Utviklingen av produksjonsteknologier har ført til to dominerende tilnærminger: additiv produksjon (AM) og subtraktiv produksjon. Selv om begge har som mål å produsere funksjonelle komponenter, skiller deres metodikk, muligheter og begrensninger seg betydelig.
Subtraktiv fremstilling oppnår nøyaktighet gjennom fjerning av materiale. Den starter med faste materialebarrer (som metallstenger og plastplater) og bruker teknikker som datanumerisk styrte maskiner (CNC), fresing og dreining for å systematisk fjerne materiale og oppnå den ønskede geometrien. Denne prosessen har klare fordeler: den gir utmerket overflatekvalitet og høy dimensjonell nøyaktighet (med en toleranse på ±0,025 mm), bæreflatene har bedre mekaniske egenskaper på grunn av den isotrope kornstrukturen, og den modne teknologien er bredt innført i mange industrier. Den har imidlertid også tydelige begrensninger: materialeavfall er betydelig (avfallsprosenten kan nå opptil 90 % for komplekse deler av titanlegering), den er begrenset av geometriske former (for eksempel er interne kanaler og gitterstrukturer vanligvis ikke mulige å lage), og verktøyslitasje øker raskt ved bearbeiding av harde materialer som titan, noe som øker produksjonskostnadene.

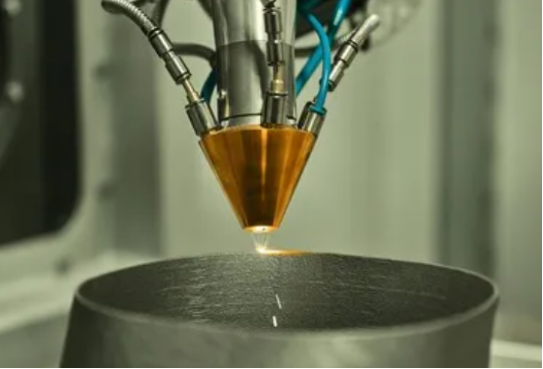
Additiv fremstilling bygger deler gjennom lagvis avsetning. Basert på digitale modeller danner den komponenter ved å avsette materialer (vanligvis metallpulver eller polymer) lag for lag, med viktige teknologier som selektiv lasersmelting (SLM), smeltedepositeringsmodellering (FDM) og bindermikrostråling (BJ). Dens sentrale styrker ligger i: nesten ferdigformet produksjon som minimerer materialeavfall (med en utskuddsrate på under 5 %), uovertruffen designfrihet (som muliggjør fremstilling av organiske former, indre hulrom og lette gitterstrukturer) samt evnen til å oppnå rask prototyping og tilpasset produksjon (for eksempel pasientspesifikke medisinske implantater). Likevel har den svakheter: overflategrovheten er relativt høy og krever ofte etterbehandling; anisotrope materiellegenskaper kan påvirke strukturell integritet; byggevolumet er begrenset, og produksjonshastigheten er lav for masseproduksjon.
Materialeffektivitet er en avgjørende skillelinje mellom de to, spesielt tydelig ved bearbeiding av metall med høy verdi. Tradisjonell maskinbearbeiding av titanlegeringer fører til stort utslipp av råmaterialer, mens additiv fremstilling benytter over 95 % av innskuddspulveret. Denne effektiviteten støtter bærekraftmålene og kan redusere råvarekostnadene på sikt.
Når det gjelder avveiningen mellom designfleksibilitet og nøyaktighet, skiller additiv fremstilling seg ut i applikasjoner som krever komplekse strukturer: innen luft- og romfart kan den produsere topologioptimaliserte festebeslag som reduserer vekten uten å ofre styrke; innen medisinsk teknikk muliggjør den produksjon av porøse knokkelimplantater som fremmer vevsintegrasjon. Subtraktiv fremstilling dominerer derimot scenarier med strenge krav til nøyaktighet: for eksempel motordeler som krever toleranser på mikronivå, samt optiske eller tetningsflater som krever speilglans.

Hybride fremstillingsløsninger er i ferd med å bli en trend for å integrere styrkene til begge metodene. Fremtidsrettede produsenter kombinerer i økende grad de to prosessene: De bruker additiv fremstilling til å lage nesten ferdige deler med komplekse egenskaper, og benytter deretter subtraktiv bearbeiding for å forfine kritiske overflater og grensesnitt. Denne synergetiske modellen balanserer innovasjon og pålitelighet, for eksempel turbinblader med 3D-printede kjølekanaler og CNC-ferdigstilte profilvinger.
Når det gjelder bærekraftige hensyn, støtter additiv fremstilling en sirkulær økonomi, der gjenbrukte pulver (for eksempel titanlegeringsavfall) kan gjenbrukes i lukkede systemer; mens gjenbruksraten for subtraktiv fremstilling forbedres, står den fortsatt overfor utfordringer knyttet til sortering av metallspåner og gjenoppretting av materialegenskaper.
Angående fremtidens utviklingsbane vil, med fremsteg i digitale produksjonsteknologier, valget mellom additiv og subtraktiv prosessering avhenge av tre sentrale faktorer: delkompleksitet (kompromisset mellom geometrisk frihet og strukturell enkelhet), krav til produksjonsvolum (forskjellen mellom masseproduksjon og tilpassede serier) og bærekraftkrav (materialeffektivitet og indikatorer for karbonavtrykk). Hybridløsninger vil sannsynligvis dominere sektorer med høy verdi, mens spesifikke anvendelsesscenarier vil vekte seg mot én enkelt prosess. Tiden for «enten/eller» near sin ende, og industriell suksess ligger nå i den strategiske integreringen av de to prosessene.

