ການພັດທະນາຂອງເຕັກໂນໂລຢີການຜະລິດໄດ້ນຳໄປສູ່ວິທີການສອງຢ່າງທີ່ເປັນທີ່ນິຍົມ: ການຜະລິດແບບເພີ່ມ (AM) ແລະ ການຜະລິດແບບຫັກລົບ. ເຖິງແນວໃດກໍຕາມ ທັງສອງວິທີນີ້ມີຈຸດປະສົງເພື່ອຜະລິດຊິ້ນສ່ວນທີ່ໃຊ້ງານໄດ້ ແຕ່ວິທີການ, ຄວາມສາມາດ ແລະ ຂໍ້ຈຳກັດຂອງມັນແຕກຕ່າງກັນຢ່າງມີນັກ.
ການຜະລິດແບບຫັກລົງບັນລຸຄວາມຖືກຕ້ອງຜ່ານການຂັບໄລ່ວັດສະດຸອອກ. ມັນເລີ່ມຕົ້ນດ້ວຍວັດສະດຸທີ່ເປັນກ້ອນທີ່ເປັນເນື້ອດຽວ (ເຊັ່ນ: ກ້ອນເຫຼັກ ແລະ ແຜ່ນພລາສຕິກ) ແລະ ໃຊ້ເຕັກນິກຕ່າງໆ ເຊັ່ນ: ການກັດແບບຄອມພິວເຕີ (CNC), ການເຈາະ, ແລະ ການຕັດແບບລູກກະໂລ່ກະລີ້ນ ເພື່ອຂັບໄລ່ວັດສະດຸອອກຢ່າງເປັນລະບົບ ເພື່ອໃຫ້ໄດ້ຮູບຮ່າງທີ່ຕ້ອງການ. ຂະບວນການນີ້ມີຂໍ້ດີທີ່ເດັ່ນຊັດ: ມັນໃຫ້ຜິວໜ້າທີ່ມີຄຸນນະພາບດີເລີດ ແລະ ຄວາມຖືກຕ້ອງດ້ານມິຕິສູງ (ມີຄວາມເປັນໄປໄດ້ຂອງຄວາມຜິດພາດ ±0.025 ມມ), ພື້ນທີ່ທີ່ຮັບນ້ຳໜັກມີຄຸນສົມບັດທາງກົນຈັກທີ່ດີເລີດ ເນື່ອງຈາກໂຄງສ້າງເມັດທີ່ເທົ່າທຽມກັນທຸກທິດທາງ, ແລະ ເຕັກໂນໂລຊີທີ່ສຸກງາມແລ້ວນີ້ໄດ້ຖືກນຳໃຊ້ຢ່າງກວ້າງຂວາງໃນອຸດສາຫະກຳຕ່າງໆ. ເຖິງຢ່າງໃດກໍຕາມ, ມັນກໍມີຂໍ້ຈຳກັດທີ່ຊັດເຈນ: ການສູນເສຍວັດສະດຸແມ່ນຫຼາຍ (ອັດຕາການເສຍຫຼັງສາມາດເຖິງ 90% ສຳລັບຊິ້ນສ່ວນທີ່ເຮັດຈາກອະລູມິເນີ້ມທີ່ມີຮູບຮ່າງສັບສົນ), ມັນຖືກຈຳກັດໂດຍຮູບຮ່າງທາງເລຂາຄະນິດ (ເຊັ່ນ: ຊ່ອງທາງທີ່ຢູ່ພາຍໃນ ແລະ ໂຄງສ້າງແບບເຊື້ອຂ່າຍມັກຈະບໍ່ສາມາດຜະລິດໄດ້), ແລະ ການສຶກຫຼຸດຂອງເຄື່ອງມືເລີ່ມໄວຂຶ້ນເມື່ອປຸງແຕ່ງວັດສະດຸທີ່ແຂງເຊັ່ນ: ທີເຕນຽມ, ເຊິ່ງເຮັດໃຫ້ຕົ້ນທຶນການຜະລິດເພີ່ມຂຶ້ນ.

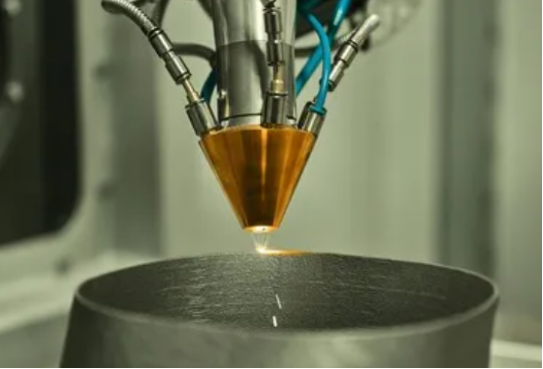
ການຜະລິດທີ່ເປັນເອກະລັກ (Additive manufacturing) ສ້າງຊິ້ນສ່ວນດ້ວຍການເຮັດໃຫ້ແຕ່ລະຊັ້ນຕໍ່ເຂົ້າກັນ. ໂດຍອີງໃສ່ແບບຈຳລອງດິຈິຕອນ, ມັນສ້າງຊິ້ນສ່ວນດ້ວຍການເຮັດໃຫ້ວັດຖຸ (ມັກຈະເປັນຝຸ່ນເຫຼັກ ຫຼື ພັນທະສານ) ຕິດຕັ້ງທີລະຊັ້ນໆໄປ, ໂດຍເຕັກໂນໂລຢີທີ່ສຳຄັນປະກອບມີ: ການລະລາຍດ້ວຍເລເຊີແສງທີ່ເລືອກໄດ້ (Selective Laser Melting - SLM), ການຂຶ້ນຮູບດ້ວຍການປະສົມເຂົ້າກັນຂອງວັດຖຸທີ່ລະລາຍ (Fused Deposition Modeling - FDM), ແລະ ການພິມດ້ວຍການຈັບເອົາດ້ວຍທາດເຊື່ອມ (Binder Jetting - BJ). ຈຸດເດັ່ນຫຼັກຂອງມັນແມ່ນ: ການຜະລິດທີ່ເກືອບຄືກັບຮູບຮ່າງສຸດທ້າຍ (near-net-shape production) ເຊິ່ງຊ່ວຍຫຼຸດຜ່ອນການສູນເສຍວັດຖຸດິບໃຫ້ໜ້ອຍທີ່ສຸດ (ອັດຕາການສູນເສຍຕ່ຳກວ່າ 5%), ຄວາມເປັນເອກະລັກໃນການອອກແບບທີ່ບໍ່ມີໃຜເທືອມ (ເຮັດໃຫ້ສາມາດຜະລິດຮູບຮ່າງທີ່ເປັນອິນິນ, ຊ່ອງຫວ່າງທີ່ຢູ່ພາຍໃນ, ແລະ ລະຄອບທີ່ເບົາແບບ), ແລະ ສາມາດເຮັດໃຫ້ມີການຜະລິດຕົວຢ່າງຢ່າງໄວ (rapid prototyping) ແລະ ການຜະລິດຕາມຄວາມຕ້ອງການເປັນພິເສດ (ເຊັ່ນ: ອຸປະກອນທາງການແພດທີ່ເຮັດຂຶ້ນຕາມຄວາມຕ້ອງການຂອງຜູ້ປ່ວຍເປັນພິເສດ). ອີງຕາມນີ້, ມັນຍັງມີຂໍ້ຈຳກັດບາງປະການ: ພື້ນຜິວມີຄວາມຂຸ່ມຂື່ນສູງ, ເຊິ່ງມັກຈະຕ້ອງໄດ້ຮັບການປຸງແຕ່ງຕໍ່ເປັນພິເສດ; ຄຸນສົມບັດຂອງວັດຖຸທີ່ແຕກຕ່າງກັນຕາມທິດທາງ (anisotropic material properties) ອາດຈະສົ່ງຜົນຕໍ່ຄວາມເຂັ້ມແຂງຂອງໂຄງສ້າງ; ຂະໜາດຂອງເຂດການຜະລິດ (build volume) ມີຂອບເຂດຈຳກັດ, ແລະ ຄວາມໄວໃນການຜະລິດຍັງຊ້າເມື່ອຕ້ອງຜະລິດໃນຈຳນວນຫຼາຍ.
ປະສິດທິພາບຂອງວັດຖຸແມ່ນເປັນເສັ້ນແບ່ງທີ່ສຳຄັນລະຫວ່າງສອງວິທີການນີ້ ໂດຍເປັນທີ່ເຫັນໄດ້ຢ່າງຊັດເຈນເປັນພິເສດໃນການປຸງແຕ່ງໂລຫະທີ່ມີມູນຄ່າສູງ. ການຕັດແຕ່ງອະລົງຄ໌ທີ່ເຮັດຈາກທີເຕນຽມແບບດັ້ງເດີມຈະເສີຍວັດຖຸດິບຈຳນວນຫຼາຍ, ໃນຂະນະທີ່ການຜະລິດແບບເພີ່ມ (additive manufacturing) ຈະໃຊ້ຜົງທີ່ປ້ອນເຂົ້າໄປຫຼາຍກວ່າ 95%. ປະສິດທິພາບນີ້ເຂົ້າກັນໄດ້ກັບເປົ້າໝາຍດ້ານຄວາມຍືນຍົງ ແລະ ສາມາດຫຼຸດຕົ້ນຄ່າວັດຖຸດິບໃນໄລຍະຍາວ.
ໃນດ້ານການເລືອກເອົາລະຫວ່າງຄວາມຫຼາກຫຼາຍດ້ານການອອກແບບ ແລະ ຄວາມຖືກຕ້ອງ, ການຜະລິດແບບເພີ່ມມີຄວາມເດັ່ນໃນການນຳໃຊ້ທີ່ຕ້ອງການໂຄງສ້າງທີ່ສັບສົນ: ໃນດ້ານອາວະກາດ, ມັນສາມາດຜະລິດເຄື່ອງຈັກທີ່ຖືກອອກແບບດ້ວຍເຕັກນິກ topology optimization ເພື່ອຫຼຸດນ້ຳໜັກໂດຍບໍ່ເສຍຄວາມແຂງແຮງ; ໃນດ້ານການແພດ, ມັນເຮັດໃຫ້ເກີດການຜະລິດອຸປະກອນທີ່ໃຊ້ໃນການເຮັດຄືນຄວາມເປັນທຳມະຊາດຂອງເນື້ອເຍື່ອຂອງເບື້ອງໃນຮ່າງກາຍ (bone implants) ທີ່ມີຮູບແບບເປີດ (porous) ເພື່ອສົ່ງເສີມການເຊື່ອມຕໍ່ກັບເນື້ອເຍື່ອ. ສ່ວນການຜະລິດແບບຫຼຸດ (subtractive manufacturing) ແລ້ວນີ້ຈະເປັນທີ່ນິຍົມໃຊ້ໃນສະຖານະການທີ່ຕ້ອງການຄວາມຖືກຕ້ອງທີ່ເຂັ້ມງວດ: ເຊັ່ນ ສ່ວນປະກອບຂອງເຄື່ອງຈັກທີ່ຕ້ອງການຄວາມຖືກຕ້ອງໃນລະດັບ micron, ແລະ ພື້ນທີ່ທີ່ໃຊ້ສຳລັບເລນສ໌ ຫຼື ພື້ນທີ່ທີ່ໃຊ້ສຳລັບການປິດຜົນ (optical or sealing surfaces) ທີ່ຕ້ອງການຜິວທີ່ເງົາເຫັນເປັນເງົາແບບເປີດ (mirror finishes).

ວິທີການຜະລິດຮ່ວມກັນ (Hybrid manufacturing) ແມ່ນເກີດຂື້ນເປັນແນວໂນ້ມໃໝ່ເພື່ອປະສົມປະສານຈุดເດັ່ນຂອງທັງສອງວິທີ. ຜູ້ຜະລິດທີ່ມີມຸມມອງໄປຂ້າງໆ ແມ່ນກຳລັງປະສົມປະສານທັງສອງຂະບວນການຢ່າງເພີ່ມຂື້ນ: ໃຊ້ການຜະລິດເພີ່ມ (additive manufacturing) ເພື່ອຜະລິດຊີ້ນສ່ວນທີ່ມີຮູບຮ່າງເກືອບຄືກັບຮູບຮ່າງສຸດທ້າຍ (near-net-shape) ທີ່ມີລັກສະນະສັບສົນ, ແລ້ວຈຶ່ງນຳໃຊ້ການຕັດແຕ່ງ (subtractive machining) ເພື່ອປັບປຸງພື້ນທີ່ທີ່ສຳຄັນ ແລະ ພື້ນທີ່ຕິດຕໍ່. ຮູບແບບທີ່ເປັນເອກະລັກນີ້ເຮັດໃຫ້ເກີດຄວາມສົມດຸນລະຫວ່າງການປະດິດສ້າງ ແລະ ຄວາມເຊື່ອຖືໄດ້, ເຊັ່ນ: ແຜ່ນພັດລະເບິ່ງ (turbine blades) ທີ່ມີທໍ່ລະບາຍຄວາມຮ້ອນທີ່ຜະລິດດ້ວຍເຕັກໂນໂລຊີ 3D-printing ແລະ ສ່ວນປີກ (airfoils) ທີ່ໄດ້ຮັບການປັບປຸງດ້ວຍເຄື່ອງ CNC.
ໃນດ້ານການພິຈາລະນາດ້ານຄວາມຍືນຍົງ, ການຜະລິດເພີ່ມ (additive manufacturing) ເປັນການສະໜັບສະໜູນເສດຖະກິດວົງຈອນ (circular economy), ໂດຍທີ່ເຄື່ອງປະມົວນທີ່ຖືກນຳມາໃຊ້ຄືນ (ເຊັ່ນ: ຂີ້ເຫຍື້ອທອງເຫຼືອງທີ່ເປັນເຫຼັກທີ່ປະກອບດ້ວຍ titanium alloy) ສາມາດນຳມາໃຊ້ຄືນໃນລະບົບທີ່ປິດ (closed-loop systems); ໃນຂະນະທີ່ອັດຕາການນຳມາໃຊ້ຄືນຂອງການຜະລິດທີ່ຕັດແຕ່ງ (subtractive manufacturing) ແມ່ນກຳລັງດີຂື້ນ, ແຕ່ຍັງຄົງເປັນບັນຫາໃນການແຍກຊິ້ນເຫຼັກທີ່ຖືກຕັດອອກ (metal chips) ແລະ ຟື້ນຟູຄຸນສົມບັດຂອງວັດຖຸ.
ໃນສ່ວນທີ່ກ່ຽວຂ້ອງກັບເສັ້ນທາງການພັດທະນາໃນອະນາຄົດ, ດ້ວຍການພັດທະນາຂອງເຕັກໂນໂລຊີການຜະລິດດິຈິຕອລ, ການເລືອກລະຫວ່າງຂະບວນການເພີ່ມ (additive) ແລະ ຂະບວນການຫຼຸດ (subtractive) ຈະຂຶ້ນກັບສາມປັດໄຈຫຼັກ: ຄວາມສັບສົນຂອງຊິ້ນສ່ວນ (ການແລກປ່ຽນລະຫວ່າງຄວາມເປີດກວ້າງດ້ານຮູບຮ່າງກັບຄວາມງ່າຍດາຍດ້ານໂຄງສ້າງ), ຄວາມຕ້ອງການປະລິມານການຜະລິດ (ຄວາມແຕກຕ່າງລະຫວ່າງການຜະລິດໃນຈຳນວນຫຼາຍ ແລະ ການຜະລິດຕາມຄວາມຕ້ອງການເປັນຊຸດ), ແລະ ຂໍ້ກຳນົດດ້ານຄວາມຍືນຍົງ (ດັດຊະນີການໃຊ້ວັດຖຸຢ່າງມີປະສິດທິຜົນ ແລະ ອິດທິພົນຕໍ່ການປ່ອຍກາຊີຄາບອນ). ວິທີແກ້ໄຂທີ່ເປັນລັກສະນະປະສົມ (hybrid) ນ້າເຂົ້າໃນການນຳໃຊ້ຢ່າງກວ້າງຂວາງໃນເຂດທີ່ມີມູນຄ່າສູງ, ໃນຂະນະທີ່ບ່ອນນຳໃຊ້ທີ່ເປັນເລື່ອງເພີ່ງເຈີງຈະເນັ້ນໄປໃນທິດທາງຂອງຂະບວນການດຽວ. ຍຸກທີ່ເປັນໄປໄດ້ເພີ່ງເຈີງ 'ເລືອກອັນນຶ່ງ ຫຼື ອີກອັນໜຶ່ງ' ກຳລັງຈະສິ້ນສຸດລົງ, ແລະ ຄວາມສຳເລັດໃນອຸດສາຫະກຳໃນປັດຈຸບັນແມ່ນຢູ່ທີ່ການບັງຄັບໃຊ້ຢ່າງມີເປົ້າໝາຍຂອງທັງສອງຂະບວນການ.

