Valmistusteknologioiden kehitys on johtanut kahteen hallitsevaan lähestymistapaan: lisäävään valmistukseen (AM) ja vähentävään valmistukseen. Vaikka molemmat pyrkivät tuottamaan toimivia komponentteja, niiden menetelmät, mahdollisuudet ja rajoitukset poikkeavat merkittävästi toisistaan.
Subtraktiivinen valmistus saavuttaa tarkkuuden materiaalin poistamalla. Se aloitetaan kiinteistä materiaalipalkkeista (kuten metallitukkeista ja muovilevyistä) ja käyttää menetelmiä, kuten tietokoneohjattua numeriohjausta (CNC), poraus- ja kiertokoneistusta, joiden avulla materiaalia poistetaan järjestelmällisesti saadakseen halutun geometrian. Tällä prosessilla on selkeät edut: se tuottaa erinomaisen pinnanlaadun ja korkean mittatarkkuuden (toleranssi ±0,025 mm), kuormitettavat pinnat omaavat paremmat mekaaniset ominaisuudet isotrooppisen jyvästruktuurin ansiosta, ja kypsytty teknologiaa on laajalti hyväksytty teollisuuden eri aloilla. Kuitenkin sillä on myös ilmeisiä rajoituksia: materiaalin hukka on merkittävää (romuprosentti voi olla jopa 90 % monimutkaisissa titaaniseoksista valmistetuissa osissa), se on rajoitettu geometristen muotojen suhteen (esimerkiksi sisäiset kanavat ja hilarakenteet ovat yleensä saavuttamattomia) ja työkalujen kulumisnopeus kasvaa, kun käsittelystä käytetään kovia materiaaleja, kuten titaania, mikä lisää tuotantokustannuksia.

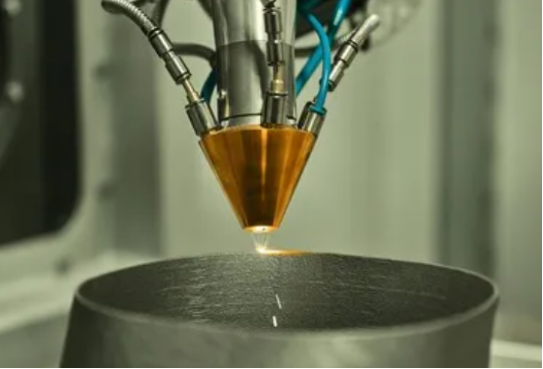
Lisävalmistus rakentaa osia kerros kerrokselta tapahtuvan materiaalin saostumisen avulla. Digitaalisten mallien perusteella se muodostaa komponentit saostamalla materiaaleja (yleensä metallijauhetta tai polymeeriä) kerros kerrokselta, ja sen keskeisiin teknologioihin kuuluvat selektiivinen lasersulatus (SLM), sulatettu deposiitiomallinnus (FDM) ja sidontainkjetting (BJ). Sen keskeiset vahvuudet ovat: lähes lopputuotteen muotoon tuottaminen, joka minimoi materiaalihävikin (jätteeksi jää alle 5 %), vertaamaton suunnitteluvapaus (mahdollistaa orgaanisten muotojen, sisäisten onteloiden ja kevyiden hiljarakenteiden valmistuksen) sekä nopean prototyypin valmistuksen ja räätälöidyn tuotannon saavuttaminen (esimerkiksi potilaakohtaiset lääketieteelliset implantit). Siitä huolimatta sillä on heikkouksia: pinnan karkeus on suhteellisen korkea, mikä vaatii usein jälkikäsittelyä; materiaalin anisotrooppiset ominaisuudet voivat vaikuttaa rakenteelliseen kestävyyteen; rakennustilavuus on rajoitettu, ja tuotantonopeus on hitaanlainen massatuotannossa.
Materiaalitehokkuus on kriittinen jakolinja näiden kahden välillä, mikä ilmenee erityisesti arvokkaiden metallien käsittelyssä. Perinteinen titaaniseosten koneistaminen tuottaa suuria määriä raaka-ainejätettä, kun taas lisäävä valmistus hyödyntää yli 95 % syötetystä jauheesta. Tämä tehokkuus tukee kestävyystavoitteita ja voi pitkällä aikavälillä vähentää raaka-ainekustannuksia.
Suunnittelun joustavuuden ja tarkkuuden välisessä kompromississa lisäävä valmistus erottautuu sovelluksissa, joissa vaaditaan monimutkaisia rakenteita: ilmailualalla se mahdollistaa topologian optimoidut kiinnikkeet, jotka vähentävät painoa uhraamatta lujuutta; lääketieteellisellä alalla se mahdollistaa poroisten luukimplanttien valmistuksen, jotka edistävät kudosten integroitumista. Poistava valmistus puolestaan hallitsee tilanteita, joissa vaaditaan tiukkoja tarkkuusvaatimuksia: esimerkiksi moottoriosat, joissa tarvitaan mikrometrin tarkkuusalueella olevia toleransseja, sekä optiset tai tiivistyspinnat, joille vaaditaan peilikirkasta pintoja.

Hybridi-valmistusratkaisut ovat nousussa trendinä, jolla yhdistetään molempien menetelmien vahvuudet. Tulevaisuuden suuntautuneet valmistajat yhdistävät yhä enemmän näitä kahta prosessia: lisäämällä valmistusta käytetään lähellä lopullista muotoa olevien osien, joissa on monimutkaisia ominaisuuksia, tuottamiseen, ja sen jälkeen poistavalla konepuruilla työstetään tärkeitä pintoja ja liitospintoja. Tämä synergistinen malli tasapainottaa innovaatiota ja luotettavuutta, kuten esimerkiksi turbiinisiiven, jossa on 3D-tulostettuja jäähdytyskanavia ja CNC-konepuruilla viimeisteltyjä siipiprofiileja.
Kestävyyden näkökulmasta lisäämällä valmistus tukee kiertotaloutta, jossa kierrätetyt jauheita (esimerkiksi titaaniseoksen romu) voidaan käyttää uudelleen suljetuissa järjestelmissä; poistavan valmistuksen kierrätysaste on parantunut, mutta se kohtaa edelleen haasteita metallihiukkasten erottamisessa ja materiaalin ominaisuuksien palauttamisessa.
Tulevan kehityksen suunnasta päätettäessä digitaalisten valmistusteknologioiden edistymisen myötä valinta lisäävän ja vähentävän prosessin välillä perustuu kolmeen keskeiseen tekijään: osan monimutkaisuuteen (geometrisen vapauden ja rakenteellisen yksinkertaisuuden välinen kompromissi), tuotantomäärävaatimuksiin (massatuotannon ja mukautettujen erien välinen ero) sekä kestävyysvaatimuksiin (materiaalitehokkuus ja hiilijalanjälki). Hybridiratkaisut todennäköisesti hallitsevat korkean arvon alueita, kun taas tiettyihin sovellustilanteisiin soveltuu paremmin yksittäinen prosessi. "Joko-tai" -ajan loppu on näkyvissä, ja teollinen menestys perustuu nyt näiden kahden prosessin strategiseen integrointiin.

