วิวัฒนาการของเทคโนโลยีการผลิตได้ก่อให้เกิดแนวทางหลักสองแบบ ได้แก่ การผลิตแบบเพิ่มเนื้อวัสดุ (AM) และการผลิตแบบลดเนื้อวัสดุ แม้ว่าทั้งสองวิธีจะมีเป้าหมายร่วมกันในการผลิตชิ้นส่วนที่ใช้งานได้จริง แต่กระบวนการ ศักยภาพ และข้อจำกัดของแต่ละวิธีนั้นแตกต่างกันอย่างมาก
การผลิตแบบลบวัสดุ (Subtractive manufacturing) ทำให้ได้ความแม่นยำสูงผ่านกระบวนการตัดแต่งวัสดุออก เริ่มต้นด้วยวัสดุรูปทรงแข็ง (เช่น ก้อนโลหะแท่งและแผ่นพลาสติก) แล้วใช้เทคนิคต่าง ๆ เช่น การกลึงด้วยเครื่องควบคุมตัวเลขด้วยคอมพิวเตอร์ (CNC machining), การกัด (milling), และการกลึง (lathing) เพื่อขจัดวัสดุออกอย่างเป็นระบบจนได้รูปทรงเรขาคณิตตามที่ต้องการ กระบวนการนี้มีข้อได้เปรียบที่ชัดเจน ได้แก่ ให้ผิวเรียบเนียนเป็นพิเศษและความแม่นยำด้านมิติสูง (มีค่าความคลาดเคลื่อน ±0.025 มม.) พื้นผิวที่รับแรงมีสมบัติเชิงกลยอดเยี่ยมเนื่องจากโครงสร้างเม็ดผลึกแบบไอโซโทรปิก (isotropic grain structure) และเทคโนโลยีนี้มีความพร้อมใช้งานสูงและถูกนำไปประยุกต์ใช้อย่างแพร่หลายในหลากหลายอุตสาหกรรม อย่างไรก็ตาม ยังมีข้อจำกัดที่ชัดเจนเช่นกัน ได้แก่ การสูญเสียวัสดุสูงมาก (อัตราของเสียอาจสูงถึง 90% สำหรับชิ้นส่วนโลหะผสมไทเทเนียมที่มีรูปทรงซับซ้อน) มีข้อจำกัดด้านรูปทรงเรขาคณิต (เช่น ช่องภายในและโครงสร้างตาข่ายมักไม่สามารถผลิตได้) และการสึกหรอของเครื่องมือเพิ่มขึ้นอย่างรวดเร็วเมื่อประมวลผลวัสดุที่มีความแข็งสูง เช่น ไทเทเนียม ซึ่งส่งผลให้ต้นทุนการผลิตสูงขึ้น

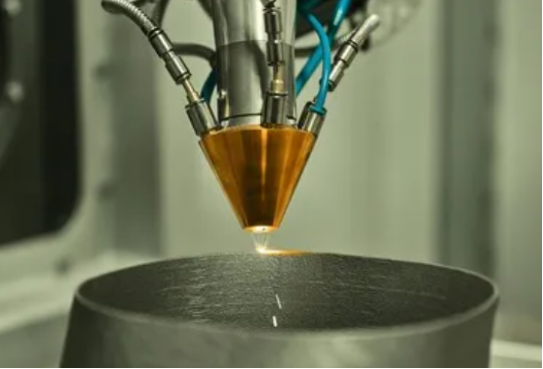
การผลิตแบบเพิ่มมูลค่า (Additive manufacturing) สร้างชิ้นส่วนผ่านกระบวนการวางทับซ้อนเป็นชั้นๆ ตามแบบจำลองดิจิทัล โดยขึ้นรูปชิ้นส่วนด้วยการวางวัสดุ (โดยทั่วไปคือผงโลหะหรือพอลิเมอร์) ทีละชั้น ซึ่งเทคโนโลยีหลักประกอบด้วย การหลอมด้วยเลเซอร์แบบเลือกสรร (Selective Laser Melting: SLM), การขึ้นรูปด้วยการปล่อยวัสดุแบบหลอมละลาย (Fused Deposition Modeling: FDM) และการฉีดสารยึดเกาะ (Binder Jetting: BJ) จุดแข็งหลักของเทคโนโลยีนี้ ได้แก่ การผลิตใกล้เคียงรูปร่างสุดท้าย (near-net-shape production) ซึ่งช่วยลดของเสียจากวัสดุให้น้อยที่สุด (อัตราของเสียต่ำกว่า 5%) ความเสรีในการออกแบบที่ไม่มีใครเทียบได้ (ทำให้สามารถผลิตชิ้นส่วนรูปร่างอินทรีย์ โพรงภายใน และโครงสร้างตาข่ายน้ำหนักเบา) รวมถึงความสามารถในการสร้างต้นแบบอย่างรวดเร็วและการผลิตแบบเฉพาะบุคคล (เช่น อุปกรณ์ฝังทางการแพทย์ที่ออกแบบเฉพาะผู้ป่วยแต่ละราย) อย่างไรก็ตาม เทคโนโลยีนี้ยังมีข้อจำกัดบางประการ ได้แก่ ความหยาบของผิวสัมผัสค่อนข้างสูง มักจำเป็นต้องผ่านกระบวนการตกแต่งผิวเพิ่มเติม, สมบัติของวัสดุมีความแปรผันตามแนวของชั้น (anisotropic material properties) ซึ่งอาจส่งผลต่อความแข็งแรงของโครงสร้าง, ปริมาตรการผลิตมีข้อจำกัด และความเร็วในการผลิตต่ำเมื่อเปรียบเทียบกับการผลิตจำนวนมาก
ประสิทธิภาพด้านวัสดุเป็นเส้นแบ่งที่สำคัญระหว่างสองกระบวนการนี้ โดยเฉพาะอย่างยิ่งในขั้นตอนการแปรรูปโลหะมูลค่าสูง ซึ่งการกลึงโลหะผสมไทเทเนียมแบบดั้งเดิมทำให้วัตถุดิบสูญเสียไปจำนวนมาก ในขณะที่การผลิตแบบเพิ่มวัสดุ (additive manufacturing) ใช้วัตถุดิบผงเป็นปัจจัยนำเข้าได้มากกว่า 95% ประสิทธิภาพนี้สอดคล้องกับเป้าหมายด้านความยั่งยืน และสามารถลดต้นทุนวัตถุดิบในระยะยาวได้
ในแง่ของการแลกเปลี่ยนระหว่างความยืดหยุ่นในการออกแบบกับความแม่นยำ การผลิตแบบเพิ่มวัสดุโดดเด่นในแอปพลิเคชันที่ต้องการโครงสร้างที่ซับซ้อน เช่น ในสาขาอวกาศ สามารถผลิตโครงยึดที่ผ่านการปรับแต่งรูปทรงเชิงทอพอโลยี (topology-optimized brackets) เพื่อลดน้ำหนักโดยไม่ลดทอนความแข็งแรง; ในสาขาการแพทย์ สามารถผลิตปลูกถ่ายกระดูกแบบมีรูพรุนที่ส่งเสริมการผสานรวมกับเนื้อเยื่อของร่างกาย สำหรับการผลิตแบบตัดแต่งวัสดุ (subtractive manufacturing) นั้น จะครองตลาดในสถานการณ์ที่ต้องการความแม่นยำสูงอย่างเข้มงวด เช่น ชิ้นส่วนเครื่องยนต์ที่ต้องการความคลาดเคลื่อนในระดับไมครอน (micron-level tolerances) และพื้นผิวออปติกหรือพื้นผิวสำหรับการปิดผนึกที่ต้องการผิวเงาแบบกระจก (mirror finishes)

โซลูชันการผลิตแบบไฮบริดกำลังก้าวขึ้นเป็นแนวโน้มหนึ่งที่มุ่งเน้นการผสานจุดแข็งของทั้งสองวิธีเข้าด้วยกัน ผู้ผลิตที่มีวิสัยทัศน์ไกลมองเห็นถึงศักยภาพนี้จึงเริ่มนำกระบวนการทั้งสองมาใช้ร่วมกันมากขึ้น โดยใช้การผลิตแบบเพิ่มวัสดุ (Additive Manufacturing) เพื่อสร้างชิ้นส่วนที่ใกล้เคียงรูปร่างสุดท้าย (near-net-shape) ที่มีลักษณะซับซ้อน และตามด้วยการกลึงหรือกัดแบบลบวัสดุ (Subtractive Machining) เพื่อปรับแต่งพื้นผิวและรอยต่อที่สำคัญให้มีความแม่นยำสูง โมเดลเชิงร่วมมือเช่นนี้จึงสามารถรักษาสมดุลระหว่างนวัตกรรมและความน่าเชื่อถือได้อย่างลงตัว เช่น ใบพัดเทอร์ไบน์ที่มีช่องระบายความร้อนแบบพิมพ์สามมิติ (3D-printed cooling channels) และอากาศพลศาสตร์ (airfoils) ที่ผ่านการขึ้นรูปด้วยเครื่องจักร CNC
ในแง่ของประเด็นความยั่งยืน การผลิตแบบเพิ่มวัสดุสนับสนุนเศรษฐกิจหมุนเวียน (circular economy) โดยผงวัสดุที่ผ่านการรีไซเคิลแล้ว (เช่น เศษโลหะผสมไทเทเนียม) สามารถนำมาใช้ซ้ำได้ในระบบแบบวงจรปิด (closed-loop systems) ขณะที่อัตราการรีไซเคิลของการผลิตแบบลบวัสดุนั้นมีแนวโน้มดีขึ้น แต่ยังคงเผชิญความท้าทายในการแยกเศษโลหะ (metal chips) ออกอย่างมีประสิทธิภาพ และการฟื้นฟูคุณสมบัติของวัสดุให้กลับคืนสู่สภาพเดิม
เกี่ยวกับแนวโน้มการพัฒนาในอนาคต ด้วยความก้าวหน้าของเทคโนโลยีการผลิตแบบดิจิทัล การเลือกระหว่างกระบวนการแบบเพิ่มวัสดุ (additive) กับกระบวนการแบบลดวัสดุ (subtractive) จะขึ้นอยู่กับปัจจัยหลักสามประการ ได้แก่ ความซับซ้อนของชิ้นส่วน (การแลกเปลี่ยนระหว่างอิสระในการออกแบบรูปทรงกับความเรียบง่ายของโครงสร้าง) ความต้องการปริมาณการผลิต (ความแตกต่างระหว่างการผลิตจำนวนมากกับการผลิตแบบปรับแต่งเป็นชุดย่อย) และข้อกำหนดด้านความยั่งยืน (ประสิทธิภาพการใช้วัสดุและตัวชี้วัดผลกระทบต่อคาร์บอน) โซลูชันแบบผสมผสาน (hybrid) มีแนวโน้มครองตลาดในภาคอุตสาหกรรมที่มีมูลค่าสูง ในขณะที่สถานการณ์การใช้งานเฉพาะบางประการจะเน้นไปที่กระบวนการใดกระบวนการหนึ่งเป็นพิเศษ ยุคของการเลือก "อย่างใดอย่างหนึ่งเท่านั้น" กำลังจะสิ้นสุดลง และความสำเร็จในภาคอุตสาหกรรมในปัจจุบันขึ้นอยู่กับการผสานรวมเชิงกลยุทธ์ระหว่างสองกระบวนการนี้

