed for advanced computational design allow engineers to work with fields and equations rather than simply sketching solids and applying cuts. For example, when developing a medical implant such as a knee prosthesis component, these tools enable topological optimization where lattice density is varied within the femoral structure based on finite element analysis (FEA) stress maps.
In areas of high stress concentration near connection points, the lattice struts are thickened. Conversely, in low-stress areas, the struts are reduced to the minimum viable thickness. This gradient-based design methodology is ideally suited to Ti6Al4V because it mirrors the actual load path with high precision. The initial output from the solver often appears as a complex, organic mesh representing the optimal mass distribution.
The true expertise in DfAM lies in refining this mesh. Surfaces must be smoothed to prevent turbulence or flow disruption within the build chamber's inert gas environment. Specialized finishing service providers understand that a rough, as-printed surface on Ti6Al4V can act as a focal point for stress risers and potential corrosion initiation. By refining the curvature of the optimized mesh prior to printing, downstream efforts required for polishing and surface treatment are dramatically reduced, ensuring the part conforms to precise tolerance specifications.
Furthermore, it is imperative to verify that the design contains no hidden cavities where powder might become permanently trapped. This level of manufacturability demands a deep comprehension of both the algorithmic logic and the physical dynamics of the melt pool.
The Influence of Thermal Dynamics on Final Geometry
A subtle but significant adversary in metal printing that is frequently overlooked during static stress analysis is thermal management. Melting Ti6Al4V with a concentrated energy source involves injecting immense energy into a microscopic area. The subsequent rapid cooling generates a complex internal stress field known as residual stress. If a topology-optimized part features a massive cross-section adjacent to an extremely thin web, the resulting thermal gradient will likely cause warping during the build or, in severe cases, damage to the recoater mechanism.
Consequently, advanced simulation tools now integrate thermal physics directly into the optimization loop, analyzing overheating control during the fusion process. This means the absolute lightest shape predicted by pure mechanics may not be the most robust print strategy. The designer may need to strategically reintroduce material or incorporate thermal management features to regulate the temperature of the melt pool. It is a delicate balance between achieving mechanical targets and ensuring thermal stability. When this equilibrium is achieved, the reduction in internal stress can sometimes negate the need for a costly hot isostatic pressing cycle, resulting in significant time and cost savings.

Expanding the Horizons of Manufacturable Design
Looking forward, the methodology for designing Ti6Al4V components will continue to evolve in sophistication. The industry is moving beyond static load cases toward designs optimized for specific vibrational frequencies or impact resistance. Sustainability is also driving significant change in this field. Given that Ti6Al4V powder is a valuable, energy-intensive resource, waste minimization is critical. By utilizing topology optimization to produce lighter, smaller parts, the consumption of powder per job is inherently reduced. As powder recycling and certification standards mature, the vision of high-performance titanium components that are not only lighter and stronger but also more environmentally sustainable than their forged or cast equivalents becomes a tangible reality.
We are at an exciting juncture where the primary limitation is no longer the hardware itself, but rather the designer's creativity in material distribution and their understanding of the intricate interplay between the energy source, the powder bed, and the evolving geometry. Mastering this interplay is the key to unlocking the full potential of Ti6Al4V in the additive manufacturing era.
