
Se lavorate con leghe di titanio nel mondo della stampa 3D, avrete probabilmente sentito ripetere più volte la stessa cosa: i veri progressi si ottengono combinando una progettazione intelligente con le caratteristiche adeguate della polvere. Possedere una macchina in grado di stampare geometrie complesse è una cosa, ma progettare un componente che sfrutti appieno le capacità uniche della fusione laser su letto di polvere o della fusione a fascio di elettroni rappresenta una sfida completamente diversa. Quando parliamo di materiali come la lega di titanio Ti6Al4V, ci riferiamo a una lega versatile, eccezionalmente resistente e dotata di eccellente biocompatibilità, ma notoriamente difficile da lavorare se non si pianifica con anticipo. È qui che entra in gioco il concetto di Progettazione per la Fabbricazione Additiva (DfAM), in particolare attraverso l’applicazione dell’ottimizzazione topologica. Sebbene il termine suoni tecnico, il principio è semplice: posizionare il materiale esclusivamente dove la fisica del percorso di carico lo richiede ed eliminarlo da tutte le altre zone.
Perché Ti6Al4V richiede un approccio progettuale unico
Ti6Al4V non è né economico né leggero come l’alluminio. La sua densità è tangibile, ma ciò è compensato dalle sue eccellenti prestazioni meccaniche e dalla resistenza alla corrosione. Di conseguenza, è un materiale fondamentale nel settore aerospaziale e nelle tecnologie mediche avanzate, impiegato in applicazioni quali componenti per sostituzioni articolari ortopediche e impianti strutturali. Tuttavia, se un progettista prende un modello CAD standard concepito per la produzione sottrattiva (fresatura CNC) e lo inserisce semplicemente in una stampante metallica utilizzando polvere di Ti6Al4V, si lascia irrealizzato un valore significativo. Il componente presenta una massa superflua e, cosa ancora più critica, accumula tensioni termiche evitabili durante il processo di costruzione.
La produzione additiva e l’ottimizzazione topologica sbloccano il potenziale per realizzare componenti complessi che, una decina di anni fa, erano impensabili. L’obiettivo è la riduzione della massa, ma si tratta di una forma precisa di perdita di peso: eliminare inefficienze, rafforzando al contempo i percorsi specifici che sopportano i carichi meccanici.
La sfida risiede nella natura implacabile del materiale. La lega Ti6Al4V presenta un’elevata rigidità e una tendenza a trattenere tensioni residue. Se uno studio di ottimizzazione topologica generico viene eseguito senza tenere conto dei vincoli relativi alle dimensioni minime delle caratteristiche o del requisito di evacuazione della polvere dai canali interni, la geometria risultante — pur apparendo visivamente impressionante su un monitor — si rivelerà un vero e proprio incubo pratico in fase di stampa e di pulizia. Quando si progetta per la produzione additiva con Ti6Al4V, è necessario considerare l’intero ciclo di vita del componente, a partire dal momento in cui la spatola distribuisce la polvere fino alla separazione finale dal piano di costruzione.
Gestione degli sbalzi e delle strutture di supporto
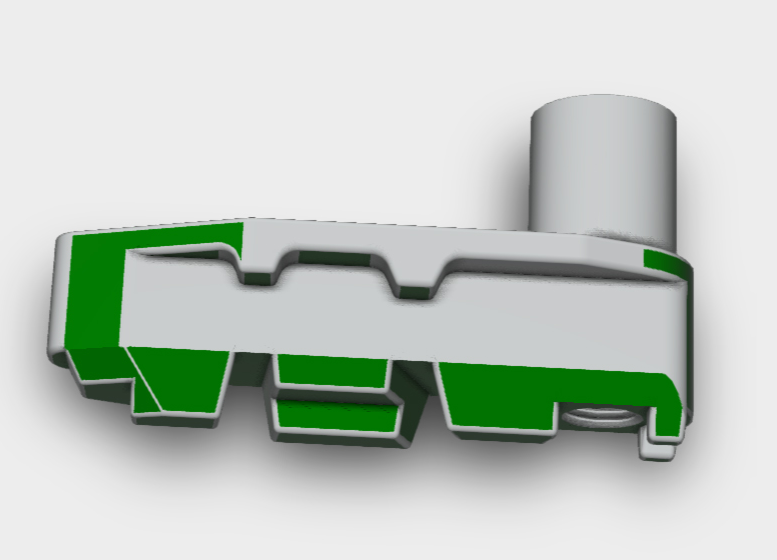
Uno dei primi principi appresi nella produzione additiva di metalli è che le forze fisiche rimangono pienamente efficaci indipendentemente dalla sorgente di calore. Il Ti6Al4V fuso è sia denso sia molto caldo. Tentare di stampare un aggetto orizzontale e piatto senza un adeguato supporto porterà inevitabilmente a cedimenti, incurvamenti o fallimenti della costruzione. Di conseguenza, gli angoli di aggetto devono costituire un vincolo primario in qualsiasi strategia di ottimizzazione topologica. Una linea guida affidabile consiste nel mantenere gli angoli delle caratteristiche non inferiori a quarantacinque gradi rispetto al piano di costruzione.
Se il software di ottimizzazione genera una forma organica contenente uno scaffale orizzontale non supportato, il progettista deve intervenire per modificare la geometria o imporre vincoli rigorosi sugli aggetti all’interno del risolutore. L’obiettivo è massimizzare la percentuale di geometria autosoportante. È essenziale ridurre al minimo i punti di contatto con i supporti, poiché questi comportano costi di materiale, richiedono un’operazione manuale laboriosa per la loro rimozione e lasciano sulla superficie imperfezioni ruvide che necessitano di lavorazioni successive.
La ricerca attuale sta approfondendo la distanza ottimale tra i punti di connessione dei supporti specificamente per questa lega. L’obiettivo è determinare la massima distanza ammissibile tra i denti di supporto prima che la sporgenza inizi a deformarsi. Ottimizzando tali parametri, l’uso di materiale per i supporti può essere notevolmente ridotto. Per un componente in Ti6Al4V destinato a un dispositivo medico ad alte prestazioni o a un’applicazione robotica, l’integrità delle superfici interne dei canali è fondamentale. È inaccettabile la presenza di polvere residua intrappolata all’interno di una struttura reticolare o di residui fragili di supporto che potrebbero staccarsi successivamente. Il progetto deve quindi prevedere fin dall’inizio le fasi finali di pulizia e convalida.
Strutture reticolari: aumento della rigidità con riduzione della massa
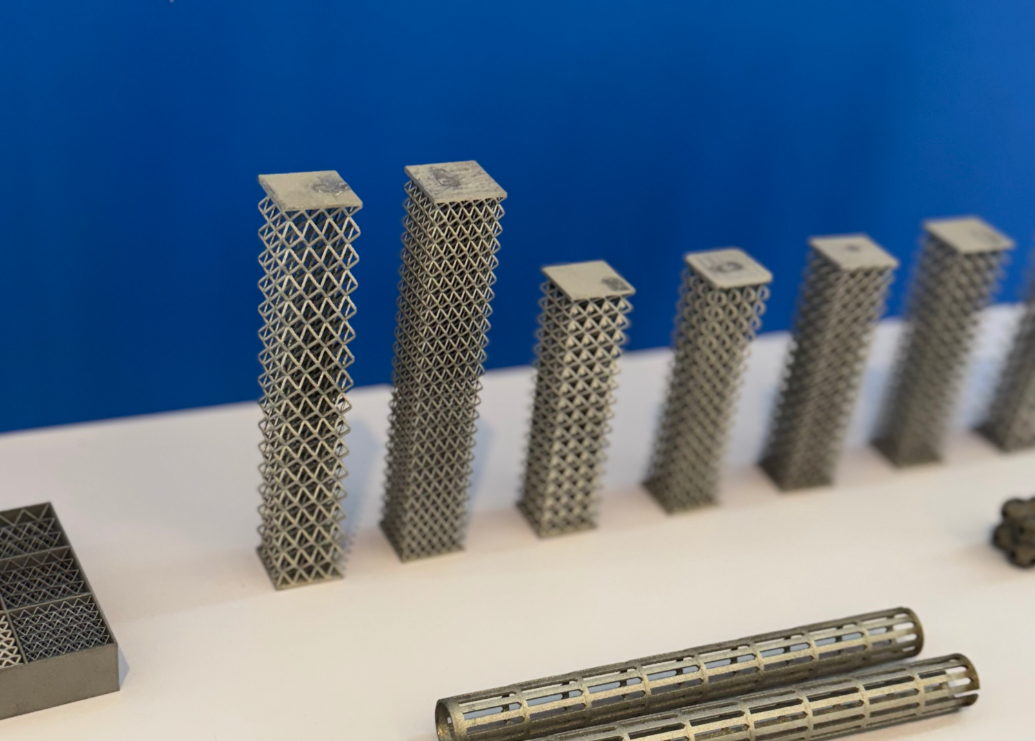
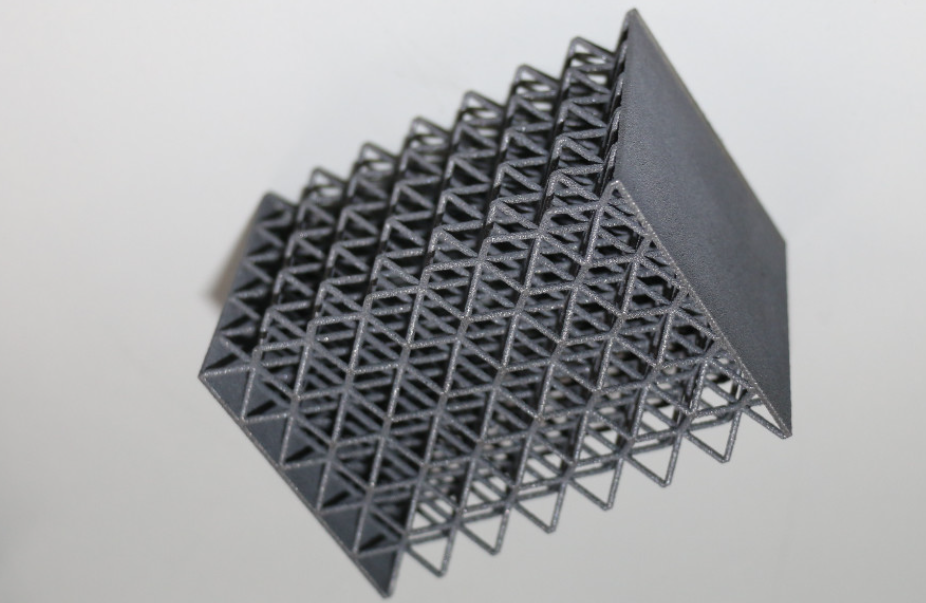
Se l'ottimizzazione topologica definisce le linee generali del progetto, le strutture reticolari forniscono i dettagli fini. Quando si lavora con la lega Ti6Al4V, semplicemente svuotare una sezione piena risulta spesso insufficiente per mantenere lo spessore minimo richiesto delle pareti e la rigidità complessiva. È qui che entrano in gioco le celle unitarie—microstrutture ripetitive come quelle a cubo a corpo centrato o a forma di giroide—che riempiono il volume interno. È sorprendente quanto possa essere preservata la resistenza strutturale riducendo contemporaneamente la massa del componente del cinquanta per cento o più, grazie alla sostituzione strategica di blocchi solidi con reticoli ingegnerizzati.
Si consideri un elemento meccanico di trasmissione, come ad esempio un ingranaggio. Studi recenti hanno dimostrato che la sostituzione del corpo compatto di un normale ingranaggio a denti diritti con una struttura reticolare cellulare realizzata in Ti6Al4V comporta significativi vantaggi. Utilizzando un software di ottimizzazione topologica per individuare le zone in cui sono necessarie connessioni nodali dense e quelle in cui le aste possono essere ridotte di spessore, i ricercatori hanno ottenuto non soltanto un ingranaggio più leggero. Il componente ha infatti mostrato prestazioni dinamiche modificate sotto carico, poiché la struttura reticolare ha contribuito all’attenuazione delle vibrazioni. Questo beneficio secondario emerge soltanto quando i componenti sono concepiti come architetture ingegnerizzate, anziché come blocchi massicci.
Nei settori automobilistico e dei trasporti, questo approccio sta diventando indispensabile per componenti come le pinze dei freni o i bracci di controllo della sospensione. La combinazione di ottimizzazione topologica e riempimento a struttura reticolare riduce sia la massa non sospesa sia l’inerzia rotazionale. Le proprietà meccaniche del Ti6Al4V prodotto mediante fusione a fascio di elettroni o fusione laser su letto di polvere sono paragonabili a quelle del materiale laminato, garantendo una durata equivalente con solo una frazione dell’input di materiale. Questo approccio richiede un cambiamento fondamentale di prospettiva, considerando l’interno di un componente come un volume progettabile anziché semplicemente come un riempimento solido.
Il flusso di lavoro software che abilita geometrie complesse
Raggiungere questo livello di geometria organica ed efficiente dal punto di vista del peso non è fattibile esclusivamente mediante la modellazione parametrica tradizionale. Ciò richiede un insieme specializzato di strumenti in grado di gestire geometrie implicite. Le piattaforme progettate per la progettazione computazionale avanzata consentono agli ingegneri di lavorare con campi ed equazioni, anziché limitarsi a disegnare solidi e applicare tagli. Ad esempio, nello sviluppo di un impianto medico, come un componente di una protesi del ginocchio, questi strumenti permettono l’ottimizzazione topologica, in cui la densità del reticolo viene variata all’interno della struttura femorale sulla base delle mappe di tensione ottenute dall’analisi agli elementi finiti (FEA).
In aree di elevata concentrazione di sollecitazione vicino ai punti di connessione, le aste del reticolo vengono ingrossate. Viceversa, nelle aree a bassa sollecitazione, le aste vengono ridotte allo spessore minimo funzionale. Questa metodologia progettuale basata su gradienti è particolarmente adatta per la lega Ti6Al4V, poiché riproduce con elevata precisione il reale percorso di carico. L’output iniziale del risolutore appare spesso come una mesh complessa e organica che rappresenta la distribuzione ottimale di massa.
La vera competenza nella progettazione per la produzione additiva (DfAM) risiede nel perfezionamento di questa mesh. Le superfici devono essere levigate per evitare turbolenze o interruzioni del flusso all’interno dell’ambiente di gas inerte della camera di stampa. I fornitori specializzati di servizi di finitura sanno che una superficie ruvida, così come uscita dalla stampante, sulla lega Ti6Al4V può fungere da punto focale per concentrazioni di tensione e per l’insorgenza di fenomeni corrosivi. Perfezionando la curvatura della mesh ottimizzata prima della stampa, si riducono drasticamente gli sforzi successivi richiesti per lucidatura e trattamenti superficiali, garantendo che il componente rispetti con precisione le specifiche di tolleranza.
Inoltre, è fondamentale verificare che il design non contenga cavità nascoste in cui la polvere potrebbe rimanere intrappolata in modo permanente. Questo livello di producibilità richiede una profonda comprensione sia della logica algoritmica sia della dinamica fisica del bagno di fusione.
L’influenza della dinamica termica sulla geometria finale
Un avversario sottile ma significativo nella stampa metallica, spesso trascurato durante l’analisi statica delle sollecitazioni, è la gestione termica. La fusione del Ti6Al4V mediante una sorgente energetica concentrata comporta l’immissione di un’enorme quantità di energia in un’area microscopica. Il successivo raffreddamento rapido genera un complesso campo di tensioni interne noto come tensione residua. Se una parte ottimizzata topologicamente presenta una sezione trasversale molto massiccia adiacente a un’anima estremamente sottile, il gradiente termico risultante causerà probabilmente deformazioni durante la costruzione o, nei casi più gravi, danni al meccanismo di stesura.
Di conseguenza, gli avanzati strumenti di simulazione integrano ora direttamente la fisica termica nel ciclo di ottimizzazione, analizzando il controllo del surriscaldamento durante il processo di fusione. Ciò significa che la forma assolutamente più leggera prevista dalla sola meccanica potrebbe non essere la strategia di stampa più robusta. Il progettista potrebbe dover reintrodurre strategicamente del materiale o incorporare caratteristiche per la gestione termica al fine di regolare la temperatura della pozzetta di fusione. Si tratta di un equilibrio delicato tra il raggiungimento degli obiettivi meccanici e l’assicurazione della stabilità termica. Quando tale equilibrio viene raggiunto, la riduzione delle tensioni interne può talvolta eliminare la necessità di un costoso ciclo di pressatura isostatica a caldo, comportando significativi risparmi di tempo e di costo.

Ampliare gli orizzonti della progettazione realizzabile
Guardando al futuro, la metodologia per la progettazione di componenti in Ti6Al4V continuerà a evolversi verso livelli sempre più sofisticati. Il settore sta superando i casi di carico statico per passare a progetti ottimizzati per specifiche frequenze di vibrazione o per la resistenza agli urti. Anche la sostenibilità sta determinando cambiamenti significativi in questo campo. Poiché la polvere di Ti6Al4V è una risorsa preziosa e ad alto consumo energetico, la riduzione degli scarti è fondamentale. L’impiego dell’ottimizzazione topologica per produrre componenti più leggeri e compatti comporta, di per sé, una riduzione del consumo di polvere per ogni singolo processo produttivo. Man mano che maturano le pratiche di riciclo della polvere e gli standard di certificazione, la visione di componenti in titanio ad alte prestazioni — non solo più leggeri e resistenti, ma anche più sostenibili dal punto di vista ambientale rispetto ai loro equivalenti forgiati o fusi — diventa una realtà concretamente raggiungibile.
Ci troviamo in un momento entusiasmante in cui il principale limite non è più l'hardware in sé, bensì la creatività del progettista nella distribuzione dei materiali e la sua comprensione dell'interazione complessa tra la sorgente energetica, il letto di polvere e la geometria in evoluzione. Padroneggiare questa interazione è la chiave per sbloccare tutto il potenziale del Ti6Al4V nell’era della produzione additiva.
Indice
- Perché Ti6Al4V richiede un approccio progettuale unico
- Gestione degli sbalzi e delle strutture di supporto
- Strutture reticolari: aumento della rigidità con riduzione della massa
- Il flusso di lavoro software che abilita geometrie complesse
- L’influenza della dinamica termica sulla geometria finale
- Ampliare gli orizzonti della progettazione realizzabile
