Evolusi teknologi pembuatan telah melahirkan dua pendekatan dominan: pembuatan tambahan (AM) dan pembuatan pengurangan. Walaupun kedua-duanya bertujuan menghasilkan komponen berfungsi, metodologi, keupayaan, dan hadnya berbeza secara ketara.
Pembuatan secara penolakan mencapai ketepatan melalui penghilangan bahan. Proses ini bermula dengan bilah bahan pepejal (seperti ingot logam dan kepingan plastik) dan menggunakan teknik-teknik seperti pemesinan Kawalan Berangka Komputer (CNC), penggilingan, dan pembubutan untuk menghilangkan bahan secara sistematik bagi memperoleh geometri yang diinginkan. Proses ini mempunyai kelebihan tersendiri: ia memberikan hasil siap permukaan yang sangat baik dan ketepatan dimensi yang tinggi (dengan toleransi ±0,025 mm), permukaan yang menanggung beban mempunyai sifat mekanikal yang unggul disebabkan oleh struktur butir isotropik, dan teknologi matang ini telah diadopsi secara meluas di pelbagai industri. Namun, proses ini juga mempunyai kelemahan yang jelas: pembaziran bahan adalah besar (kadar sisa boleh mencapai sehingga 90% untuk komponen aloi titanium yang kompleks), ia terhad oleh bentuk geometri (contohnya saluran dalaman dan struktur kekisi biasanya tidak dapat dihasilkan), dan haus alat meningkat dengan cepat apabila memproses bahan keras seperti titanium, menyebabkan kos pengeluaran meningkat.

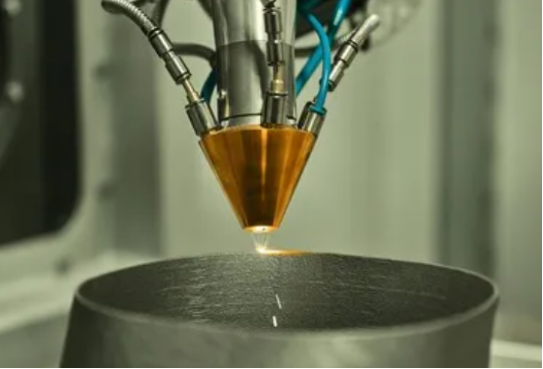
Pembuatan tambahan membina komponen melalui pemendapan lapisan demi lapisan. Berdasarkan model digital, teknik ini membentuk komponen dengan memendapkan bahan (biasanya serbuk logam atau polimer) lapisan demi lapisan, dengan teknologi utama termasuk Peleburan Laser Pilihan (SLM), Pemodelan Deposit Lebur (FDM), dan Penyemburan Pengikat (BJ). Kekuatan utamanya terletak pada: pengeluaran hampir bentuk akhir yang meminimumkan pembaziran bahan (dengan kadar sisa kurang daripada 5%), kebebasan reka bentuk tanpa tandingan (membolehkan pengeluaran bentuk organik, rongga dalaman, dan struktur kekisi ringan), serta keupayaan mencapai pembuatan prototaip pantas dan pengeluaran tersuai (seperti implan perubatan khusus pesakit). Walaupun begitu, teknik ini mempunyai kelemahan: kekasaran permukaan relatif tinggi, kerap memerlukan pemprosesan susulan; sifat bahan bersifat anisotropik yang boleh menjejaskan integriti struktur; isipadu pembinaan terhad, dan kelajuan pengeluaran lambat untuk pengeluaran pukal.
Kecekapan bahan merupakan garis sempadan kritikal antara kedua-duanya, terutamanya jelas dalam pemprosesan logam bernilai tinggi. Pemesinan aloi titanium konvensional membazirkan sejumlah besar bahan mentah, manakala pembuatan tambahan menggunakan lebih daripada 95% serbuk input. Kecekapan ini selaras dengan matlamat kelestarian dan boleh mengurangkan kos bahan mentah dalam jangka panjang.
Dari segi kompromi antara keluwesan rekabentuk dan ketepatan, pembuatan tambahan unggul dalam aplikasi yang memerlukan struktur kompleks: dalam bidang penerbangan angkasa, ia mampu menghasilkan pendakap yang dioptimumkan secara topologi untuk mengurangkan berat tanpa mengorbankan kekuatan; dalam bidang perubatan, ia membolehkan penghasilan implan tulang berpori yang meningkatkan integrasi tisu. Sebaliknya, pembuatan penolakan mendominasi senario yang memerlukan ketepatan ketat: seperti komponen enjin yang memerlukan toleransi tahap mikron, serta permukaan optik atau permukaan pengedap yang memerlukan siaran cermin.

Penyelesaian pembuatan hibrid sedang muncul sebagai satu tren untuk menggabungkan kekuatan kedua-duanya. Pengilang yang berfikiran ke hadapan semakin menggabungkan kedua-dua proses ini: menggunakan pembuatan tambahan untuk menghasilkan komponen hampir bentuk akhir dengan ciri-ciri kompleks, dan kemudian menggunakan pemesinan penyingkiran untuk membaiki permukaan serta antara muka yang kritikal. Model sinergistik ini menyeimbangkan inovasi dan kebolehpercayaan, seperti bilah turbin dengan saluran pendinginan yang dicetak secara 3D dan profil aerodinamik yang diselesaikan menggunakan mesin CNC.
Dari segi pertimbangan kelestarian, pembuatan tambahan menyokong ekonomi bulat, di mana serbuk kitar semula (seperti sisa aloi titanium) boleh digunakan semula dalam sistem gelung tertutup; manakala kadar kitar semula dalam pembuatan penyingkiran sedang meningkat, ia masih menghadapi cabaran dalam memisahkan serpihan logam dan memulihkan sifat bahan.
Mengenai trajektori pembangunan masa depan, dengan kemajuan teknologi pembuatan digital, pilihan antara proses aditif dan subtraktif akan bergantung kepada tiga faktor utama: kerumitan komponen (kompromi antara kebebasan geometri dan kesederhanaan struktur), keperluan isipadu pengeluaran (perbezaan antara pengeluaran pukal dan kelompok tersuai), serta arahan kelestarian (petunjuk kecekapan bahan dan jejak karbon). Penyelesaian hibrid kemungkinan besar akan mendominasi sektor bernilai tinggi, manakala senario aplikasi tertentu akan cenderung menggunakan satu proses sahaja. Zaman "sama ada/atau" sedang berakhir, dan kejayaan industri kini terletak pada integrasi strategik kedua-dua proses tersebut.

