Ražošanas tehnoloģiju attīstība ir radījusi divus dominējošus pieejas veidus: pievienojošo ražošanu (AM) un atņemojošo ražošanu. Lai arī abas tiecas pēc funkcionālu komponentu izgatavošanas, to metodoloģijas, iespējas un ierobežojumi būtiski atšķiras.
Subtraktīvā ražošana sasniedz precizitāti, no materiāla noņemot daļas. Tā sākas ar cietiem materiāla blokiem (piemēram, metāla ingotām un plastmasas plāksnēm) un izmanto tehnoloģijas, piemēram, datorizēto skaitlisko vadību (CNC) apstrādi, frēzēšanu un latēšanu, lai sistēmiski noņemtu materiālu un iegūtu vēlamo ģeometriju. Šai procesam ir skaidri redzamas priekšrocības: tas nodrošina lielisku virsmas apdari un augstu izmēru precizitāti (ar novirzi ±0,025 mm), slodzes izturīgās virsmas raksturo pārākas mehāniskās īpašības, kas izriet no izotropiskās graudu struktūras, un šī nobriedušā tehnoloģija jau plaši tiek izmantota rūpniecībā. Tomēr tai ir arī acīmredzamas ierobežojumu: materiāla zudumi ir būtiski (atkritumu līmenis var sasniegt pat 90 % sarežģītiem titāna sakausējuma izstrādājumiem), tā ir ierobežota ar ģeometriskajām formām (piemēram, iekšējās caurules un režģveida struktūras parasti nav iespējams izgatavot) un rīku nodilums paātrinās, apstrādājot cietus materiālus, piemēram, titānu, kas palielina ražošanas izmaksas.

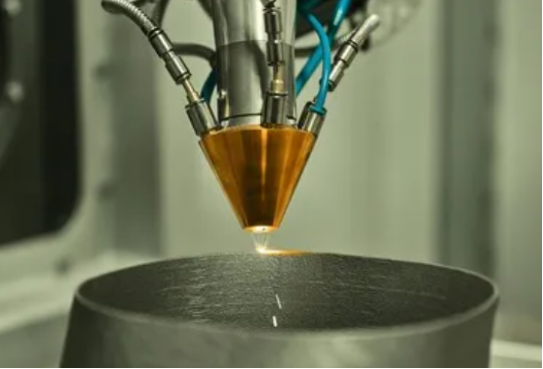
Pievienotā ražošana izgatavo detaļas, slāņu pēc slāņa nogulsnējot materiālu. Pamatojoties uz digitālajiem modeļiem, tā veido komponentus, slāņu pēc slāņa nogulsnējot materiālus (parasti metāla pulveri vai polimēru), un tās galvenās tehnoloģijas ietver selektīvo lāzera kausēšanu (SLM), izkausētās nogulsnēšanas modelēšanu (FDM) un saitnieka strūklu tehnoloģiju (BJ). Tās galvenās priekšrocības ir: gandrīz galīgā formas ražošana, kas minimizē materiālu zudumus (atkritumu līmenis ir mazāks par 5 %), nevienlīdzīga dizaina brīvība (ļaujot ražot organiskas formas, iekšējas dobumus un vieglās režģveida struktūras), kā arī spēja ātri izgatavot prototipus un veikt pielāgotu ražošanu (piemēram, pacientam individuāli pielāgotus medicīniskus implanti). Tomēr tai piemīt arī trūkumi: virsmas raupjums ir salīdzinoši augsts, bieži prasot pēcapstrādi; materiāla īpašības var būt anizotropiskas, kas ietekmē strukturālo stabilitāti; ražošanas tilpums ir ierobežots, un ražošanas ātrums ir lēns masveida ražošanai.
Materiālu efektivitāte ir būtisks atdalījuma punkts starp abām tehnoloģijām, īpaši redzams augstvērtīgu metālu apstrādē. Tradicionālā titāna sakausējumu apstrāde izšķiež lielu daudzumu izejvielu, kamēr pievienojošā ražošana izmanto vairāk nekā 95 % ievadītā pulvera. Šī efektivitāte atbilst ilgtspējas mērķiem un ilgtermiņā var samazināt izejvielu izmaksas.
Attiecībā uz kompromisu starp dizaina elastību un precizitāti pievienojošā ražošana izceļas lietojumos, kuros nepieciešamas sarežģītas struktūras: aerosaimniecības jomā tā var ražot topoloģiski optimizētus balstus, kas samazina svaru, nezaudējot izturību; medicīnas jomā tā ļauj ražot porainus kaulu implantiem, kas veicina audu integrāciju. No otras puses, atņemojošā ražošana dominē situācijās ar stingrām precizitātes prasībām: piemēram, dzinēja komponentiem, kuriem nepieciešami mikronu līmeņa noviržu robežas, un optiskām vai blīvēšanas virsmām, kurām nepieciešama spoguļveida gludums.

Hibrīda ražošanas risinājumi kļūst par tendenci, lai integrētu abu tehnoloģiju priekšrocības. Uz nākotni vērsto ražotāju vidū arvien biežāk notiek abu procesu kombinācija: pievienojošā ražošana tiek izmantota, lai izgatavotu gandrīz galīgas formas detaļas ar sarežģītām īpašībām, un pēc tam tiek izmantota atņemošā apstrāde, lai precīzi apstrādātu kritiskas virsmas un savienojumus. Šis sinerģētiskais modelis līdzsvaro inovācijas un uzticamību, piemēram, turbīnu lāpstiņas ar 3D drukātām dzesēšanas kanāliem un CNC apstrādātiem gaisa plūsmas profiliem.
Ilgtspējas aspektos pievienojošā ražošana atbalsta lokālo ekonomiku, kurā atkritumu pulveri (piemēram, titāna sakausējuma atkritumi) var atkārtoti izmantot aizvērtos ciklos; kamēr atņemošās ražošanas atkārtotas izmantošanas rādītājs uzlabojas, tomēr tā joprojām saskaras ar grūtībām metāla skaidu atdalīšanā un materiāla īpašību atjaunošanā.
Attiecībā uz nākotnes attīstības trajektoriju, ar digitālo ražošanas tehnoloģiju attīstību izvēle starp pievienojošajām un atņemojošajām procesiem būs atkarīga no trim galvenajiem faktoriem: detaļas sarežģītības (kompromiss starp ģeometrisko brīvību un strukturālo vienkāršību), ražošanas apjoma prasībām (atšķirība starp masveida ražošanu un pielāgotām partijām) un ilgtspējas prasībām (materiālu efektivitāte un oglekļa pēdas rādītāji). Hibrīdrisinājumi, visticamāk, dominēs augstvērtīgās nozares, kamēr konkrētos lietojuma scenārijos tiks izvēlēts viens no procesiem. Laiks, kad bija jāizvēlas "vai nu... vai nu...", ir beidzies, un rūpnieciskais panākums šodien balstās uz abu procesu stratēģisko integrāciju.

