Utvecklingen av tillverkningsteknologier har gett upphov till två dominerande tillvägagångssätt: additiv tillverkning (AM) och subtraktiv tillverkning. Även om båda syftar till att producera funktionsförmåga komponenter skiljer deras metoder, möjligheter och begränsningar sig åt avsevärt.
Subtraktiv tillverkning uppnår precision genom borttagning av material. Den börjar med fasta materialblock (till exempel metallstänger och plastplattor) och använder tekniker som datorstyrd numerisk styrning (CNC)-bearbetning, fräsning och svarvning för att systematiskt ta bort material och erhålla den önskade geometrin. Denna process har tydliga fördelar: den ger utmärkt ytyta och hög dimensionsnoggrannhet (med en tolerans på ±0,025 mm), bärytor har överlägsna mekaniska egenskaper tack vare den isotropa kornstrukturen, och den mogna tekniken har blivit omfattande tillämpad inom olika branscher. Dock har den också uppenbara begränsningar: materialspillet är betydande (utsläppsraten kan nå upp till 90 % för komplexa delar i titanlegering), den är begränsad av geometriska former (till exempel interna kanaler och gitterstrukturer är vanligtvis inte möjliga att tillverka), och verktygsslitage ökar snabbt vid bearbetning av hårda material som titan, vilket höjer produktionskostnaderna.

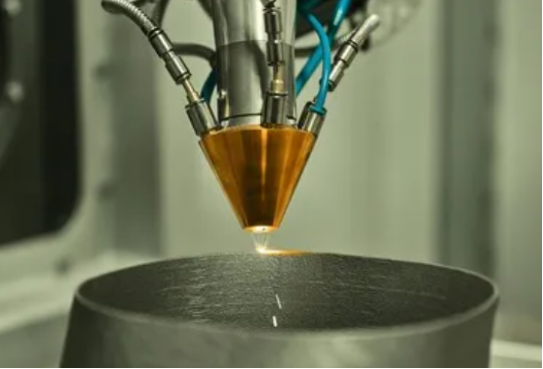
Additiv tillverkning bygger delar genom lager-för-lager-avlagring. Utifrån digitala modeller bildas komponenter genom att material (vanligtvis metallpulver eller polymer) avsätts lager för lager, med nyckeltekniker som selektiv lasersmältning (SLM), fusionsdeposition (FDM) och bindersprutning (BJ). Dess kärnstyrkor ligger i: nästan färdiga former som minimerar materialspill (med en skrotgrad på mindre än 5 %), oöverträffad designfrihet (vilket möjliggör tillverkning av organiska former, inre hålrum och lättviktiga gitterstrukturer) samt möjligheten att uppnå snabb prototypframställning och anpassad produktion (till exempel patientanpassade medicinska implantat). Det finns dock brister: ytråheten är relativt hög och kräver ofta efterbehandling; anisotropa material egenskaper kan påverka strukturell integritet; byggvolymen är begränsad och produktionshastigheten är långsam för massproduktion.
Materialeffektivitet är en avgörande skiljelinje mellan de två tillvägagångssätten, särskilt tydlig vid bearbetning av metall med högt värde. Vid traditionell bearbetning av titanlegering går en stor mängd råmaterial förlorat, medan additiv tillverkning använder mer än 95 % av inmatad pulver. Denna effektivitet stödjer hållbarhetsmålen och kan minska råmaterialkostnaderna på lång sikt.
När det gäller avvägningen mellan designflexibilitet och precision utmärker sig additiv tillverkning i applikationer som kräver komplexa strukturer: inom luft- och rymdfarten kan den tillverka topologioptimerade fästen som minskar vikten utan att försämra hållfastheten; inom medicintekniken möjliggör den tillverkning av porösa benimplantat som främjar vävnadsintegration. Subtraktiv tillverkning dominerar däremot scenarier med strikta krav på precision: till exempel motorkomponenter som kräver toleranser på mikronnivå samt optiska eller tätningsytor som kräver spegelblanka ytor.

Hybrida tillverkningslösningar framstår som en trend för att integrera styrkorna hos båda metoderna. Framåtblickande tillverkare kombinerar i allt större utsträckning de två processerna: de använder additiv tillverkning för att producera nästan färdiga delar med komplexa funktioner och använder sedan subtraktiv bearbetning för att förfinna kritiska ytor och gränssnitt. Denna synergetiska modell balanserar innovation och pålitlighet, till exempel turbinblad med 3D-skrivna kylningskanaler och CNC-bearbetade vingprofiler.
När det gäller hållbarhetsaspekter stödjer additiv tillverkning en cirkulär ekonomi, där återvunna pulver (till exempel skrot av titanlegering) kan återanvändas i slutna system; återvinningsgraden för subtraktiv tillverkning förbättras, men den står fortfarande inför utmaningar när det gäller att separera metallspån och återställa materialens egenskaper.
När det gäller den framtida utvecklingsriktningen kommer valet mellan additiva och subtraktiva processer, med tanke på den fortsatta utvecklingen av digital tillverkningsteknik, att bero på tre kärnfaktorer: delkomplexitet (avvägningen mellan geometrisk frihet och strukturell enkelhet), krav på produktionsvolym (skillnaden mellan massproduktion och anpassade partier) samt hållbarhetskrav (materialutnyttjning och indikatorer för koldioxidavtryck). Hybridslösningar kommer troligen att dominera sektorer med högt värde, medan specifika applikationsscenarier kommer att föredra en enskild process. Tiden för "antingen/eller" near sitt slut, och industriell framgång ligger nu i den strategiska integrationen av de två processerna.

