أدى تطور تقنيات التصنيع إلى ظهور نهجين رئيسيين: التصنيع الإضافي (AM) والتصنيع الطردي. وعلى الرغم من أن كلا النهجين يهدفان إلى إنتاج مكونات وظيفية، فإن منهجياتهما وقدراتهما وقيودهما تختلف اختلافاً كبيراً.
يحقّق التصنيع الطرحِي الدقة من خلال إزالة المادة. ويبدأ هذا الأسلوب بكتل صلبة من المواد (مثل سبائك المعادن والألواح البلاستيكية)، ثم يستخدم تقنيات مثل التشغيل العددي الحاسوبي (CNC)، والطحن، والتشكيك على المخرطة لإزالة المادة بشكل منهجي والحصول على الشكل الهندسي المطلوب. ويتميّز هذا الأسلوب بعدة مزايا واضحة: فهو يوفّر تشطيبًا سطحيًّا ممتازًا ودقة أبعاد عالية (بحد تسامح ±٠٫٠٢٥ مم)، كما تتميّز الأسطح الحاملة للأحمال بخواص ميكانيكية فائقة ناتجة عن البنية البلورية المتجانسة، فضلاً عن انتشار هذه التقنية الناضجة على نطاق واسع عبر مختلف الصناعات. ومع ذلك، فإن لهذا الأسلوب قيودًا واضحة أيضًا: فهيضيع كمية كبيرة من المواد (قد تصل نسبة المخلفات إلى ٩٠٪ في الأجزاء المعقدة المصنوعة من سبائك التيتانيوم)، كما أنَّه مقيد بالأشكال الهندسية (فمثلًا لا يمكن عادةً إنشاء قنوات داخلية أو هياكل شبكية)، بالإضافة إلى تسارع تآكل الأدوات عند معالجة المواد الصلبة مثل التيتانيوم، ما يؤدي إلى ارتفاع تكاليف الإنتاج.

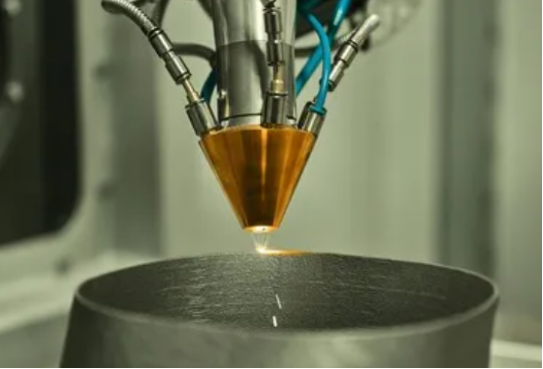
يُنشئ التصنيع الإضافي الأجزاء من خلال الترسيب الطبقي. وبناءً على النماذج الرقمية، فإنه يشكّل المكونات عبر ترسيب المواد (عادةً مسحوق معدني أو بوليمر) طبقةً تلو الأخرى، وتتضمن التقنيات الرئيسية فيه: الانصهار الانتقائي بالليزر (SLM)، ونمذجة الإيداع المنصهر (FDM)، وحقن الروابط (BJ). وتتمثّل نقاط قوته الأساسية في: الإنتاج شبه النهائي الذي يقلّل إلى أدنى حدٍ هدر المواد (ومعدل النفايات أقل من ٥٪)، وحرية التصميم غير المسبوقة (التي تتيح تصنيع الأشكال العضوية والتجاويف الداخلية وهياكل الشبكة الخفيفة الوزن)، وقدرته على تحقيق النماذج الأولية السريعة والإنتاج المخصّص (مثل الغرسات الطبية المصممة خصيصًا لكل مريض). ومع ذلك، فإن له سلبياتٍ تشمل: خشونة السطح النسبية العالية، ما يستدعي غالبًا عمليات معالجة لاحقة؛ والخصائص المادية غير المتجانسة التي قد تؤثر في سلامة البنية؛ ومحدودية حجم التجميع؛ وبطء سرعة الإنتاج عند التصنيع الضخم.
كفاءة المواد تُشكِّل خطًّا فاصلًا حاسمًا بين الطريقتين، وبخاصة في معالجة المعادن عالية القيمة. فعملية التشغيل التقليدية لسبائك التيتانيوم تؤدي إلى هدر كمٍّ كبير من المواد الخام، بينما تستخدم التصنيع الإضافي أكثر من ٩٥٪ من مسحوق المادة المُدخلة. وهذه الكفاءة تتماشى مع أهداف الاستدامة وقد تؤدي إلى خفض تكاليف المواد الخام على المدى الطويل.
من حيث المقايضة بين المرونة التصميمية والدقة، يتفوق التصنيع الإضافي في التطبيقات التي تتطلب هياكل معقدة: ففي مجال الطيران، يمكنه إنتاج دعامات مُحسَّنة طوبولوجيًّا تقلِّل الوزن دون التأثير على القوة؛ أما في المجال الطبي، فيمكِّن من إنتاج غرسات عظمية مسامية تعزِّز اندماج الأنسجة. أما التصنيع الناقص، فمن جهته، يسيطر على السيناريوهات التي تتطلَّب دقة صارمة: مثل مكونات المحركات التي تحتاج إلى تحملات بقياس الميكرون، والأسطح البصرية أو الختمية التي تتطلَّب تشطيبًا مرآتيًّا.

تظهر حلول التصنيع الهجين كاتجاهٍ يدمج نقاط القوة في كلا الطريقتين. ويقوم المصنعون ذوو التفكير الاستباقي بشكل متزايد بدمج هاتين العمليتين: حيث يستخدمون التصنيع الإضافي لإنتاج أجزاء تقترب من الشكل النهائي (near-net-shape) وتتميز بخصائص معقدة، ثم يعتمدون التشغيل الآلي بالقطع لإنهاء الأسطح والواجهات الحرجة بدقة. ويوفر هذا النموذج التآزري توازنًا بين الابتكار والموثوقية، مثل شفرات التوربينات التي تحتوي على قنوات تبريد مُصنَّعة باستخدام الطباعة ثلاثية الأبعاد، وأجنحة هوائية (airfoils) منتهية التصنيع باستخدام ماكينات التحكم العددي (CNC).
وبالنسبة لاعتبارات الاستدامة، فإن التصنيع الإضافي يدعم اقتصاد الدورة المغلقة (الاقتصاد الدائري)، حيث يمكن إعادة استخدام المساحيق المعاد تدويرها (مثل نفايات سبائك التيتانيوم) في أنظمة مغلقة؛ أما بالنسبة للتصنيع بالقطع، فإن معدل إعادة التدوير فيه في تحسن مستمر، لكنه لا يزال يواجه تحديات في فصل رقائق المعادن وترميم الخصائص الأصلية للمواد.
وبخصوص مسار التنمية المستقبلية، ومع تقدُّم تقنيات التصنيع الرقمي، فإن الاختيار بين العمليات الإضافية والعمليات الطرحية سيتوقف على ثلاثة عوامل أساسية: تعقيد الجزء (التجاذب بين الحرية الهندسية والبساطة البنيوية)، ومتطلبات حجم الإنتاج (الفرق بين الإنتاج الضخم والدُفعات المخصصة)، والمتطلبات المتعلقة بالاستدامة (كفاءة استخدام المواد ومؤشرات البصمة الكربونية). ومن المرجح أن تهيمن الحلول الهجينة على القطاعات عالية القيمة، في حين ستتجه سيناريوهات التطبيقات المحددة نحو عملية واحدة فقط. وقد انتهى عصر "إما/أو"، وأصبح النجاح الصناعي اليوم يكمن في التكامل الاستراتيجي بين هاتين العمليتين.

