Evolucioni i teknologjive të prodhimit ka sjellë dy qasje dominuese: prodhimi shtesë (AM) dhe prodhimi zbritës. Edhe pse të dyja kanë për qëllim prodhimin e komponentëve funksionalë, metodologjitë, aftësitë dhe kufizimet e tyre ndryshojnë në mënyrë të konsiderueshme.
Prodhimi me heqje materiale arrin saktësinë përmes heqjes së materialeve. Ai fillon me blloqe të ngurta materiale (si ingotet metalike dhe pllakat plastike) dhe përdor teknika si përpunimi me Kontroll Numerik Komputerik (CNC), freskimi dhe tornimi për të hequr sistematikisht materialin dhe për të arritur gjeometrinë e dëshiruar. Ky proces ka avantazhe të qarta: ai ofron një përfundim të shkëlqyer të sipërfaqes dhe saktësi dimensionale të lartë (me tolerancë ±0,025 mm), sipërfaqet mbartëse kanë veti mekanike të shkëlqyera për shkak të strukturës izotrope të grurëzave, dhe teknologjia e rritur është adoptuar gjerësisht në industritë e ndryshme. Megjithatë, ai ka edhe kufizime të dukshme: humbja e materialeve është e konsiderueshme (shkalla e mbeturinave mund të arrijë deri në 90% për pjesët komplekse të ligaturave të titanit), është i kufizuar nga format gjeometrike (p.sh., kanalët e brendshme dhe strukturat rrjetore zakonisht nuk janë të realizueshme) dhe konsumimi i veglave rritet kur përpunohen materiale të forta si titani, duke rritur koston e prodhimit.

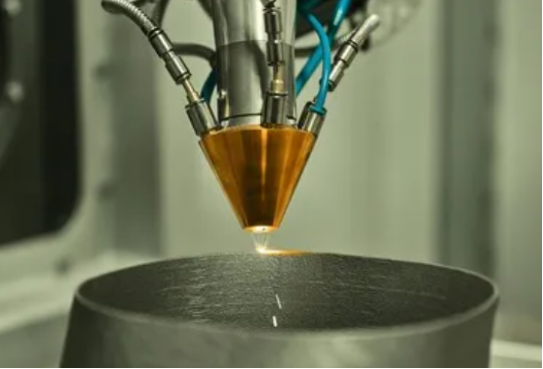
Prodhimi shtesë ndërton pjesët duke depozituar shtresë pas shtrese. Bazuar në modele digjitale, ai formon komponentët duke depozituar materiale (zakonisht pulber metalik ose polimer) shtresë pas shtrese, me teknologji kryesore si Shkrirja Selektive me Rreze Laser (SLM), Modelimi i Depozitimit të Shkrirë (FDM) dhe Shprëndarja e Lidhësit (BJ). Forcat kryesore të tij janë: prodhimi afër-formës së përfunduar që minimizon humbjet e materialeve (me një normë të mbeturinave më pak se 5%), liri e paparë në dizajn (që lejon prodhimin e formave organike, shpalljeve të brendshme dhe strukturave të lehta me rrjetë), dhe aftësia për të realizuar prototipizim të shpejtë dhe prodhim të personalizuar (si implantet mjekësore specifike për pacientin). Megjithatë, ai ka disa mangësi: rrugësia e sipërfaqes është relativisht e lartë, gjë që shpesh kërkon përpunim pas-prodhimi; vetitë anizotrope të materialeve mund të ndikojnë në integritetin strukturor; vëllimi i prodhimit është i kufizuar, dhe shpejtësia e prodhimit është e ngadaltë për prodhimin masiv.
Efikasiteti i materialit është një vijë e rëndësishme ndarëse midis këtyre dy proceseve, veçanërisht e dukshme në përpunimin e metaleve me vlerë të lartë. Përpunimi tradicional i ligaturave të titanit shpërndan një sasi të madhe materiale të papërpunuara, ndërsa prodhimi shtesë përdor mbi 95% të pulverit hyrës. Kjo efikasitet i përputhet qëllimeve të qëndrueshmërisë dhe mund të zvogëlojë kostot e materialeve të para në afat të gjatë.
Në lidhje me kompromisin midis fleksibilitetit të dizajnit dhe saktësisë, prodhimi shtesë shkëlqen në aplikimet që kërkojnë struktura të komplikuara: në fushën ajrorë dhe hapësinore, ai mund të prodhojë mbështetëse të optimizuara sipas topologjisë që zvogëlojnë peshën pa hequr fortësinë; në fushën mjekësore, ai lejon prodhimin e implanteve të kockave me porozitet që stimulojnë integrimin e indit. Ndërsa prodhimi zbritës dominon situatat me kërkesa të rrepta saktësie: si përkushtet e motorit që kërkojnë toleranca në nivel mikroni, dhe sipërfaqet optike ose të sigurimit që kërkojnë përfundim si pasqyrë.

Zgjidhjet e prodhimit hibrid po shfaqen si një trend për të integruar forcat e të dyjave. Prodhuesit me parashikim po kombinojnë gjithnjë e më shumë këto dy procese: duke përdorur prodhimin shtesë për të prodhuar pjesë rreth-formës së përfunduar me karakteristika komplekse, dhe më pas duke përdorur përpunimin heqës për të përmirësuar sipërfaqet dhe ndërfaqet kritike. Ky model sinergjik e balanon inovacionin me besueshmërinë, siç është rasti i paleve të turbinave me kanale të ftohjes të prodhuara me teknikën 3D dhe profilet aerodinamike të përpunuara me CNC.
Në terma të konsideratave për qëndrueshmërinë, prodhimi shtesë mbështet ekonominë rrethore, ku pulberat e ricikluara (si për shembull, mbetjet e ligaturave të titanimi) mund të përdoren përsëri në sisteme me unazë të mbyllur; ndërsa shkalla e riciklimit të prodhimit heqës po përmirësohet, ajo akoma ballafaqohet me sfida në ndarjen e gërryerave metalike dhe rivendosjen e vetive materiale.
Në lidhje me trajektoren e zhvillimit të ardhshëm, me përparimin e teknologjive të prodhimit digital, zgjedhja midis proceseve shtuese dhe zbritëse do të varet nga tre faktorët kryesorë: kompleksiteti i pjesës (kompromisi midis lirisë gjeometrike dhe thjeshtësisë strukturore), kërkesat për volumin e prodhimit (ndryshimi midis prodhimit masiv dhe partive të personalizuara) dhe kërkesat për qëndrueshmëri (treguesit e efikasitetit të materialeve dhe të gjurmës karbonike). Zgjidhjet hibride do të dominohen në sektorët me vlerë të lartë, ndërsa skenarët specifikë të aplikimit do të përqendrohen në një proces të vetëm. Era e "ose/ose" po mbaron, dhe suksesi industrial tani qëndron në integrimin strategjik të dy proceseve.

