Өндіріс технологияларының дамуы екі негізгі тәсілге әкелді: қосымша өндіріс (AM) және азайтушы өндіріс. Екеуі де қызметтік бөлшектерді шығаруды мақсат етеді, бірақ олардың әдістері, мүмкіндіктері мен шектеулері өте айтарлықтай ерекшеленеді.
Азайтушы өндіріс материалдың алынуы арқылы дәлдікті қамтамасыз етеді. Ол қатты материалдың білеушелерінен (мысалы, металдың күймесі мен пластиктің тақтайшалары) басталады және компьютерлік сандық басқару (CNC) өңдеуі, фрезерлеу және латтау сияқты әдістерді қолданып, қажетті геометриялық пішінді алу үшін материалды жүйелі түрде алып тастайды. Бұл процесстің айқын артықшылықтары бар: ол өте жақсы беттік жағын және жоғары өлшемдік дәлдікті (±0,025 мм дәлдікпен) қамтамасыз етеді, жүктің әсер ететін беттері изотроптық дән құрылымы салдарынан жоғары механикалық қасиеттерге ие болады, сонымен қатар осы технология өндірістің әртүрлі салаларында кеңінен қолданылады. Алайда, оның айқын кемшіліктері де бар: материалдың шығыны өте көп (күрделі титан қорытпаларынан жасалған бөлшектер үшін қалдықтардың пайызы 90%-ға дейін жетуі мүмкін), геометриялық пішіндерге шектеулер қойылады (мысалы, ішкі каналдар мен торлы құрылымдар әдетте жасалмайды) және титан сияқты қатты материалдарды өңдеген кезде құралдың тозуы жылдамдайды, бұл өндіріс шығындарын көтереді.

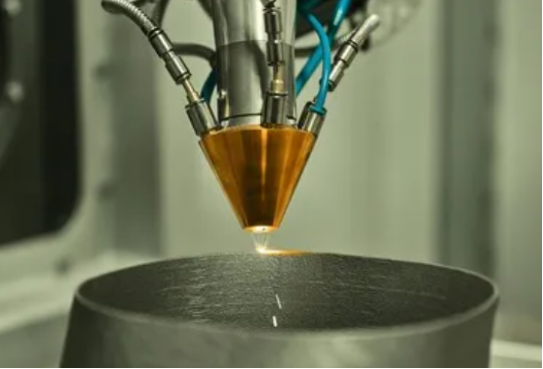
Қосымша өндіріс бөлшектерді қабаттап жинау арқылы жасайды. Цифрлық модельдерге негізделген бұл әдіс компоненттерді (әдетте металдың ұнтағы немесе полимер) қабаттап жинау арқылы пішіндейді; негізгі технологияларға Селективті лазерлі балқыту (SLM), Балқытылған шашыратулы модельдеу (FDM) және Биндере құйылу (BJ) жатады. Оның негізгі артықшылықтары: материалдың шығынын азайтатын, шамамен дайын бұйымды өндіру (қалдық көлемі 5%-дан кем), салыстырмалы түрде шектеусіз дизайн еркіндігі (органикалық пішіндерді, ішкі қуыстарды және жеңіл торлы құрылымдарды өндіруге мүмкіндік береді), сондай-ақ тез прототиптау мен жекелендірілген өндіруді қамтамасыз ету (мысалы, науқасқа арналған медициналық имплантаттар). Дегенмен, оның кемшіліктері де бар: беттің тегістігі салыстырмалы түрде төмен болады, сондықтан кейінгі өңдеу қажет болады; материалдың анизотропты қасиеттері конструкцияның бекемдігіне әсер етуі мүмкін; өндіріс көлемі шектеулі және массалық өндіріс үшін өндіріс жылдамдығы төмен.
Материалдық тиімділік екеуінің арасындағы маңызды бөлгіш сызық болып табылады, әсіресе қымбат металдарды өңдеу кезінде бұл айқын байқалады. Дәстүрлі титан қорытпаларын өңдеу кезінде шикізаттың үлкен мөлшері шығындалады, ал қосымша өндіріс әдісі енгізілетін тозаңның 95%-дан астамын пайдаланады. Бұл тиімділік тұрақты даму мақсаттарына сәйкес келеді және ұзақ мерзімді тұрғыдан шикізат шығындарын азайта алады.
Дизайн икемділігі мен дәлдіктің арасындағы компромисс тұрғысынан қарағанда, қосымша өндіріс әдісі күрделі құрылымдарды талап ететін қолданбаларда өзінің артықшылығын көрсетеді: аэроғарыш саласында ол салмағын азайтатын, бірақ беріктігін сақтайтын топологиялық оптимизацияланған ілгектерді шығара алады; медициналық салада ол тіндердің интеграциясын қолдайтын көпіршікті сүйек импланттарын өндіруге мүмкіндік береді. Ал шығындалатын өндіріс әдісі микрон деңгейіндегі дәлдік талаптары бар жағдайларда басымдыққа ие болады: мысалы, двигателдің компоненттері микрон деңгейіндегі дәлдікке ие болуы керек, ал оптикалық немесе тығыздау беттері айна сияқты жылтыр бетке ие болуы қажет.

Гибридті өндіріс шешімдері екеуінің де күшті жақтарын біріктіруге бағытталған тенденция ретінде пайда болуда. Алдыңғы қатарлы өндірушілер бұл екі процесті біріктірудің маңызын түсініп, қосымша өндірісті күрделі сипаттамалары бар шамамен дайын бөлшектерді алу үшін, ал кейіннен критикалық беттер мен интерфейстерді жетілдіру үшін жойылатын өңдеуді қолдануды кеңінен қолдануда. Бұл синергетикалық модель инновация мен сенімділікті теңестіреді, мысалы, 3D-басылған суыту каналдары бар турбиналық қанаттар мен CNC-арқылы өңделген аэродинамикалық профилдер.
Тұрақты даму мәселелерін қарастырғанда қосымша өндіріс тұйық циклды жүйелерде (мысалы, титан қорытпасының қалдықтары сияқты) қайта өңделген ұнтақтарды қайта қолдануға мүмкіндік беретін циклдық экономиканы қолдайды; ал жойылатын өндірістің қайта өңдеу коэффициенті жақсарып келеді, бірақ әлі де металдың ұнтақтарын сорттау мен материалдың қасиеттерін қалпына келтіру саласында қиындықтарға тап болуда.
Болашақтағы даму бағыты туралы айтқанда, цифрлық өндіріс технологияларының дамуымен бірге қосымша және азайтушы өңдеу процестерін таңдау үш негізгі факторға байланысты болады: бөлшектің күрделілігі (геометриялық еркіндік пен құрылымдық қарапайымдылық арасындағы шартты теңестіру), өндіріс көлемі талаптары (массалық өндіріс пен жекелеген топтар арасындағы айырмашылық) және тұрақты даму талаптары (материалдың тиімділігі мен көміртегі ізі көрсеткіштері). Гибридті шешімдер жоғары құнды салаларда басымдыққа ие болуы мүмкін, ал нақты қолданыс жағдайлары бір ғана процеске ұмтылуы мүмкін. «Не... не» деген кезең аяқталып келеді, ал өндірістік сәттілік енді екі процестің стратегиялық біріктірілуінде жатыр.

