Ewolucja technologii produkcyjnych doprowadziła do powstania dwóch dominujących podejść: produkcji przyrostowej (AM) oraz produkcji ubytkowej. Choć obie metody mają na celu wytworzenie funkcjonalnych elementów, ich metodyka, możliwości oraz ograniczenia różnią się znacznie.
Wytwarzanie ubytkowe osiąga precyzję poprzez usuwanie materiału. Proces ten rozpoczyna się od stałych półfabrykatów materiałowych (np. wlewków metalowych i płyt z tworzyw sztucznych) oraz wykorzystuje techniki takie jak obróbka numeryczna sterowana komputerowo (CNC), frezowanie i toczenie, które systematycznie usuwają materiał w celu uzyskania pożądanej geometrii. Proces ten charakteryzuje się wyraźnymi zaletami: zapewnia doskonałą jakość powierzchni oraz wysoką dokładność wymiarową (dopuszczalne odchylenie wynosi ±0,025 mm), a powierzchnie nośne cechują się doskonałymi właściwościami mechanicznymi dzięki izotropowej strukturze ziarnistej; ponadto jest to dojrzała technologia, która została szeroko przyjęta w wielu branżach. Jednak ma ona również oczywiste ograniczenia: zużycie materiału jest znaczne (stopa odpadów może osiągać nawet 90% w przypadku złożonych elementów wykonanych ze stopów tytanu), ograniczona jest możliwością realizacji określonych kształtów geometrycznych (np. kanały wewnętrzne czy struktury siatkowe zwykle nie mogą zostać wytworzone), a zużycie narzędzi przyspiesza się podczas obróbki twardych materiałów, takich jak tytan, co zwiększa koszty produkcji.

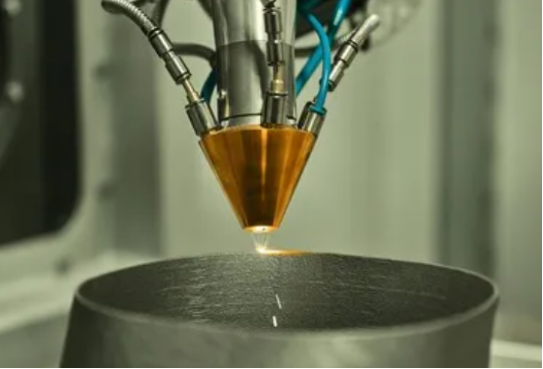
Wytwarzanie przyrostowe polega na budowaniu elementów poprzez warstwowe osadzanie materiału. Na podstawie modeli cyfrowych tworzy się komponenty przez warstwowe osadzanie materiałów (zazwyczaj proszku metalowego lub polimeru), przy zastosowaniu kluczowych technologii, takich jak topienie wybiórcze laserem (SLM), modelowanie przez wytłaczanie stopionej masy (FDM) oraz wiązanie wiązką wiążącą (BJ). Jego główne zalety to: produkcja bliska kształtu końcowemu, minimalizująca odpady materiałowe (z współczynnikiem odpadów mniejszym niż 5%), nieporównywalna swoboda projektowania (umożliwiająca wytwarzanie kształtów organicznych, wnęk wewnętrznych oraz lekkich struktur kratownicowych) oraz możliwość szybkiego prototypowania i produkcji dostosowanej do indywidualnych potrzeb (np. implantów medycznych dopasowanych do konkretnego pacjenta). Niemniej jednak technologia ta ma też swoje ograniczenia: stosunkowo wysoka chropowatość powierzchni, wymagająca często obróbki dodatkowej; anizotropowe właściwości materiału mogą wpływać na integralność konstrukcyjną; ograniczona objętość robocza maszyny oraz niska prędkość produkcji w przypadku masowej produkcji.
Efektywność materiałowa stanowi kluczową granicę rozdzielającą te dwie technologie, szczególnie widoczną przy obróbce metali o wysokiej wartości. Tradycyjna obróbka stopów tytanu powoduje znaczne straty surowców, podczas gdy wytwarzanie przyrostowe wykorzystuje ponad 95% wprowadzonego proszku. Ta efektywność jest zgodna z celami zrównoważonego rozwoju i może w dłuższej perspektywie obniżyć koszty surowców.
W kwestii kompromisu między elastycznością projektowania a precyzją wytwarzanie przyrostowe wyróżnia się w zastosowaniach wymagających struktur złożonych: w przemyśle lotniczym pozwala na produkcję wsporników zoptymalizowanych topologicznie, które zmniejszają masę bez utraty wytrzymałości; w dziedzinie medycyny umożliwia tworzenie porowatych implantów kostnych sprzyjających integracji tkankowej. Z kolei wytwarzanie ubytkowe dominuje w przypadkach, w których stawiane są ścisłe wymagania dotyczące precyzji: np. w produkcji elementów silników wymagających tolerancji na poziomie mikrometrów oraz powierzchni optycznych lub uszczelniających wymagających wykończenia lustrzanego.

Rozwiązania hybrydowe w zakresie produkcji stają się trendem łączącym zalety obu metod. Przemyślane przedsiębiorstwa produkcyjne coraz częściej łączą te dwie techniki: wykorzystują produkcję przyrostową do tworzenia elementów o kształcie bliskim gotowemu (near-net-shape) złożonych cech geometrycznych, a następnie stosują obróbkę ubytkową w celu doprecyzowania kluczowych powierzchni i połączeń. Ten synergiczny model łączy innowacyjność z niezawodnością – przykładem mogą być łopatki turbinowe z chłodzącymi kanałami wydrukowanymi w 3D oraz profilami aerodynamicznymi (airfoil) dopracowanymi frezarką CNC.
Z punktu widzenia kwestii zrównoważonego rozwoju produkcja przyrostowa wspiera gospodarkę obiegu zamkniętego (circular economy), w której materiały odpadowe w postaci proszków (np. odpadów stopów tytanu) mogą być ponownie wykorzystywane w systemach zamkniętych; choć wskaźnik recyklingu w przypadku obróbki ubytkowej stale się poprawia, nadal istnieją wyzwania związane z segregacją wiórków metalowych oraz przywracaniem właściwości materiałowych.
W odniesieniu do przyszłej ścieżki rozwoju, wraz z postępem technologii cyfrowego wytwarzania wybór między procesami addytywnymi a subtrakcyjnymi będzie zależeć od trzech kluczowych czynników: złożoności części (kompromis między swobodą geometryczną a prostotą konstrukcyjną), wymagań dotyczących objętości produkcji (różnica między masową produkcją a partiami dostosowanymi indywidualnie) oraz zobowiązań związanych z zasadami zrównoważonego rozwoju (efektywność wykorzystania materiałów oraz wskaźniki śladu węglowego). Rozwiązania hybrydowe prawdopodobnie będą dominować w sektorach o wysokiej wartości dodanej, podczas gdy konkretne scenariusze zastosowań będą korzystać z jednego, wybranego procesu. Era „albo/albo” dobiega końca, a sukces przemysłowy opiera się obecnie na strategicznej integracji obu tych procesów.

