Die ontwikkeling van vervaardigingstegnologieë het aanleiding gegee tot twee dominante benaderings: additiewe vervaardiging (AV) en subtraktiewe vervaardiging. Alhoewel beide daarop gemik is om funksionele komponente te produseer, verskil hul metodologieë, vermoëns en beperkings aansienlik.
Subtraktiewe vervaardiging bereik presisie deur materiaalverwydering. Dit begin met soliede materiaalstawe (soos metaalblokke en plastiekplate) en gebruik tegnieke soos rekenaar-numeriese-beheer (CNC)-bewerking, freesbewerking en draaibewerking om stelselmatig materiaal te verwyder en die gewenste geometrie te verkry. Hierdie proses het duidelike voordele: dit lewer uitstekende oppervlakafwerking en hoë dimensionele akkuraatheid (met ’n toleransie van ±0,025 mm), die lasdraende oppervlaktes besit uitstekende meganiese eienskappe as gevolg van die isotrope korrelstruktuur, en die volwasse tegnologie is wêreldwyd in verskeie nywe aangeneem. Dit het egter ook duidelike beperkings: materiaalverspilling is beduidend (die afvalkoers kan tot 90% bereik vir komplekse titaanlegeringsdele), dit is beperk deur geometriese vorms (byvoorbeeld interne kanale en roosterstrukture is gewoonlik onmoontlik om te vervaardig), en gereedskapverslyting versnel wanneer harde materiale soos titaan bewerk word, wat die vervaardigingskoste verhoog.

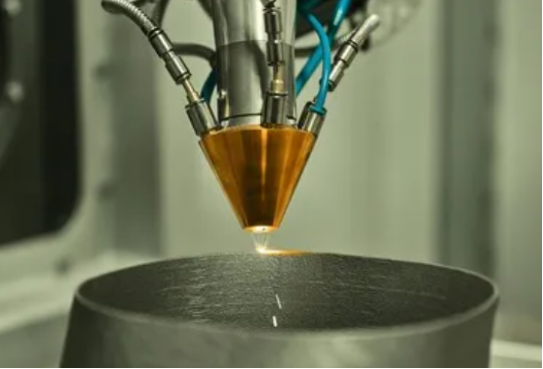
Additiewe vervaardiging bou dele deur middel van laag-op-laag afsettingsprosesse. Op grond van digitale modelle vorm dit komponente deur materiaal (gewoonlik metaalpoeder of polimeer) laag vir laag af te sit, met sleuteltegnologieë soos Selektiewe Laser Smelt (SLM), Gesmelt Depositasie-modellering (FDM) en Bindmiddelstraal-afsetting (BJ). Sy kernsterktes lê in: produksie naby die finale vorm wat materiaalverspilling tot 'n minimum beperk (met 'n afskryfkoers van minder as 5%), ongeëwenaarde ontwerp-vryheid (wat die vervaardiging van organiese vorms, interne holtes en liggewig roosterstrukture moontlik maak), en die vermoë om vinnige prototipering en aangepaste produksie te bereik (soos pasiënt-spesifieke mediese implante). Nietemin het dit tekortkominge: die oppervlakruheid is relatief hoog en vereis dikwels nabetrekking; anisotrope materialeienskappe kan strukturele integriteit beïnvloed; die bouvolume is beperk, en die produksiespoed is stadig vir massa-produksie.
Materiaaldoeltreffendheid is 'n kritieke skeidingslyn tussen die twee, veral duidelik in die verwerking van hoë-waarde metale. Tradisionele titaanlegering-bewerking mors 'n groot hoeveelheid grondstowwe, terwyl additiewe vervaardiging meer as 95% van die toegevoerde poeier benut. Hierdie doeltreffendheid stem ooreen met volhoubaarheidsdoelwitte en kan grondstofkoste op die langtermyn verminder.
Wat die kompromis tussen ontwerpveerkragtigheid en presisie betref, word additiewe vervaardiging uitstekend in toepassings wat komplekse strukture vereis: in die lugvaartvelde kan dit topologie-geoptimaliseerde beugels vervaardig wat gewig verminder sonder om sterkte te vergewe; in die mediese velde maak dit die vervaardiging van porus beenimplante moontlik wat weefselintegrasie bevorder. Subtraktiewe vervaardiging tree daarenteen op in situasies met streng presisievereistes: soos motordelen wat mikronvlak-toleransies vereis, en optiese of sealsoppervlaktes wat spieëlafwerking benodig.

Hibriede vervaardigingsoplossings tree nou na vore as 'n tendens om die sterkpunte van albei te integreer. Voorsienende vervaardigers kombineer toenemend hierdie twee prosesse: hulle gebruik additiewe vervaardiging om dele wat naby die finale vorm is, met ingewikkelde kenmerke te produseer, en gebruik dan subtraktiewe masjinering om kritieke oppervlaktes en koppelingsoptredes te verfyn. Hierdie sinsames model balanseer innovering en betroubaarheid, soos turbineblare met 3D-geprinte koelkanale en CNC-afgevoerde vlerkprofieloppervlaktes.
Wat volhoubaarheids-oorwegings betref, ondersteun additiewe vervaardiging 'n sirkulêre ekonomie, waarin gerecycleerde poeiers (soos titaanlegering-afval) in geslote-lusstelsels hergebruik kan word; terwyl die herwinningskoers van subtraktiewe vervaardiging verbeter, staar dit steeds voor groot uitdagings met betrekking tot die afskeiding van metaalsnippels en die herstel van materiaaleienskappe.
Wat die toekomstige ontwikkelingspad betref, sal met die vooruitgang van digitale vervaardigingstegnologieë die keuse tussen additiewe en subtraktiewe prosesse afhang van drie kernfaktore: onderdeel-kompleksiteit (die kompromis tussen meetkundige vryheid en strukturele eenvoud), produksievolumevereistes (die verskil tussen massa- en aangepaste partyproduksie), en volhoubaarheidsvereistes (materiaaldoeltreffendheid en koolstofvoetspoor-indikatore). Hibriedoplossings sal waarskynlik die hoë-waarde-sektore oorheers, terwyl spesifieke toepassingscenario’s na ‘n enkele proses sal neig. Die era van „of/of“ kom tot ‘n einde, en industriële sukses lê nou in die strategiese integrasie van hierdie twee prosesse.

