Sự phát triển của các công nghệ sản xuất đã dẫn đến hai phương pháp chủ đạo: sản xuất cộng tính (AM) và sản xuất trừ tính. Mặc dù cả hai đều nhằm mục đích tạo ra các bộ phận chức năng, nhưng phương pháp thực hiện, khả năng và hạn chế của chúng lại khác biệt đáng kể.
Gia công trừ (subtractive manufacturing) đạt được độ chính xác thông qua việc loại bỏ vật liệu. Quy trình này bắt đầu từ các phôi vật liệu đặc (ví dụ như thỏi kim loại và tấm nhựa), sau đó sử dụng các kỹ thuật như gia công điều khiển số bằng máy tính (CNC), phay và tiện để loại bỏ một cách có hệ thống phần vật liệu thừa nhằm đạt được hình dạng mong muốn. Quy trình này sở hữu những ưu điểm nổi bật: mang lại độ hoàn thiện bề mặt xuất sắc và độ chính xác kích thước cao (sai số cho phép ±0,025 mm); các bề mặt chịu tải có tính chất cơ học vượt trội nhờ cấu trúc hạt đồng hướng (isotropic); đồng thời công nghệ đã trưởng thành này đã được áp dụng rộng rãi trong nhiều ngành công nghiệp. Tuy nhiên, quy trình cũng tồn tại những hạn chế rõ ràng: lượng vật liệu bị lãng phí rất lớn (tỷ lệ phế liệu có thể lên tới 90% đối với các chi tiết hợp kim titan phức tạp); khả năng tạo hình bị giới hạn bởi hình học sản phẩm (ví dụ: các kênh bên trong và cấu trúc dạng mạng thường không thể thực hiện được); và độ mài mòn của dụng cụ tăng nhanh khi gia công các vật liệu cứng như titan, dẫn đến chi phí sản xuất tăng cao.

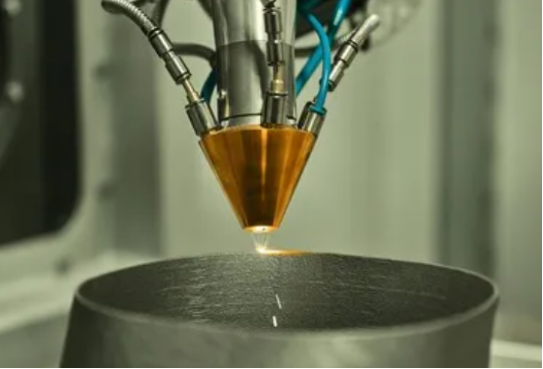
Sản xuất gia tăng tạo ra các chi tiết thông qua việc tích lũy từng lớp. Dựa trên các mô hình số, phương pháp này hình thành các bộ phận bằng cách lắng đọng vật liệu (thường là bột kim loại hoặc polymer) từng lớp một, với các công nghệ chủ chốt bao gồm Nóng chảy chọn lọc bằng tia laser (SLM), Mô hình hóa lắng đọng nóng chảy (FDM) và Phun chất kết dính (BJ). Những ưu điểm cốt lõi của nó gồm: sản xuất gần đúng hình dạng cuối cùng, giúp giảm thiểu tối đa lãng phí vật liệu (tỷ lệ phế phẩm dưới 5%); độ tự do thiết kế vượt trội (cho phép chế tạo các hình dạng hữu cơ, khoang rỗng bên trong và cấu trúc giàn nhẹ); cũng như khả năng thực hiện nhanh chóng việc chế tạo mẫu thử và sản xuất theo yêu cầu cá nhân hóa (ví dụ như các thiết bị cấy ghép y tế được thiết kế riêng cho từng bệnh nhân). Tuy nhiên, phương pháp này cũng tồn tại những hạn chế: độ nhám bề mặt tương đối cao, thường đòi hỏi xử lý hậu kỳ; tính chất vật liệu mang tính dị hướng có thể ảnh hưởng đến độ bền cấu trúc; thể tích xây dựng bị giới hạn và tốc độ sản xuất chậm khi áp dụng cho sản xuất hàng loạt.
Hiệu quả sử dụng vật liệu là một ranh giới quan trọng phân chia hai phương pháp này, đặc biệt rõ rệt trong quá trình gia công các kim loại có giá trị cao. Việc gia công hợp kim titan truyền thống gây lãng phí một lượng lớn nguyên vật liệu thô, trong khi sản xuất cộng tính tận dụng hơn 95% lượng bột đầu vào. Hiệu quả này phù hợp với các mục tiêu phát triển bền vững và có thể làm giảm chi phí nguyên vật liệu về lâu dài.
Về sự đánh đổi giữa tính linh hoạt trong thiết kế và độ chính xác, sản xuất cộng tính vượt trội trong các ứng dụng yêu cầu cấu trúc phức tạp: trong lĩnh vực hàng không vũ trụ, phương pháp này có thể tạo ra các giá đỡ được tối ưu hóa về mặt bố cục (topology-optimized), giúp giảm trọng lượng mà không làm giảm độ bền; trong lĩnh vực y tế, nó cho phép sản xuất các implant xương có cấu trúc xốp nhằm thúc đẩy quá trình tích hợp với mô. Ngược lại, sản xuất trừ đi chiếm ưu thế trong những tình huống yêu cầu độ chính xác nghiêm ngặt: ví dụ như các bộ phận động cơ cần dung sai ở cấp micromet, hoặc các bề mặt quang học hay bề mặt làm kín đòi hỏi độ bóng gương.

Các giải pháp sản xuất lai đang nổi lên như một xu hướng nhằm tích hợp những điểm mạnh của cả hai phương pháp. Các nhà sản xuất tiên phong ngày càng kết hợp hai quy trình này: sử dụng sản xuất cộng tính để tạo ra các chi tiết gần đạt kích thước và hình dạng cuối cùng với các đặc điểm phức tạp, sau đó áp dụng gia công loại bỏ để hoàn thiện các bề mặt và giao diện quan trọng. Mô hình cộng sinh này cân bằng giữa đổi mới và độ tin cậy, ví dụ như cánh tuabin có các kênh làm mát được in 3D và các profile cánh (airfoils) được gia công hoàn thiện bằng máy CNC.
Về khía cạnh bền vững, sản xuất cộng tính hỗ trợ nền kinh tế tuần hoàn, trong đó bột tái chế (chẳng hạn như phế liệu hợp kim titan) có thể được tái sử dụng trong các hệ thống khép kín; trong khi tỷ lệ tái chế của sản xuất loại bỏ đang được cải thiện, phương pháp này vẫn đối mặt với những thách thức trong việc phân loại vụn kim loại và khôi phục lại các đặc tính vật liệu.
Về lộ trình phát triển trong tương lai, cùng với sự tiến bộ của các công nghệ sản xuất kỹ thuật số, việc lựa chọn giữa các quy trình gia công theo phương pháp cộng (additive) và trừ (subtractive) sẽ phụ thuộc vào ba yếu tố cốt lõi: độ phức tạp của chi tiết (sự đánh đổi giữa tự do hình học và tính đơn giản về cấu trúc), yêu cầu về khối lượng sản xuất (sự khác biệt giữa sản xuất hàng loạt và sản xuất theo lô tùy chỉnh), cũng như các yêu cầu về tính bền vững (hiệu suất sử dụng vật liệu và chỉ số dấu chân carbon). Các giải pháp lai (hybrid) có khả năng chiếm ưu thế trong các ngành công nghiệp có giá trị cao, trong khi những tình huống ứng dụng cụ thể sẽ thiên về một quy trình duy nhất. Kỷ nguyên của lựa chọn "hoặc là… hoặc là…" đang dần khép lại, và thành công công nghiệp hiện nay nằm ở việc tích hợp chiến lược hai quy trình này.

