L'evoluzione delle tecnologie produttive ha dato origine a due approcci dominanti: la produzione additiva (AM) e la produzione sottrattiva. Sebbene entrambi mirino alla realizzazione di componenti funzionali, i loro metodi, le loro capacità e i loro limiti divergono in modo significativo.
La produzione sottrattiva raggiunge la precisione mediante la rimozione di materiale. Parte da billette di materiale solido (ad esempio lingotti metallici e lastre di plastica) e utilizza tecniche come la lavorazione a controllo numerico computerizzato (CNC), la fresatura e il tornio per rimuovere sistematicamente materiale e ottenere la geometria desiderata. Questo processo presenta vantaggi distintivi: garantisce un’eccellente finitura superficiale e un’elevata accuratezza dimensionale (con una tolleranza di ±0,025 mm); le superfici portanti presentano proprietà meccaniche superiori grazie alla struttura isotropa dei grani; inoltre, la tecnologia consolidata è ampiamente adottata in numerosi settori industriali. Tuttavia, presenta anche limitazioni evidenti: lo spreco di materiale è notevole (il tasso di scarto può raggiungere fino al 90% per componenti complessi in lega di titanio); è vincolata dalle forme geometriche (ad esempio, canali interni e strutture reticolari sono generalmente irrealizzabili); infine, l’usura degli utensili si accelera durante la lavorazione di materiali duri come il titanio, aumentando i costi di produzione.

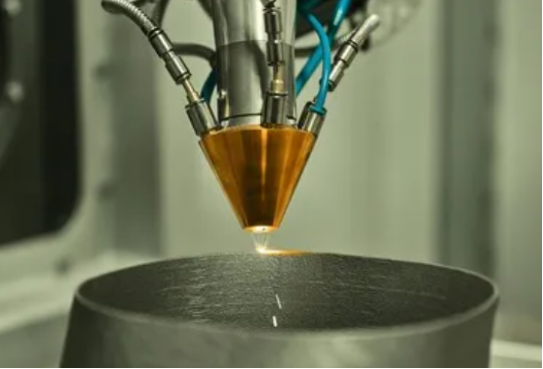
La produzione additiva costruisce i componenti mediante deposizione strato dopo strato. Basata su modelli digitali, forma i componenti depositando materiali (tipicamente polvere metallica o polimeri) strato dopo strato; le principali tecnologie includono la fusione selettiva con laser (SLM), la modellazione a deposizione fusa (FDM) e la gettatura con legante (BJ). I suoi punti di forza principali sono: la produzione quasi-finita, che riduce al minimo gli sprechi di materiale (con un tasso di scarto inferiore al 5%); una libertà progettuale senza pari (che consente la realizzazione di forme organiche, cavità interne e strutture reticolari leggere); e la capacità di realizzare prototipi rapidi e produzioni personalizzate (ad esempio impianti medici specifici per il paziente). Tuttavia, presenta alcuni svantaggi: la rugosità superficiale è relativamente elevata, richiedendo spesso una lavorazione successiva; le proprietà anisotrope del materiale possono influenzare l’integrità strutturale; il volume di costruzione è limitato e la velocità di produzione è lenta per la produzione in serie.
L'efficienza dei materiali rappresenta una linea di demarcazione fondamentale tra i due processi, particolarmente evidente nella lavorazione di metalli ad alto valore. La lavorazione tradizionale delle leghe di titanio comporta sprechi ingenti di materiale grezzo, mentre la produzione additiva utilizza oltre il 95% della polvere in ingresso. Questa efficienza è coerente con gli obiettivi di sostenibilità e può ridurre i costi dei materiali grezzi a lungo termine.
Per quanto riguarda il compromesso tra flessibilità progettuale e precisione, la produzione additiva eccelle nelle applicazioni che richiedono strutture complesse: nel settore aerospaziale, consente di realizzare supporti ottimizzati topologicamente che riducono il peso senza sacrificare la resistenza; nel settore medico, permette la produzione di impianti ossei porosi che favoriscono l'integrazione tissutale. La lavorazione sottrattiva, invece, domina negli ambiti che richiedono precisione rigorosa: ad esempio, componenti motore che necessitano di tolleranze dell'ordine del micron e superfici ottiche o di tenuta che richiedono finiture a specchio.

Le soluzioni di produzione ibrida stanno emergendo come una tendenza per integrare i punti di forza di entrambi i processi. I produttori più innovativi stanno sempre più combinando i due metodi: utilizzano la produzione additiva per realizzare componenti quasi-finiti con caratteristiche complesse e ricorrono successivamente alla lavorazione sottrattiva per rifinire superfici e interfacce critiche. Questo modello sinergico bilancia innovazione e affidabilità, come nel caso di pale di turbina dotate di canali di raffreddamento stampati in 3D e profili aerodinamici finiti mediante fresatura CNC.
Per quanto riguarda le considerazioni di sostenibilità, la produzione additiva supporta un’economia circolare, nella quale le polveri riciclate (ad esempio residui di lega di titanio) possono essere riutilizzate in sistemi a ciclo chiuso; sebbene il tasso di riciclo della produzione sottrattiva stia migliorando, essa continua ad affrontare sfide legate alla separazione dei trucioli metallici e al ripristino delle proprietà del materiale.
Per quanto riguarda la futura traiettoria di sviluppo, con il progresso delle tecnologie della produzione digitale, la scelta tra processi additivi e sottrattivi dipenderà da tre fattori fondamentali: complessità del componente (il compromesso tra libertà geometrica e semplicità strutturale), esigenze di volume produttivo (la differenza tra produzione di massa e lotti personalizzati) e obblighi in materia di sostenibilità (efficienza dei materiali e indicatori di impronta carbonica). Le soluzioni ibride probabilmente domineranno i settori ad alto valore aggiunto, mentre specifici scenari applicativi tenderanno a privilegiare un singolo processo. L’era del «o l’uno o l’altro» sta volgendo al termine e il successo industriale risiede ormai nell’integrazione strategica dei due processi.

