Η εξέλιξη των τεχνολογιών κατασκευής οδήγησε στην ανάδυση δύο κυρίαρχων προσεγγίσεων: της προσθετικής κατασκευής (AM) και της αφαιρετικής κατασκευής. Παρόλο που και οι δύο στοχεύουν στην παραγωγή λειτουργικών εξαρτημάτων, οι μεθοδολογίες τους, οι δυνατότητες και οι περιορισμοί τους διαφέρουν σημαντικά.
Η υποτρακτική κατασκευή επιτυγχάνει ακρίβεια μέσω αφαίρεσης υλικού. Ξεκινά με στερεά υλικά μπιλέτ (όπως μεταλλικά κομμάτια και πλάκες πλαστικού) και χρησιμοποιεί τεχνικές όπως η κατεργασία με Αριθμητικό Έλεγχο Υπολογιστή (CNC), η φρεζάρισμα και η τόρνευση, προκειμένου να αφαιρεθεί συστηματικά υλικό και να επιτευχθεί η επιθυμητή γεωμετρία. Αυτή η διαδικασία προσφέρει σαφείς πλεονεκτήματα: παρέχει εξαιρετική επιφανειακή απόδοση και υψηλή διαστατική ακρίβεια (με ανοχή ±0,025 mm), οι επιφάνειες που αναλαμβάνουν φορτίο παρουσιάζουν ανώτερες μηχανικές ιδιότητες λόγω της ισότροπης δομής των κόκκων, ενώ η ώριμη τεχνολογία έχει ευρέως εφαρμοστεί σε διάφορους κλάδους. Ωστόσο, παρουσιάζει επίσης σαφείς περιορισμούς: η απώλεια υλικού είναι σημαντική (ο ρυθμός απορριμμάτων μπορεί να φτάσει το 90% για πολύπλοκα εξαρτήματα από κράμα τιτανίου), είναι περιορισμένη ως προς τα γεωμετρικά σχήματα (π.χ. εσωτερικοί αγωγοί και πλέγματα συνήθως δεν είναι εφικτά) και η φθορά των εργαλείων επιταχύνεται κατά την κατεργασία σκληρών υλικών, όπως το τιτάνιο, αυξάνοντας το κόστος παραγωγής.

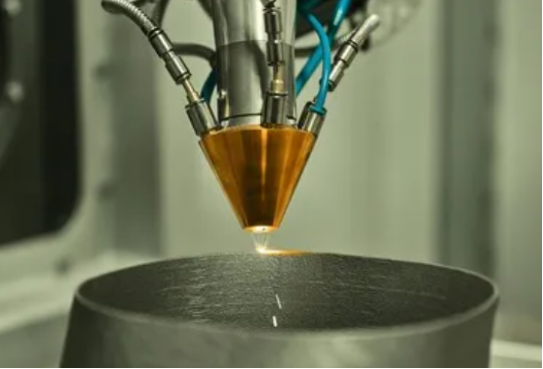
Η προσθετική κατασκευή κατασκευάζει εξαρτήματα μέσω στρωματικής καταβόσκισης. Βασιζόμενη σε ψηφιακά μοντέλα, δημιουργεί εξαρτήματα καταβάλλοντας υλικά (συνήθως μεταλλική σκόνη ή πολυμερές) στρώμα με στρώμα, με κύριες τεχνολογίες την Επιλεκτική Τήξη με Λέιζερ (SLM), τη Μοντελοποίηση Συγχωνευμένης Απόθεσης (FDM) και την Απόθεση Δεσμών (BJ). Οι βασικές της δυνάμεις είναι: η παραγωγή σχεδόν τελικού σχήματος (near-net-shape), η οποία ελαχιστοποιεί την απόρριψη υλικού (με ποσοστό απορρίψεων κάτω του 5%), η ανεπίτρεπτη ελευθερία σχεδιασμού (που επιτρέπει την κατασκευή οργανικών σχημάτων, εσωτερικών κοιλοτήτων και ελαφρών πλεγματικών δομών) και η δυνατότητα επίτευξης γρήγορης πρωτοτυποποίησης και προσαρμοστικής παραγωγής (όπως ειδικά προσαρμοσμένες ιατρικές εμφυτεύσεις για συγκεκριμένους ασθενείς). Ωστόσο, παρουσιάζει και μειονεκτήματα: η τραχύτητα της επιφάνειας είναι σχετικά υψηλή, κάτι που απαιτεί συχνά μετα-επεξεργασία· οι ανισότροπες ιδιότητες των υλικών μπορεί να επηρεάζουν τη δομική ακεραιότητα· ο όγκος κατασκευής είναι περιορισμένος και η ταχύτητα παραγωγής είναι αργή για μαζική παραγωγή.
Η αποδοτικότητα χρήσης των υλικών αποτελεί μια κρίσιμη διαχωριστική γραμμή μεταξύ των δύο μεθόδων, ιδιαίτερα εμφανή στην επεξεργασία μετάλλων υψηλής αξίας. Η παραδοσιακή κατεργασία κραμάτων τιτανίου προκαλεί μεγάλες απώλειες πρώτων υλών, ενώ η προσθετική κατασκευή χρησιμοποιεί πάνω από το 95% της εισερχόμενης σκόνης. Αυτή η αποδοτικότητα συμβαδίζει με τους στόχους βιωσιμότητας και μπορεί να μειώσει το κόστος των πρώτων υλών στο μακροπρόθεσμο.
Όσον αφορά τον συμβιβασμό μεταξύ ευελιξίας σχεδιασμού και ακρίβειας, η προσθετική κατασκευή ξεχωρίζει σε εφαρμογές που απαιτούν πολύπλοκες δομές: στον αεροδιαστημικό τομέα, μπορεί να παράγει βάσεις βελτιστοποιημένες ως προς την τοπολογία, οι οποίες μειώνουν το βάρος χωρίς να θυσιάζουν την αντοχή· στον ιατρικό τομέα, επιτρέπει την παραγωγή πορώδων εμφυτευμάτων για το οστό που προωθούν την ενσωμάτωση ιστών. Αντιθέτως, η αφαιρετική κατασκευή επικρατεί σε σενάρια με αυστηρές απαιτήσεις ακρίβειας, όπως στα εξαρτήματα κινητήρα που απαιτούν τολεραντάρισμα σε επίπεδο μικρομέτρων, καθώς και σε οπτικές ή στεγανές επιφάνειες που απαιτούν επεξεργασία με επίπεδο καθρέφτη.

Οι υβριδικές λύσεις κατασκευής αναδύονται ως μια τάση που ενσωματώνει τα πλεονεκτήματα και των δύο μεθόδων. Οι προοδευτικοί κατασκευαστές συνδυάζουν όλο και περισσότερο αυτές τις δύο διαδικασίες: χρησιμοποιούν την προσθετική κατασκευή για την παραγωγή εξαρτημάτων σχεδόν τελικού σχήματος με πολύπλοκα χαρακτηριστικά, και στη συνέχεια εφαρμόζουν υποτρακτική κατεργασία για την ακριβή διαμόρφωση κρίσιμων επιφανειών και διεπαφών. Αυτό το συνεργικό μοντέλο εξισορροπεί καινοτομία και αξιοπιστία, όπως π.χ. πτερύγια τουρμπίνας με διαδικασία εκτύπωσης 3D για τα κανάλια ψύξης και τελική κατεργασία με CNC για τα αεροδυναμικά πτερύγια.
Όσον αφορά τις πτυχές της βιωσιμότητας, η προσθετική κατασκευή υποστηρίζει την κυκλική οικονομία, όπου ανακυκλώσιμα πούδρα (όπως από σκραπ κράματος τιτανίου) μπορούν να επαναχρησιμοποιηθούν σε συστήματα κλειστού κύκλου· ενώ ο ρυθμός ανακύκλωσης της υποτρακτικής κατασκευής βελτιώνεται, παραμένουν ακόμη προκλήσεις στον διαχωρισμό των μεταλλικών υπολειμμάτων και στην αποκατάσταση των φυσικών ιδιοτήτων των υλικών.
Όσον αφορά τη μελλοντική πορεία ανάπτυξης, με την πρόοδο των τεχνολογιών ψηφιακής παραγωγής, η επιλογή μεταξύ προσθετικών και αφαιρετικών διαδικασιών θα εξαρτάται από τρεις βασικούς παράγοντες: την πολυπλοκότητα του εξαρτήματος (τον συμβιβασμό μεταξύ γεωμετρικής ελευθερίας και δομικής απλότητας), τις απαιτήσεις όγκου παραγωγής (τη διαφορά μεταξύ μαζικής παραγωγής και προσαρμοσμένων παρτίδων) και τις υποχρεώσεις βιωσιμότητας (δείκτες αποδοτικότητας χρήσης υλικών και ανθρακικού αποτυπώματος). Οι υβριδικές λύσεις πιθανόν να επικρατήσουν σε τομείς υψηλής αξίας, ενώ συγκεκριμένα σενάρια εφαρμογής θα προτιμούν μία μόνο διαδικασία. Η εποχή του «είτε/είτε» έρχεται στο τέλος της, και η βιομηχανική επιτυχία βρίσκεται πλέον στη στρατηγική ενσωμάτωση των δύο διαδικασιών.

