Vývoj výrobních technologií vedl ke vzniku dvou dominantních přístupů: aditivní výroby (AM) a subtraktivní výroby. Ačkoli oba přístupy mají za cíl vyrábět funkční součásti, jejich metodiky, možnosti a omezení se výrazně liší.
Subtraktivní výroba dosahuje přesnosti odstraňováním materiálu. Začíná se pevnými polotovary (například kovy v ingotech nebo plastové desky) a používají se techniky jako obrábění numericky řízenými stroji (CNC), frézování a soustružení, při nichž se systémově odstraňuje materiál, aby byla dosažena požadovaná geometrie. Tento proces má zřetelné výhody: poskytuje vynikající povrchovou úpravu a vysokou rozměrovou přesnost (s tolerancí ±0,025 mm), nosné povrchy mají díky izotropní struktuře zrna lepší mechanické vlastnosti a zralá technologie je již široce uplatňována v průmyslu. Má však i zřejmé omezení: vzniká značné množství odpadu (u složitých dílů z titanových slitin může být podíl odpadu až 90 %), je omezen geometrickými tvary (například vnitřní kanály či mřížkové struktury jsou obvykle nedosažitelné) a při obrábění tvrdých materiálů, jako je titan, se zrychluje opotřebení nástrojů, což zvyšuje výrobní náklady.

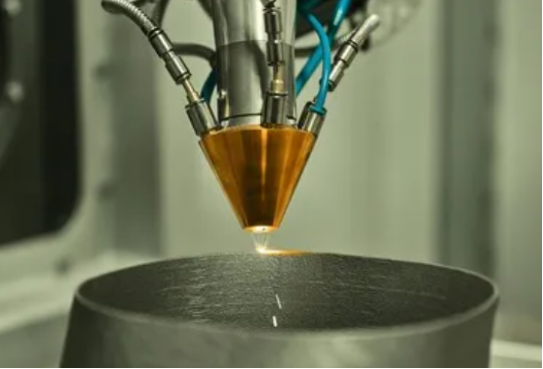
Aditivní výroba vytváří součásti postupným nanášením vrstev. Na základě digitálních modelů tvoří komponenty postupným nanášením materiálů (obvykle kovového prášku nebo polymeru) vrstva po vrstvě; mezi klíčové technologie patří selektivní laserové tavení (SLM), fúzní vytlačování (FDM) a pojivové stříkání (BJ). Její hlavní výhody spočívají v: výrobě téměř hotových dílů, která minimalizuje odpad materiálu (s mírou odpadu nižší než 5 %), neomezené návrhové svobodě (umožňující výrobu organických tvarů, vnitřních dutin a lehkých mřížkových struktur) a schopnosti rychlého vývoje prototypů a individuální výroby (např. lékařských implantátů přizpůsobených konkrétnímu pacientovi). Nicméně má i nevýhody: povrchová drsnost je relativně vysoká, často je proto nutné provést následnou úpravu; anizotropní vlastnosti materiálu mohou ovlivnit pevnost konstrukce; objem výrobní komory je omezený a rychlost výroby je pro sériovou výrobu pomalá.
Efektivita využití materiálu je kritickým rozdělovacím prvkem mezi oběma technologiemi, zejména patrným při zpracování kovů s vysokou hodnotou. Tradiční obrábění titanových slitin způsobuje značnou ztrátu surovin, zatímco aditivní výroba využívá více než 95 % vstupního prášku. Tato efektivita odpovídá cílům udržitelnosti a dlouhodobě může snížit náklady na suroviny.
Pokud jde o kompromis mezi flexibilitou návrhu a přesností, aditivní výroba vyniká v aplikacích vyžadujících složité konstrukce: v leteckém průmyslu umožňuje výrobu topologicky optimalizovaných konzol, které snižují hmotnost bez újmy na pevnosti; v lékařském průmyslu umožňuje výrobu porézních kostních implantátů podporujících integraci tkáně. Subtraktivní výroba naopak dominuje v situacích s přísnými požadavky na přesnost: například u součástí motorů vyžadujících toleranci v řádu mikrometrů nebo u optických či těsnicích povrchů vyžadujících zrcadlový povrch.

Hybridní výrobní řešení se stávají trendem, který umožňuje integrovat výhody obou technologií. Progresivní výrobci čím dál častěji kombinují oba postupy: pomocí aditivní výroby vyrábějí téměř hotové součásti se složitými prvky a následně používají subtraktivní obrábění k dokončení kritických povrchů a rozhraní. Tento synergický přístup vyvažuje inovace a spolehlivost – například lopatky turbín s chladicími kanály vyrobenými metodou 3D tisku a profilovanými aerodynamickými plochami dokončenými na CNC strojích.
Pokud jde o udržitelnost, aditivní výroba podporuje kruhovou ekonomiku, kdy lze recyklované prášky (například odpad z titanových slitin) znovu použít v uzavřených systémech; zatímco míra recyklace u subtraktivní výroby se zlepšuje, stále čelí výzvám spojeným s oddělováním kovových třísek a obnovou vlastností materiálu.
Pokud jde o budoucí vývojovou dráhu, s pokročením digitálních výrobních technologií bude volba mezi aditivními a subtraktivními procesy záviset na třech klíčových faktorech: složitosti dílu (kompromis mezi geometrickou svobodou a konstrukční jednoduchostí), požadavcích na výrobní objem (rozdíl mezi sériovou výrobou a individuálními dávkami) a požadavcích na udržitelnost (účinnost využití materiálů a ukazatele uhlíkové stopy). Hybridní řešení pravděpodobně budou převažovat v odvětvích s vysokou přidanou hodnotou, zatímco konkrétní aplikační scénáře se budou zaměřovat na jeden konkrétní proces. Éra „buď‐anebo“ končí a průmyslový úspěch nyní spočívá ve strategické integraci obou procesů.

